Inledning
Melt Flow Index (MFI, även benämnt MFR, melt flow rate) är en populär metod för att mäta termoplastiska polymerers flödesförmåga under specifika förhållanden. Det avgör hur mycket av en polymersmälta som flödar genom en standardform på 10 minuter under en specificerad temperatur och belastning. Smältindextestet, MI, ger information om polymermaterialens flödesbeteende vid skjuvhastigheter som kanske inte är relevanta för bearbetning (se vår Application Note 329 [1]). En flödeskurva med brett skjuvningsintervall som erhålls med Rosands kapillärreometer ger teoretiskt stöd för polymermaterialens negativa beteende under bearbetning, tillsammans med vägledning för kvalitetskontroll av polymermaterial och justering av bearbetning.
Föreställ dig följande scenario:
Kund: Jag har flera batcher av polymermaterial, och alla indikatorer i fabrikens kvalitetskontroll är konsekventa. Flödeskurvan är densamma, så flytbarheten borde vara konsekvent. Feedback från kunder i senare led visar dock att det finns problem under bearbetningen. Vissa satser av polymer kan normalt formblåsas, medan andra visade allvarliga blåsbrott under samma formblåsningsförhållanden (temperatur, tryck, luftflöde etc.), vilket orsakade allvarlig ineffektivitet och avfall.
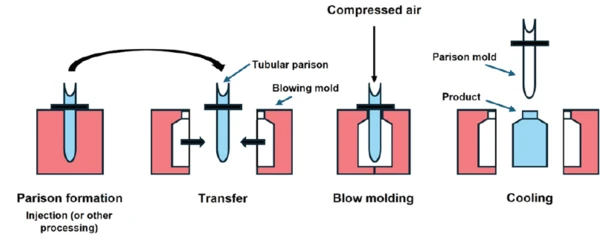
Detta beror på formblåsningsprocessen. Blåsformningsprocessen består av tre grundläggande steg som visas i figur 1:
- Parisonbildning: Råmaterialet bearbetas till en gjuten parison (injektion eller strängsprutning) och sedan placeras parisonen i en formblåsningsform.
- Blåsformning: Tryckluft injiceras i parisen för att blåsa den tätt mot formväggen.
- Kylning av produkten: Blåstrycket bibehålls tills produkten svalnat och stelnat.
Under det andra formblåsningssteget uppvisar materialet dragflödesbeteende snarare än skjuvflöde, så flödeskurvan för skjuvviskositet kan inte användas för att fullt ut utvärdera formblåsningsbeteendet. Här behövs förlängningsviskositet.
Mätförhållanden - Cogswell-modellen
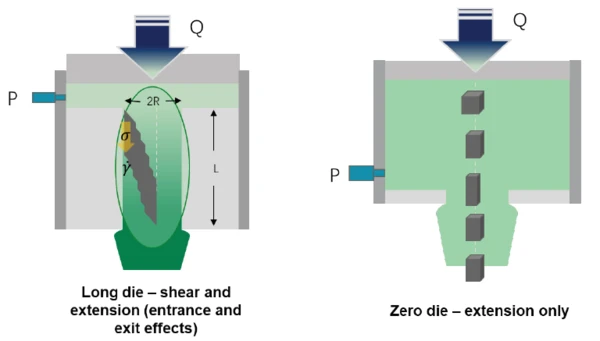
Med hjälp av vår kapillärreometer från Rosand kan vi samtidigt mäta skjuvviskositet och dragviskositet. När polymersmältan kommer in i den långa matrisen utsätts den för både skjuv- och dragkrafter, men när smältan kommer in i nollmatrisen utsätts den bara för dragkraft (se figur 2). I så fall kan vi beräkna förlängningsviskositeten från både den långa matrisen och nollmatrisen enligt Cogswells konvergerande flödesmodell, som kan användas för att utvärdera sträckningsbeteendet under bearbetning - inklusive under formblåsning, spinning och biaxiell sträckfilmformning.
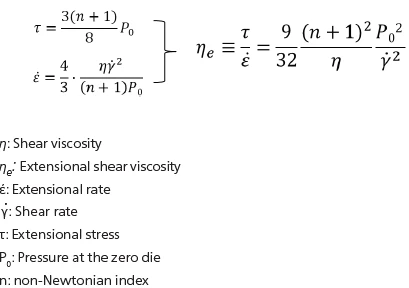
Cogswell-modellen är som följer:
Ett prov av ABS-granulat (figur 3) undersöktes under de mätförhållanden som anges i tabell 1.

