Giriş
Eriyik Akış İndeksi (MFI, MFR, eriyik akış hızı olarak da adlandırılır), termoplastik polimerlerin belirli koşullar altında akışkanlığını ölçmek için kullanılan popüler bir yöntemdir. Belirli bir sıcaklık ve yük altında 10 dakika içinde standart bir kalıptan geçen polimer eriyik akış miktarını belirler. Eriyik indeksi testi MI, polimer malzemelerin işleme ile ilgili olmayabilecek kesme hızları için akış davranışı hakkında bilgi verir (bkz. Uygulama Notumuz 329 [1]). Rosand kapiler reometre ile elde edilen geniş bir kayma hızı aralığı akış eğrisi, polimer malzemelerin işleme sırasındaki olumsuz davranışları için teorik destek ve polimer malzeme kalite kontrolü ve işleme ayarlaması için rehberlik sağlar.
Aşağıdaki senaryoyu hayal edin:
Müşteri: Elimde birkaç parti polimer malzeme var ve fabrika kalite kontrolündeki tüm göstergeler tutarlı. Akış eğrisi aynı, bu nedenle akışkanlık tutarlı olmalı. Ancak, sonraki müşteri geri bildirimleri işleme sırasında sorunlar olduğunu gösteriyor. Bazı polimer partileri normal olarak şişirilerek kalıplanabilirken, diğerleri aynı şişirme koşulları (sıcaklık, basınç, hava akış hızı vb.) altında ciddi şişirme kırılmaları göstererek ciddi verimsizlik ve israfa neden olmaktadır.
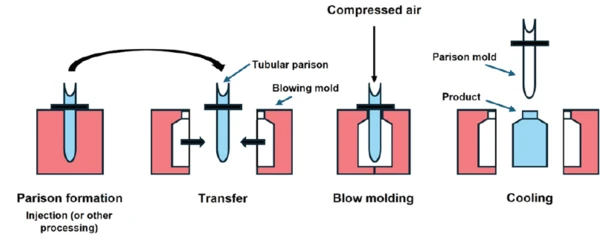
Bunun nedeni şişirme kalıplama sürecidir. Şişirme işlemi şekil 1'de gösterildiği gibi üç temel adımdan oluşur:
- Parison oluşumu: Ham madde işlenerek kalıplanmış bir parison haline getirilir (enjeksiyon veya ekstrüzyon) ve ardından parison bir şişirme kalıbına yerleştirilir.
- Şişirme kalıplama: Basınçlı hava, kalıp duvarına sıkıca üflemek için parisonun içine enjekte edilir.
- Ürün soğutma: Ürün soğuyup sertleşene kadar şişirme basıncı korunur.
İkinci şişirme adımı sırasında, malzeme kesme akışından ziyade çekme akış davranışı sergiler, bu nedenle kesme viskozitesi akış eğrisi şişirme kalıplama davranışını tam olarak değerlendirmek için kullanılamaz. Burada, uzama viskozitesine ihtiyaç vardır.
Ölçüm Koşulları - Cogswell-Modeli
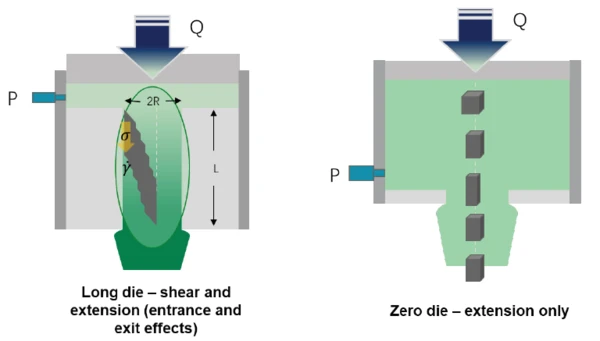
Rosand kapiler reometremiz sayesinde kesme viskozitesini ve çekme viskozitesini aynı anda elde edebiliyoruz. Polimer eriyiği uzun kalıba girdiğinde, hem kesme hem de çekme kuvvetlerine maruz kalır, ancak eriyik sıfır kalıba girdiğinde, şekil 2'de gösterildiği gibi sadece çekme kuvvetine maruz kalır. Bu durumda, Cogswell yakınsak akış modeline göre hem uzun kalıptan hem de sıfır kalıptan uzama viskozitesini hesaplayabiliriz, bu da şişirme, eğirme ve çift eksenli germe film oluşumu kalıplama dahil olmak üzere işleme sırasında germe davranışını değerlendirmek için kullanılabilir.
