Inleiding
De Melt Flow Index (MFI, ook MFR, smeltdebiet genoemd) is een populaire methode om de vloeibaarheid van thermoplastische polymeren onder specifieke omstandigheden te meten. De index bepaalt de hoeveelheid smelt van een polymeer die in 10 minuten door een standaardmatrijs stroomt bij een bepaalde temperatuur en belasting. De smeltindextest, MI, geeft informatie over het vloeigedrag van polymeermaterialen voor afschuifsnelheden die mogelijk niet relevant zijn voor verwerking (zie onze Application Note 329 [1]). Een vloeicurve voor een breed afschuifbereik, verkregen met de Rosand capillaire reometer, biedt theoretische ondersteuning voor het ongunstige gedrag van polymeermaterialen tijdens verwerking, samen met richtlijnen voor kwaliteitscontrole van polymeermaterialen en aanpassing van de verwerking.
Stelt u zich het volgende scenario voor:
Klant: Ik heb verschillende batches polymeermaterialen en alle indicatoren in de kwaliteitscontrole in de fabriek zijn consistent. De vloeicurve is hetzelfde, dus de stroombaarheid zou consistent moeten zijn. Uit de feedback van downstreamklanten blijkt echter dat er problemen zijn tijdens de verwerking. Sommige batches polymeer kunnen normaal worden geblazen, terwijl andere batches ernstige blaasbreuken vertoonden onder dezelfde blaasgietomstandigheden (temperatuur, druk, luchtstroomsnelheid, enz.), wat tot ernstige inefficiëntie en verspilling leidt.
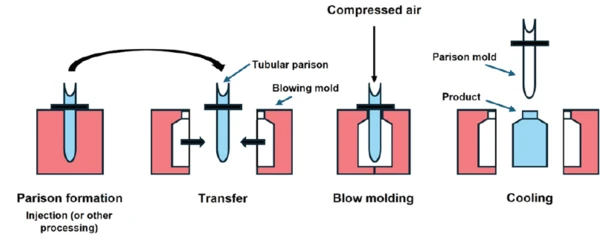
Dit is te wijten aan het blaasvormproces. Het blaasgietproces bestaat uit drie basisstappen zoals weergegeven in figuur 1:
- Parisonvorming: De grondstof wordt verwerkt tot een gevormde parison (injectie of extrusie), en dan wordt de parison in een blaasmatrijs geplaatst.
- Blaasgieten: Perslucht wordt in de parison gespoten om deze strak tegen de wand van de mal te blazen.
- Koelen van het product: De blaasdruk wordt gehandhaafd totdat het product afkoelt en hard wordt.
Tijdens de tweede blaasgietstap vertoont het materiaal eerder trek- dan schuifstromingsgedrag, zodat de stroomcurve voor schuifviscositeit niet kon worden gebruikt om het blaasgietgedrag volledig te evalueren. Hier is de extensieviscositeit nodig.
Meetomstandigheden - Cogswell-Model
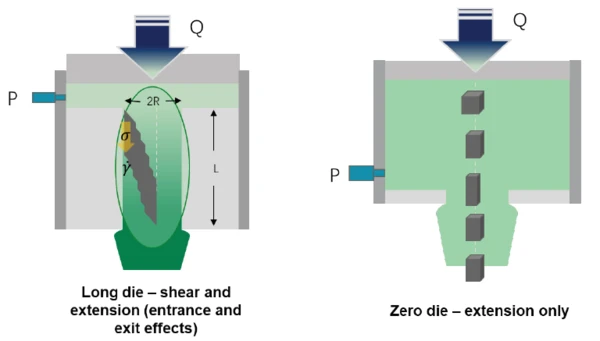
Met onze Rosand capillaire reometer kunnen we tegelijkertijd afschuifviscositeit en trekviscositeit verkrijgen. Wanneer de polymeermassa de lange matrijs ingaat, wordt deze onderworpen aan zowel schuif- als trekkrachten, maar wanneer de smelt de nulmatrijs ingaat, wordt deze alleen onderworpen aan trekkrachten, zoals weergegeven in figuur 2. In dat geval kunnen we de uitrekviscositeit berekenen van zowel de lange matrijs als de nulmatrijs volgens het convergente stromingsmodel van Cogswell, dat kan worden gebruikt om het uitrekgedrag tijdens de verwerking te evalueren, inclusief tijdens blazen, spinnen en biaxiaal strekken van filmvorming.