Tabell 1: Mätförhållanden
| Instrument | Rosand kapillärreometer med dubbla borrhål |
| Provmaterial | ABS (huvudkomponent, modifierade komponenter okända) |
| Temperatur | 210°C |
| Tryckgivare | 1000 psi (vänster); 5000 psi (höger) |
| Döda | 1:16 (vänster); 1:0,25 (höger) |
| Testläge | Test med konstant skjuvhastighet, dubbelborrning (använd nollform för att erhålla förlängningsviskositet) |
Resultat av mätning
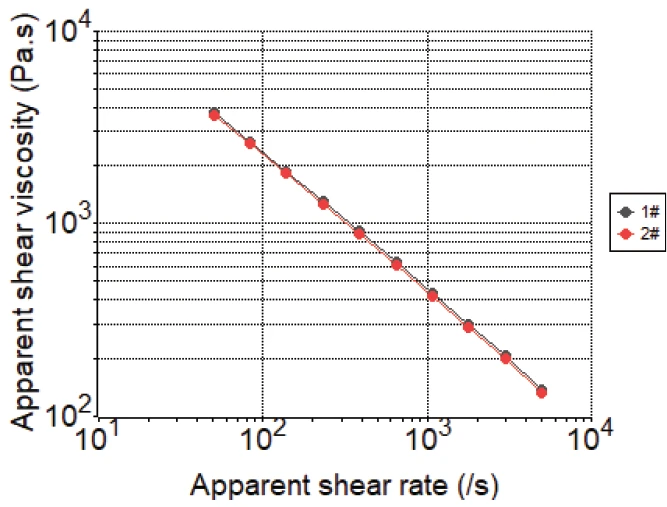
Med NETZSCH Rosand twin-bore kapillärreometer kan skjuvviskositet och förlängningsviskositet erhållas samtidigt. Figur 4 visar de gemensamma flödeskurvorna för skjuvviskositet för två olika batcher av ABS-prov vid 210°C. Kurvorna för skjuvviskositet är nästan identiska; viskositetsvärdet vid en specifik skjuvhastighet är konsekvent, liksom graden av Förtunning genom skjuvningDen vanligaste typen av icke-newtonskt beteende är skjuvtunning eller pseudoplastisk strömning, där vätskans viskositet minskar med ökande skjuvning.skjuvförtunning. De två partierna uppvisade dock olika formblåsningsförmåga. Sats nr 1 hade en tendens till blåsbrott under samma bearbetningsförhållanden. I flödeskurvan för skjuvviskositet visade dessa två prover ingen skillnad. Detta beror på att formblåsning är en form av bearbetning som innebär mer sträckningsbeteende. Den vanliga flödeskurvan för skjuvviskositet var därför inte tillräcklig för att fullt ut utvärdera denna bearbetningsteknik.
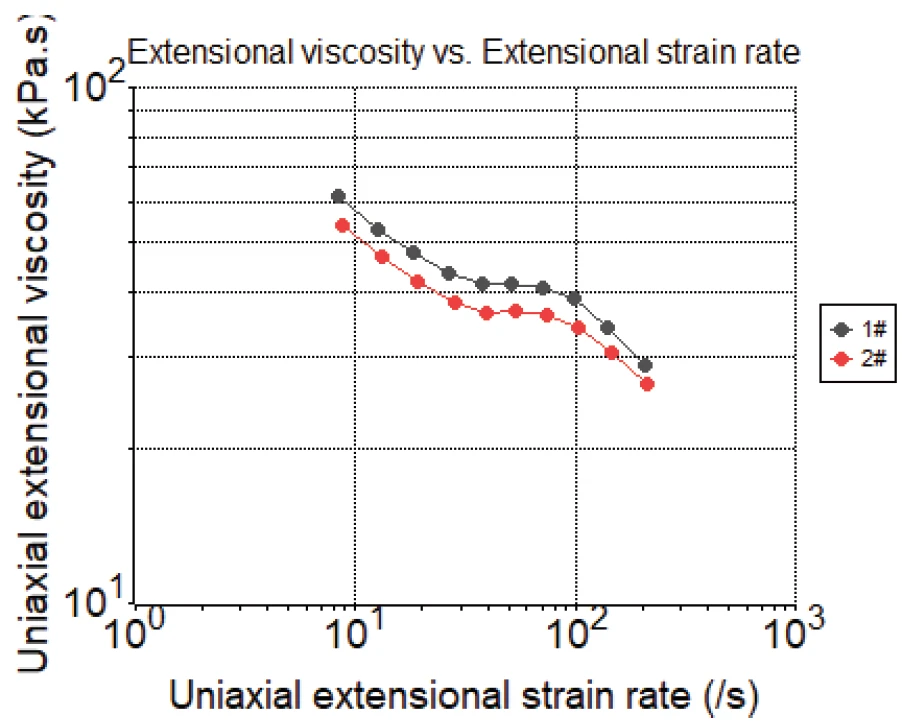
Figur 5 visar flödeskurvan för förlängningsviskositet för två batcher av ABS-provet vid 210°C. Även om skjuvviskositeten är helt densamma, visade förlängningsviskositeten en stor skillnad. Prov nr 1 visade en högre total förlängningsviskositet än nr 2, och det är därför nr 1 var benägen att gå sönder under formblåsningen. En högre förlängningsviskositet gör materialet svårare att deformera under samma förhållanden, vilket innebär att materialet är mer elastiskt och förlängningshastigheten är sämre. Så under formblåsningsprocessen gör en dålig förlängningshastighet materialet lätt att bryta ner. Skillnaden mellan förlängningsviskositeterna kan påverkas av de olika förgrenings- och kristallisationsbeteendena (enhetlighet hos oorganiska fyllmedel, vilket kan påverka kärnbildningshastigheten för polymerer under den specifika temperaturen etc.) hos proverna.
Slutsats
Flödeskurvan för skjuvviskositet kan ibland inte helt återspegla flödesbeteendet hos polymermaterial under viss bearbetning, om nämnda bearbetning inkluderar sträckningsbeteende såsom formblåsning, spinning eller biaxiell sträckfilmformning. NETZSCH Rosand kapillärreometer med dubbla borrar kan ge flödeskurvor för skjuv- och förlängningsviskositet samtidigt i ett test, och förlängningsviskositeten kan hjälpa till att utvärdera sträckningsbeteendet under dessa processer, vilket ger vägledning för kvalitetskontroll av polymermaterial och justering av bearbetning.