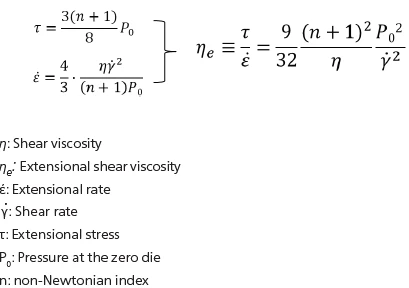
Cogswell modeli aşağıdaki gibidir:
Bir ABS granül örneği (Şekil 3) Tablo 1'de ayrıntıları verilen ölçüm koşulları altında incelenmiştir.

Tablo 1: Ölçüm koşulları
| Enstrüman | Rosand çift delikli kapiler reometre |
| Örnek | ABS (ana bileşen, değiştirilmiş bileşenler bilinmiyor) |
| Sıcaklık | 210°C |
| Basınç sensörü | 1000 psi (sol); 5000 psi (sağ) |
| Ölmek | 1:16 (sol); 1:0.25 (sağ) |
| Test modu | Sabit kesme hızı testi, çift delik (uzama viskozitesi elde etmek için sıfır kalıp kullanın) |
Ölçüm Sonuçları
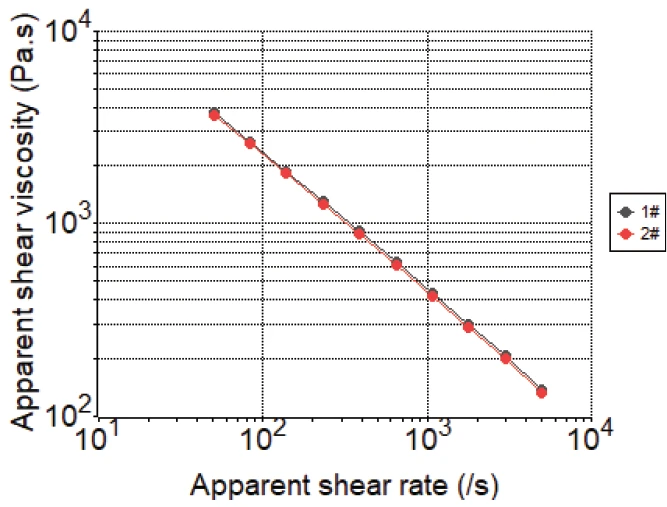
NETZSCH Rosand çift delikli kapiler reometre ile kayma viskozitesi ve uzama viskozitesi aynı anda elde edilebilir. Şekil 4, 210°C'de iki farklı ABS numunesi partisi için ortak kesme viskozitesi akış eğrisi sonuçlarını göstermektedir. Kayma viskozitesi eğrileri neredeyse aynıdır; belirli bir kayma hızındaki viskozite değeri, kayma incelme derecesi gibi tutarlıdır. Bununla birlikte, iki parti farklı şişirme kalıplama yetenekleri göstermiştir. Parti 1, aynı işleme koşulları altında üfleme kırılmasına eğilimliydi. Kesme viskozitesi akış eğrisinde, bu iki numune hiçbir fark göstermemiştir. Bunun nedeni şişirme kalıplamanın daha çok germe davranışı içeren bir işleme şekli olmasıdır. Dolayısıyla, ortak kesme viskozitesi akış eğrisi bu işleme teknolojisini tam olarak değerlendirmek için yeterli değildi.
