Introduzione
L'indice di fluidità (MFI, indicato anche come MFR, melt flow rate) è un metodo popolare per misurare la fluidità dei polimeri termoplastici in condizioni specifiche. Determina la quantità di flusso di un polimero fuso attraverso uno stampo standard in 10 minuti a una temperatura e a un carico specifici. Il test dell'indice di Temperature di fusione ed entalpieL'entalpia di fusione di una sostanza, nota anche come calore latente, è una misura dell'apporto di energia, tipicamente calore, necessario per convertire una sostanza dallo stato solido a quello liquido. Il punto di fusione di una sostanza è la temperatura alla quale essa cambia stato da solido (cristallino) a liquido (fusione isotropa). fusione, MI, fornisce informazioni sul comportamento di flusso dei materiali polimerici per velocità di taglio che potrebbero non essere rilevanti per la lavorazione (si veda la nostra nota applicativa 329 [1]). Una curva di flusso ad ampio intervallo di velocità di taglio ottenuta con il reometro capillare Rosand fornisce un supporto teorico per il comportamento avverso dei materiali polimerici durante la lavorazione, oltre a fornire indicazioni per il controllo della qualità dei materiali polimerici e la regolazione della lavorazione.
Immaginate il seguente scenario:
Cliente: Ho diversi lotti di materiali polimerici e tutti gli indicatori del controllo qualità di fabbrica sono coerenti. La curva di flusso è la stessa, quindi la fluidità dovrebbe essere costante. Tuttavia, il feedback dei clienti a valle mostra che ci sono problemi durante la lavorazione. Alcuni lotti di polimero possono essere soffiati normalmente, mentre altri presentano gravi rotture di soffiaggio nelle stesse condizioni di soffiaggio (temperatura, pressione, portata d'aria, ecc.), causando gravi inefficienze e sprechi.
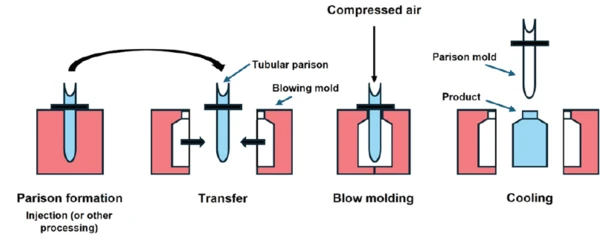
Ciò è dovuto al processo di soffiaggio. Il processo di soffiaggio si compone di tre fasi fondamentali, come illustrato nella figura 1:
- Formazione del parison: La materia prima viene trasformata in un parison stampato (iniezione o estrusione), quindi il parison viene inserito in uno stampo di soffiaggio.
- Soffiaggio: L'aria compressa viene iniettata nel parison per farlo aderire alla parete dello stampo.
- Raffreddamento del prodotto: La pressione di gonfiaggio viene mantenuta fino a quando il prodotto si raffredda e si solidifica.
Durante la seconda fase di soffiaggio, il materiale presenta un comportamento di flusso di trazione piuttosto che di taglio, quindi la curva di flusso della viscosità di taglio non può essere utilizzata per valutare completamente il comportamento di soffiaggio. In questo caso, è necessaria la viscosità di estensione.
Condizioni di misura - Modello Cogswell
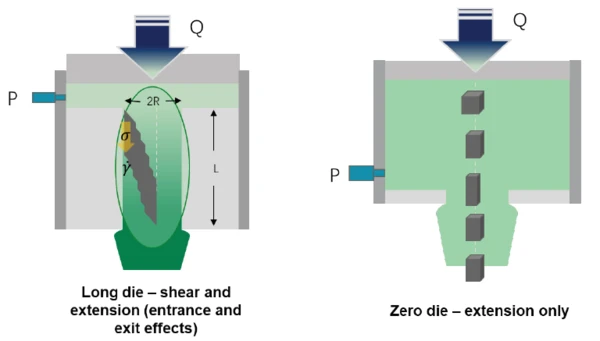
Con il nostro reometro capillare Rosand, possiamo ottenere contemporaneamente la viscosità di taglio e la viscosità di trazione. Quando la colata di polimero entra nella matrice lunga, è soggetta sia a forze di taglio che di trazione, ma quando la colata entra nella matrice zero, è soggetta solo a forze di trazione, come mostrato nella figura 2. In questo caso, possiamo calcolare la viscosità di estensione sia dalla matrice lunga che dalla matrice zero, secondo la teoria di C. In questo caso, possiamo calcolare la viscosità di estensione sia dalla filiera lunga che dalla filiera zero secondo il modello di flusso convergente di Cogswell, che può essere utilizzato per valutare il comportamento di stiramento durante la lavorazione, anche durante lo stampaggio per soffiaggio, la filatura e lo stampaggio biassiale per la formazione di film.
