Introducción
El índice de fluidez (MFI, también denominado MFR, melt flow rate) es un método popular para medir la fluidez de los polímeros termoplásticos en condiciones específicas. Determina la cantidad de flujo de fusión de un polímero a través de una matriz estándar en 10 minutos bajo una temperatura y carga especificadas. El ensayo de índice de fusión, MI, proporciona información sobre el comportamiento de flujo de los materiales poliméricos para velocidades de cizallamiento que podrían no ser relevantes para el procesado (consulte nuestra Nota de aplicación 329 [1]). Una curva de flujo de amplio rango de velocidad de cizallamiento obtenida con el reómetro capilar Rosand proporciona apoyo teórico para el comportamiento adverso de los materiales poliméricos durante el procesamiento, junto con orientación para el control de calidad del material polimérico y el ajuste del procesamiento.
Imagine el siguiente escenario:
Cliente: Tengo varios lotes de materiales poliméricos, y todos los indicadores del control de calidad de la fábrica son consistentes. La curva de flujo es la misma, por lo que la fluidez debería ser constante. Sin embargo, los comentarios de los clientes posteriores muestran que hay problemas durante el procesamiento. Algunos lotes de polímero pueden soplarse con normalidad, mientras que otros presentan graves roturas por soplado en las mismas condiciones de soplado (temperatura, presión, caudal de aire, etc.), lo que provoca graves ineficiencias y desperdicios.
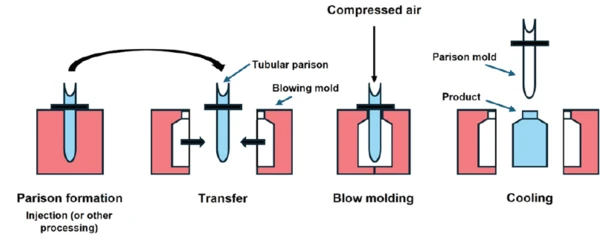
Esto se debe al proceso de moldeo por soplado. El proceso de moldeo por soplado consta de tres pasos básicos, como se muestra en la figura 1:
- Formación del parison: La materia prima se transforma en un parison moldeado (inyección o extrusión) y, a continuación, el parison se coloca en un molde de moldeo por soplado.
- Moldeo por soplado: Se inyecta aire comprimido en el parison para soplarlo firmemente contra la pared del molde.
- Enfriamiento del producto: La presión de inflado se mantiene hasta que el producto se enfría y se endurece.
Durante el segundo paso del moldeo por soplado, el material muestra un comportamiento de flujo de tracción en lugar de flujo de cizallamiento, por lo que la curva de flujo de viscosidad de cizallamiento no podría utilizarse para evaluar completamente el comportamiento del moldeo por soplado. En este caso, se necesita la viscosidad de extensión.
Condiciones de medición - Modelo de Cogswell
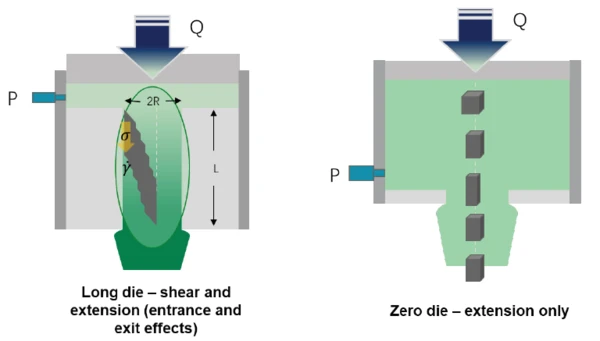
Mediante nuestro reómetro capilar Rosand, podemos obtener simultáneamente la viscosidad de cizallamiento y la viscosidad de tracción. Cuando la masa fundida de polímero entra en la matriz larga, está sometida tanto a fuerzas de cizallamiento como de tracción, pero cuando la masa fundida entra en la matriz cero, sólo está sometida a fuerzas de tracción, como se muestra en la figura 2. En ese caso, podemos calcular la viscosidad de extensión tanto de la matriz larga como de la matriz cero. En ese caso, podemos calcular la viscosidad de extensión tanto de la matriz larga como de la matriz cero de acuerdo con el modelo de flujo convergente de Cogswell, que puede utilizarse para evaluar el comportamiento de estiramiento durante el procesamiento, incluso durante el moldeo por soplado, el hilado y el moldeo por formación de película de estiramiento biaxial.