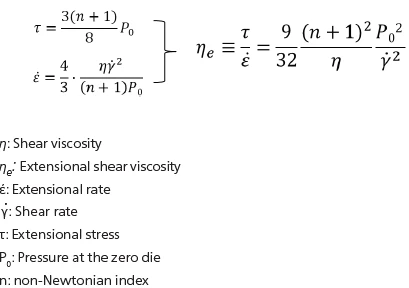
Het Cogswell-model ziet er als volgt uit:
Een monster van ABS-korrels (figuur 3) werd onderzocht onder de meetomstandigheden die in tabel 1 worden beschreven.

Tabel 1: Meetomstandigheden
| Instrument | Rosand capillaire reometer met twee buizen |
| Monster | ABS (hoofdbestanddeel, gemodificeerde bestanddelen onbekend) |
| Temperatuur | 210°C |
| Druksensor | 1000 psi (links); 5000 psi (rechts) |
| Matrijs | 1:16 (links); 1:0,25 (rechts) |
| Testmodus | Constante afschuifsnelheidstest, dubbele boring (gebruik de nulmatrijs om verlengviscositeit te verkrijgen) |
Meetresultaten
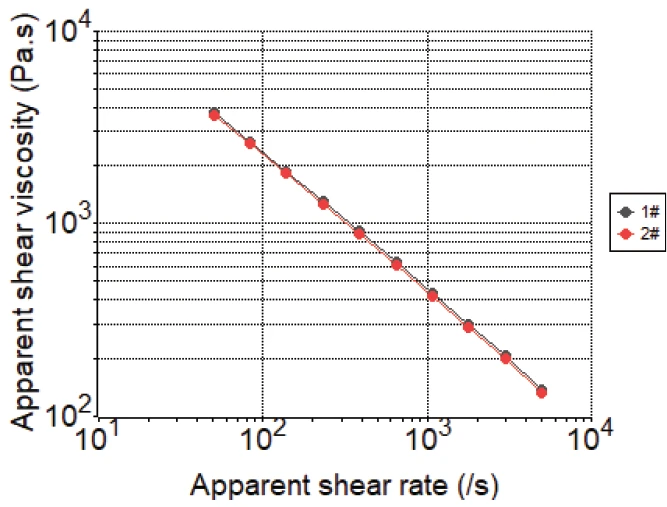
Met de NETZSCH Rosand capillaire reometer met twee boringen kunnen afschuifviscositeit en extensieviscositeit tegelijkertijd worden verkregen. Figuur 4 toont de gemeenschappelijke afschuifviscositeit stroomcurve resultaten voor twee verschillende batches ABS monster bij 210°C. De afschuifviscositeit curves zijn bijna identiek. De afschuifviscositeitscurven zijn bijna identiek; de viscositeitswaarde bij een specifieke afschuifsnelheid is consistent, evenals de mate van SchuifverdunningHet meest voorkomende type niet-Newtons gedrag is afschuifverdunning of pseudoplastische stroming, waarbij de vloeistofviscositeit afneemt bij toenemende afschuiving.afschuifverdunning. De twee batches vertoonden echter verschillende mogelijkheden om te blazen. Batch #1 was gevoelig voor blaasbreuk onder dezelfde verwerkingsomstandigheden. In de afschuifviscositeitscurve vertoonden deze twee monsters geen verschil. Dit komt omdat blazen een vorm van verwerking is die meer rekgedrag met zich meebrengt. De gewone afschuifviscositeitscurve was dus niet voldoende om deze verwerkingstechnologie volledig te evalueren.