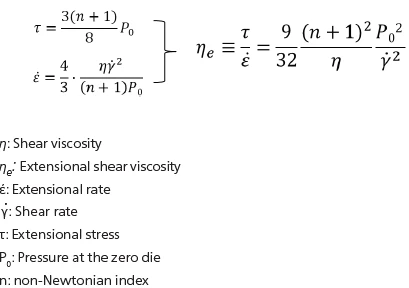
Il modello di Cogswell è il seguente:
Un campione di granulo di ABS (figura 3) è stato analizzato nelle condizioni di misura descritte nella tabella 1.

Tabella 1: Condizioni di misura
| Strumento | Reometro capillare a doppio foro Rosand |
| Campione | ABS (componente principale, componenti modificati sconosciuti) |
| Temperatura | 210°C |
| Sensore di pressione | 1000 psi (sinistra); 5000 psi (destra) |
| Stampo | 1:16 (sinistra); 1:0,25 (destra) |
| Modalità di test | Prova a velocità di taglio costante, a doppio foro (usare lo stampo zero per ottenere la viscosità di estensione) |
Risultati della misurazione
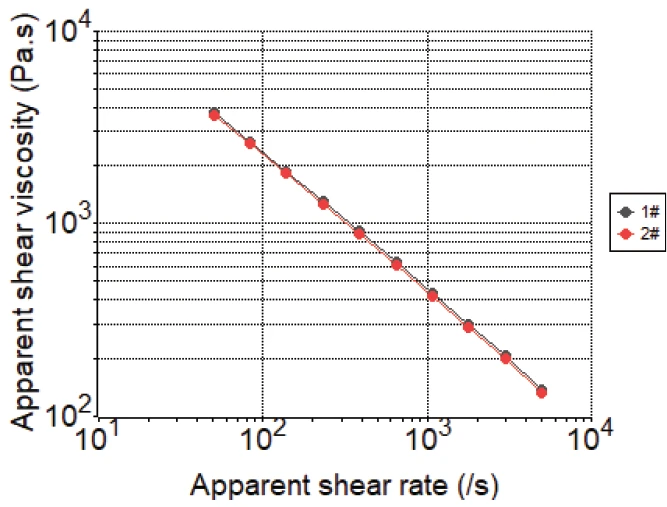
Con il reometro capillare a doppio foro NETZSCH Rosand è possibile ottenere contemporaneamente la viscosità di taglio e la viscosità di estensione. La Figura 4 mostra i risultati della curva di flusso della viscosità al taglio comune per due diversi lotti di campioni di ABS a 210°C. Le curve di viscosità al taglio sono quasi identiche; il valore della viscosità a una specifica velocità di taglio è coerente, così come il grado di Assottigliamento a taglioIl tipo più comune di comportamento non newtoniano è l'assottigliamento al taglio o flusso pseudoplastico, in cui la viscosità del fluido diminuisce all'aumentare del taglio.assottigliamento al taglio. Tuttavia, i due lotti hanno mostrato capacità di soffiaggio diverse. Il lotto n. 1 era soggetto a rotture per soffiaggio nelle stesse condizioni di lavorazione. Nella curva di flusso della viscosità al taglio, questi due campioni non hanno mostrato alcuna differenza. Questo perché il soffiaggio è una forma di lavorazione che comporta un comportamento più allungato. Pertanto, la comune curva di flusso della viscosità di taglio non era sufficiente per valutare appieno questa tecnologia di lavorazione.
