Einleitung
Der Schmelzindex (melt flow index, MFI, jetzt auch als MFR, melt flow rate, bezeichnet) ist eine gängige Größe zur Charakterisierung der Fließfähigkeit von thermoplastischen Polymeren. Er bestimmt die Menge einer Polymerschmelze, die in 10 Minuten bei einer bestimmten Temperatur und Belastung durch eine Standarddüse fließt. Jedoch liefert die Schmelzindexprüfung Informationen über das Fließverhalten von polymeren Werkstoffen bei Scherraten, die für die Verarbeitung möglicherweise nicht relevant sind (siehe unsere Application Note 329 [1]). Eine mit dem Rosand-Kapillarrheometer ermittelte Fließkurve über einen weiten Schergeschwindigkeitsbereich liefert dagegen eine theoretische Unterstützung bei ungünstigem Verhalten von Polymerwerkstoffen während der Verarbeitung. Sie unterstützt die Qualitätskontrolle von Polymerwerkstoffen und gibt Hinweise zur Anpassung des Verarbeitungsprozesses.
Das folgendes Szenario soll als Grundlage der Untersuchung herangezogen werden:
Kunde: Es liegen mehrere Chargen von Polymerwerkstoffen vor und alle Indikatoren in der werkseigenen Qualitätskontrolle sind konsistent. Die Fließkurven sind gleich, die Fließfähigkeit sollte daher konstant sein.
Rückmeldungen der Abnehmer zeigen jedoch, dass es Probleme bei der Verarbeitung gibt. Einige Polymerchargen können wie gewohnt blasgeformt werden, während andere unter den gleichen Verarbeitungsbedingungen (Temperatur, Druck, Luftdurchsatz usw.) schwere Risse aufweisen, was zu erheblicher Ineffizienz und Verschwendung führt.
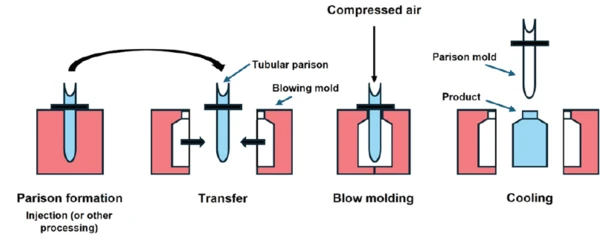
Dies ist auf den Blasformprozess zurückzuführen. Der Blasformprozess besteht aus drei grundlegenden Schritten, siehe Abbildung 1:
- Formgebung des Vorformlings: Das Rohmaterial wird zu einem Vorformling verarbeitet (Spritzguss oder Extrusion), der dann in eine Blasform eingebracht wird.
- Blasformen: In den Vorformling wird Druckluft geblasen , um ihn fest an die Formwand zu pressen.
- Abkühlen des Produkts: Der Aufblasdruck wird aufrecht erhalten, bis das Produkt abgekühlt und ausgehärtet ist.
Während des zweiten Blasformschrittes zeigt das Material eher ein Zug- als ein Scherfließverhalten, so dass die Fließkurve der Scherviskosität nicht zur vollständigen Beurteilung des Blasformverhaltens herangezogen werden kann. Hier ist die Dehnviskosität erforderlich.
Messbedingungen – Cogswell-Modell
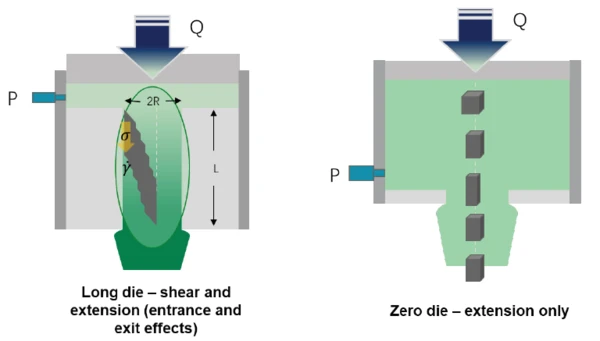
Mit dem Rosand-Kapillarrheometer können wir gleichzeitig die Viskosität unter Scher- und unter Zugbeanspruchung bestimmen. Wenn die Polymerschmelze in die lange Düse eintritt, wird sie sowohl einer Scher- als auch einer Zugbelastung ausgesetzt, doch wenn die Schmelze in die Nulldüse (zero die) eintritt, erfährt sie nur eine Zugbelastung (siehe Abbildung 2). In diesem Fall können wir die Dehnviskosität sowohl in der langen Düse als auch in der Nulldüse mit dem konvergenten Cogswell-Modell berechnen, das zur Bewertung des Dehnverhaltens während der Verarbeitung einschließlich Blasformen, Spinnen und die Formgebung von biaxial verstreckten Folien verwendet werden kann.