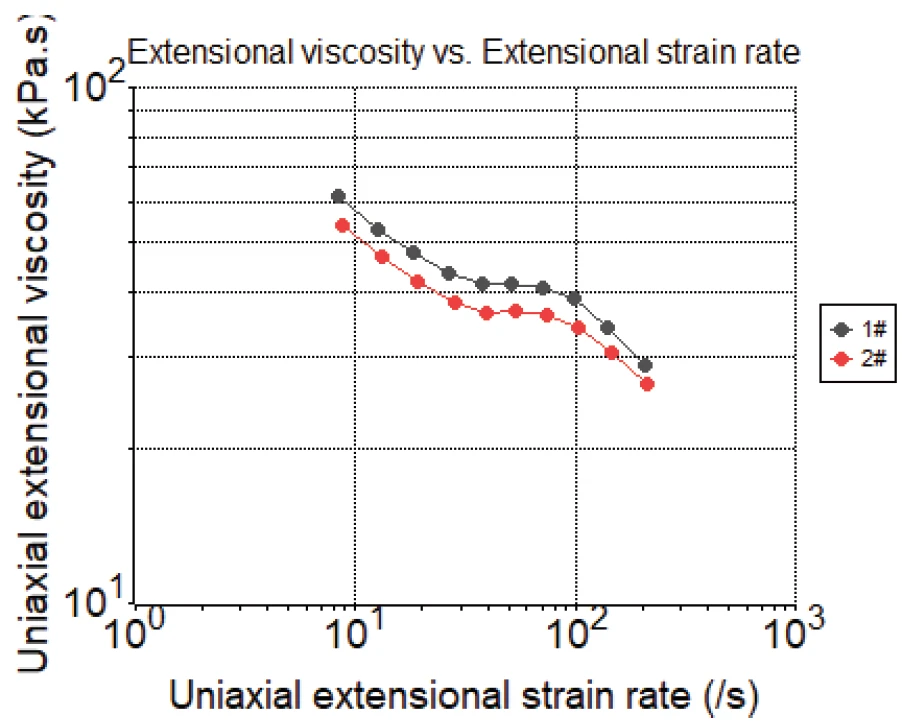
Figuur 5 toont de resultaten van de vloeicurve van de extensieviscositeit voor twee partijen van het ABS monster bij 210°C. Hoewel de afschuifviscositeit volledig gelijk is, vertoonde de extensieviscositeit een groot verschil. Monster #1 vertoonde een hogere totale extensieviscositeit dan #2, en dit is de reden waarom #1 snel kapot ging tijdens het blaasgieten. Een hogere extensieviscositeit maakt het moeilijker om het materiaal te vervormen onder dezelfde omstandigheden, wat betekent dat het materiaal elastischer is en dat de rek slechter is. Tijdens het blaasgieten zorgt een slechte rek ervoor dat het materiaal gemakkelijk breekt. Het verschil tussen de extensieviscositeiten kan worden beïnvloed door het verschillende vertakkings- en kristallisatiegedrag (uniformiteit van anorganische vulstoffen, die de nucleatiesnelheid van polymeren onder de specifieke temperatuur kunnen beïnvloeden, enz.
Conclusie
De vloeicurve van de afschuifviscositeit kan soms het vloeigedrag van polymeermaterialen tijdens bepaalde processen niet volledig weergeven als het proces rekgedrag omvat, zoals blazen, spinnen of biaxiaal strekken van filmvorming. De NETZSCH Rosand capillaire reometer met twee boringen kan gelijktijdig in één test vloeicurves voor afschuifviscositeit en extensieviscositeit leveren, en de extensieviscositeit kan helpen bij het evalueren van het rekgedrag tijdens deze processen, en biedt zo richtlijnen voor kwaliteitscontrole en procesaanpassing van polymeermaterialen.