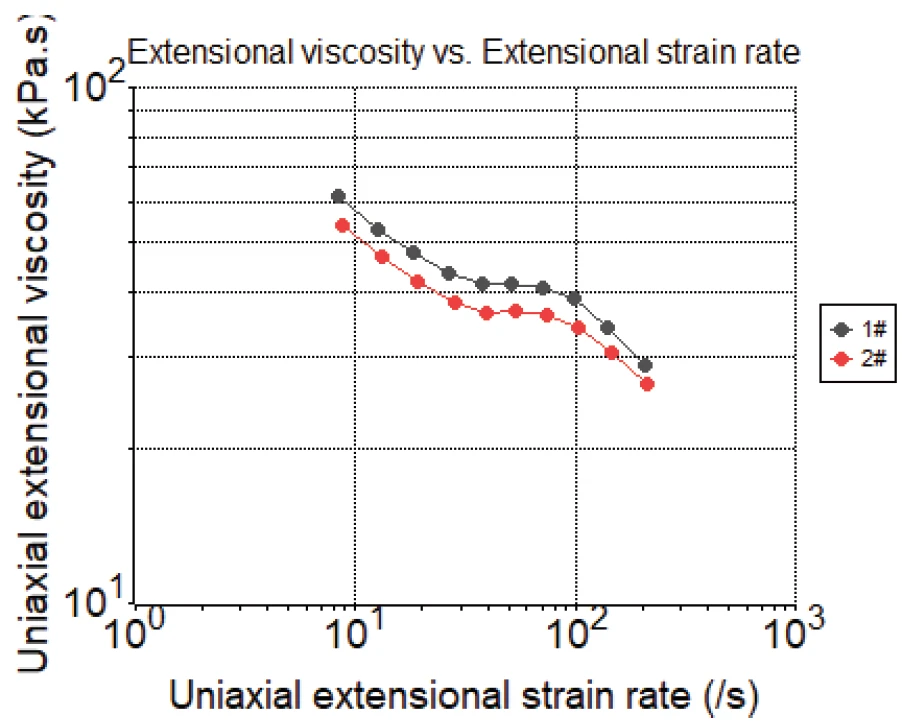
La Figura 5 mostra i risultati della curva di flusso della viscosità di estensione per due lotti del campione ABS a 210°C. Sebbene la viscosità di taglio sia totalmente uguale, la viscosità di estensione ha mostrato una grande differenza. Il campione #1 ha mostrato una viscosità di estensione complessiva più alta rispetto al #2, e questo è il motivo per cui il #1 era incline a rompersi durante il soffiaggio. Una viscosità di estensione più elevata rende il materiale più difficile da deformare nelle stesse condizioni, il che significa che il materiale è più elastico e il tasso di allungamento è peggiore. Quindi, durante il processo di soffiaggio, un basso tasso di allungamento rende il materiale facile da rompere. La differenza tra le viscosità di allungamento potrebbe essere influenzata dai diversi comportamenti di ramificazione e CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione.cristallizzazione (uniformità delle cariche inorganiche, che possono influire sul tasso di nucleazione dei polimeri alla temperatura specifica, ecc.
Conclusione
La curva di flusso della viscosità di taglio a volte non è in grado di riflettere pienamente il comportamento di flusso dei materiali polimerici durante alcune lavorazioni, se tali lavorazioni includono un comportamento di stiramento come il soffiaggio, la filatura o lo stampaggio biassiale per la formazione di film. Il reometro capillare a doppio foro NETZSCH Rosand è in grado di fornire simultaneamente le curve di flusso della viscosità di taglio e di estensione in un unico test, e la viscosità di estensione può aiutare a valutare il comportamento di stiramento durante questi processi, fornendo così indicazioni per il controllo della qualità dei materiali polimerici e la regolazione della lavorazione.