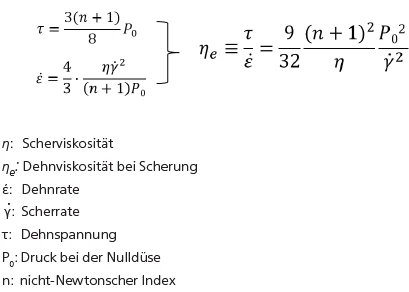
Das Cogswell-Modell lautet wie folgt:
Ein ABS-Granulat (Abbildung 3) wurde unter den in Tabelle 1 gelisteten Messbedingungen untersucht.

Tabelle 1: Messbedingungen
| Gerät | Kapillarheometer Rosand mit Doppelbohrung |
| Probe | ABS (Hauptkomponenten, modifizierte Komponente unbekannt) |
| Temperatur | 210 °C |
| Drucksensor | 1000 psi (links); 5000 psi (rechts) |
| Düse | 1:16 (links); 1:0,25 (rechts) |
| Prüfmodus | Prüfung mit konstanter Scherrate, Doppelbohrung (Nulldüse rechts zur Ermittlung der Dehnviskosität) |
Messergebnisse
Mit dem NETZSCH Kapillarrheometer Rosand mit Doppelbohrung lassen sich gleichzeitig Scherviskosität und Dehnviskosität bestimmen. Abbildung 4 zeigt die Scherviskositäts-Fließkurven für zwei verschiedene Chargen von ABS bei 210 °C. Die Scherviskositätskurven sind nahezu identisch; die Viskositätswerte bei einer bestimmten Schergeschwindigkeit stimmen überein, ebenso zeigen beide Proben dasselbe scherverdünnende Verhalten. Die beiden Chargen verhielten sich jedoch im Blasformprozess unterschiedlich. Charge 1 neigte unter den gleichen Verarbeitungsbedingungen zur Rissbildung, obwohl in der Scherviskositätsfließkurve der beiden Proben kein Unterschied zu erkennen war. Dies ist darauf zurückzuführen, dass das Blasformen eine Verarbeitungsform ist, die ein stärkeres Streckverhalten mit sich bringt. Daher war die übliche Fließkurve der Scherviskosität nicht ausreichend, um diese Verarbeitungstechnologie vollständig zu bewerten.