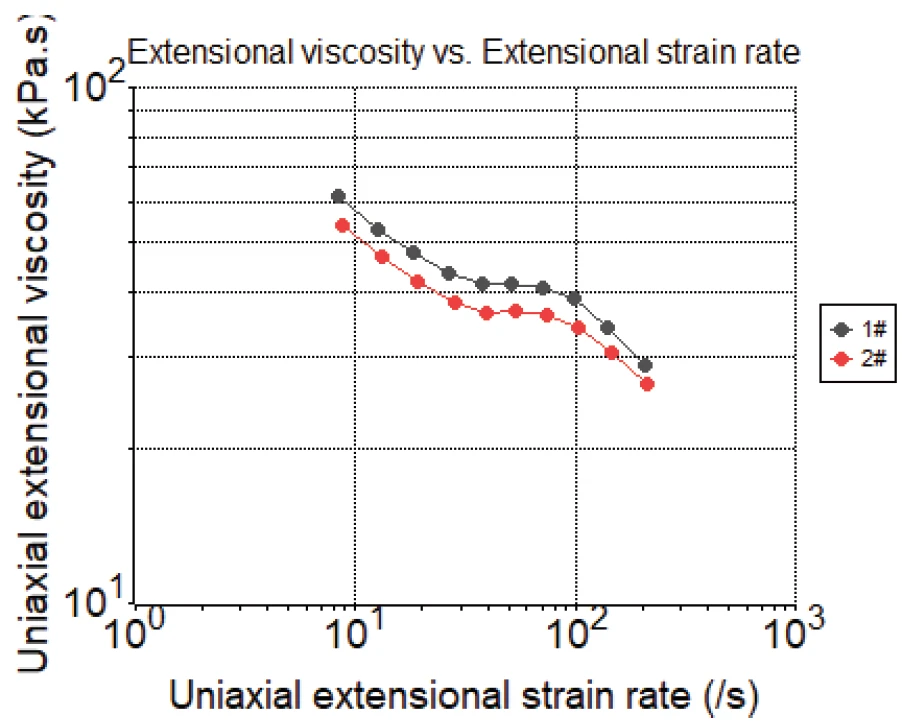
Şekil 5, 210°C'de ABS numunesinin iki partisi için uzama viskozitesi akış eğrisi sonuçlarını göstermektedir. Kesme viskozitesi tamamen aynı olmasına rağmen, uzama viskozitesi büyük bir fark göstermiştir. Numune #1, #2'den daha yüksek bir genel uzama viskozitesi göstermiştir ve bu nedenle #1 şişirme kalıplama sırasında bozulmaya meyillidir. Daha yüksek bir uzama viskozitesi, malzemenin aynı koşullar altında deforme olmasını daha zor hale getirir, bu da malzemenin daha elastik olduğu ve uzama oranının daha kötü olduğu anlamına gelir. Dolayısıyla, şişirme işlemi sırasında, zayıf bir uzama oranı malzemenin parçalanmasını kolaylaştırır. Uzama viskoziteleri arasındaki fark, numunelerin farklı dallanma ve KristalleşmeKristalleşme, kristallerin oluşumu ve büyümesi sırasında sertleşmenin fiziksel sürecidir. Bu işlem sırasında kristalleşme ısısı açığa çıkar.kristalleşme davranışlarından (belirli sıcaklık altında polimerlerin çekirdeklenme oranını etkileyebilecek inorganik dolgu maddelerinin homojenliği, vb.
Sonuç
Kesme viskozitesi akış eğrisi bazen polimer malzemelerin belirli işlemler sırasındaki akış davranışını tam olarak yansıtamaz, eğer söz konusu işlem şişirme, eğirme veya çift eksenli germe film oluşumu kalıplama gibi germe davranışını içeriyorsa. NETZSCH Rosand çift delikli kapiler reometre, tek bir testte aynı anda kesme ve uzama viskozitesi akış eğrileri sağlayabilir ve uzama viskozitesi, bu işlemler sırasında gerilme davranışının değerlendirilmesine yardımcı olabilir, böylece polimer malzeme kalite kontrolü ve işleme ayarlaması için rehberlik sağlar.