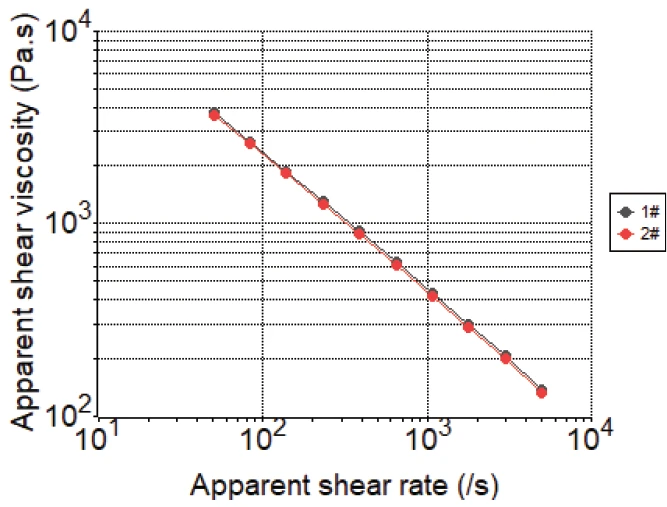
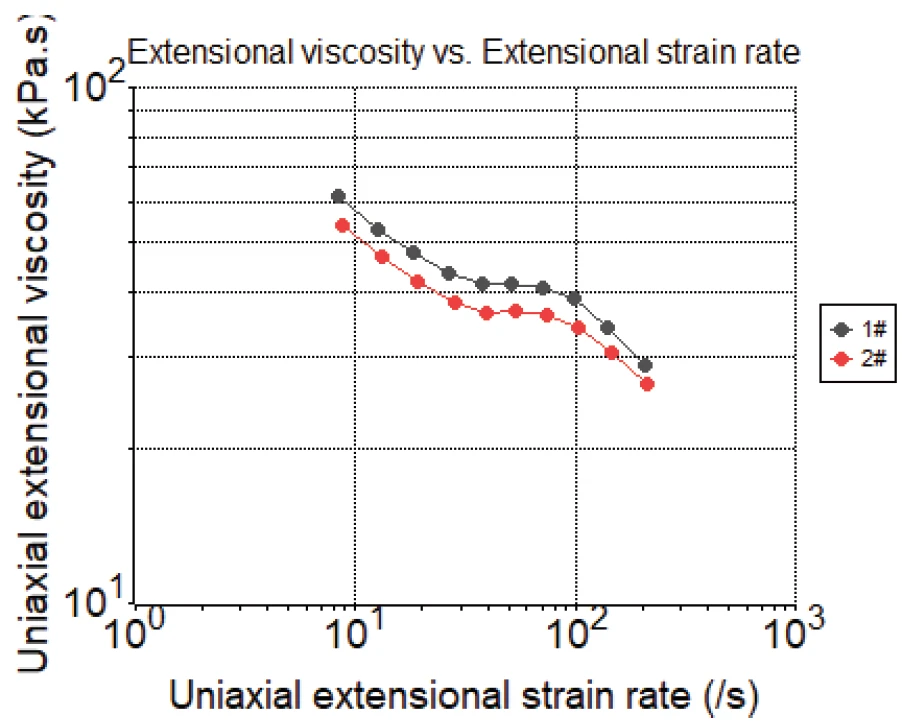
Abbildung 5 zeigt die Ergebnisse der Fließkurve der Dehnviskosität für die beiden ABS-Chargen bei 210 °C. Obwohl die Scherviskosität völlig gleich ist, weist die Dehnviskosität einen großen Unterschied auf. Die Gesamtdehnungsviskosität der Probe Nr. 1 liegt höher als bei Probe Nr. 2, weshalb Probe Nr. 1 während des Blas- formens eher versagte. Eine höhere Dehnviskosität macht es schwieriger, das Material unter den gleichen Bedingungen zu verformen, d.h. das Material ist elastischer und die Dehnrate ist geringer. Eine niedrige Dehnrate wiederum führt eher dazu, dass das Material während des Blasformens leicht zusammenfällt. Der Unterschied zwischen den Dehnviskositäten kann durch das unterschiedliche Verzweigungs- und Kristallisationsverhalten der Proben beeinflusst werden (Gleichmäßigkeit der anorganischen Füllstoffe, die die Keimbildungsrate der Polymere bei der jeweiligen Temperatur beeinflussen können).
Fazit
In manchen Fällen kann die Fließkurve der Scherviskosität das Fließverhalten von Polymerwerkstoffen während bestimmter Verarbeitungsverfahren nicht vollständig wiedergeben, wenn diese Verarbeitungsverfahren ein Verstreckungen beinhalten, wie z. B. beim Blasformen, Spinnen oder bei der Herstellung von biaxial verstreckten Folien. Das NETZSCH Rosand Doppelkapillar-Rheometer ist in der Lage, gleichzeitig Scher- und Dehnviskositäts-Fließkurven in einem einzigen Experiment zu liefern. Die Dehnviskosität kann bei der Bewertung des Verstreckungsverhaltens während dieser Prozesse helfen und somit Hilfestellung für die Qualitätskontrolle von Polymermaterialien und die Anpassung der Verarbeitung bieten.