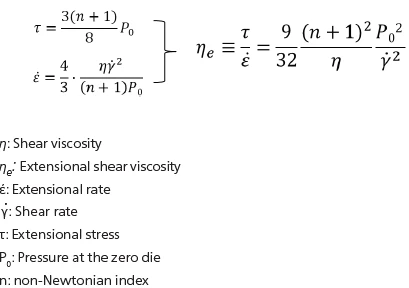
El modelo Cogswell es el siguiente:
Se investigó una muestra de gránulos de ABS (figura 3) en las condiciones de medición detalladas en la tabla 1.

Tabla 1: Condiciones de medición
| Instrumento | Reómetro capilar de doble tubo Rosand |
| Muestra | ABS (componente principal, ocmponentes modificados desconocidos) |
| Temperatura | 210°C |
| Sensor de presión | 1000 psi (izquierda); 5000 psi (derecha) |
| Matriz | 1:16 (izquierda); 1:0,25 (derecha) |
| Modo de prueba | Prueba de velocidad de cizallamiento constante, doble perforación (utilizar matriz cero para obtener la viscosidad de extensión) |
Resultados de las mediciones
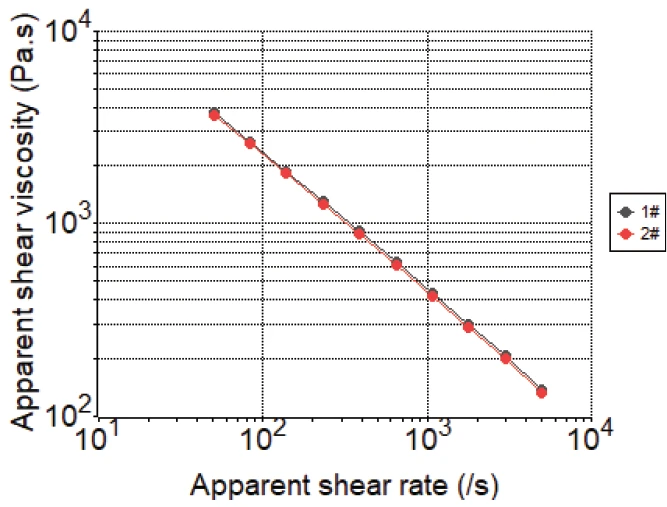
Con el reómetro capilar de doble calibre NETZSCH Rosand pueden obtenerse simultáneamente la viscosidad de cizallamiento y la viscosidad de extensión. La figura 4 muestra los resultados de la curva de flujo de viscosidad de cizallamiento común para dos lotes diferentes de muestra de ABS a 210 °C. Las curvas de viscosidad de cizallamiento son casi idénticas; el valor de viscosidad a una velocidad de cizallamiento específica es coherente, al igual que el grado de Adelgazamiento por cizallamientoEl tipo más común de comportamiento no newtoniano es el adelgazamiento por cizallamiento o flujo pseudoplástico, en el que la viscosidad del fluido disminuye al aumentar el cizallamiento.adelgazamiento por cizallamiento. Sin embargo, los dos lotes mostraron diferentes capacidades de moldeo por soplado. El lote nº 1 era propenso a la rotura por soplado en las mismas condiciones de procesado. En la curva de flujo de viscosidad de cizallamiento, estas dos muestras no mostraron diferencias. Esto se debe a que el moldeo por soplado es una forma de procesamiento que implica un mayor comportamiento de estiramiento. Por lo tanto, la curva común de flujo de viscosidad de cizallamiento no fue suficiente para evaluar plenamente esta tecnología de procesamiento.
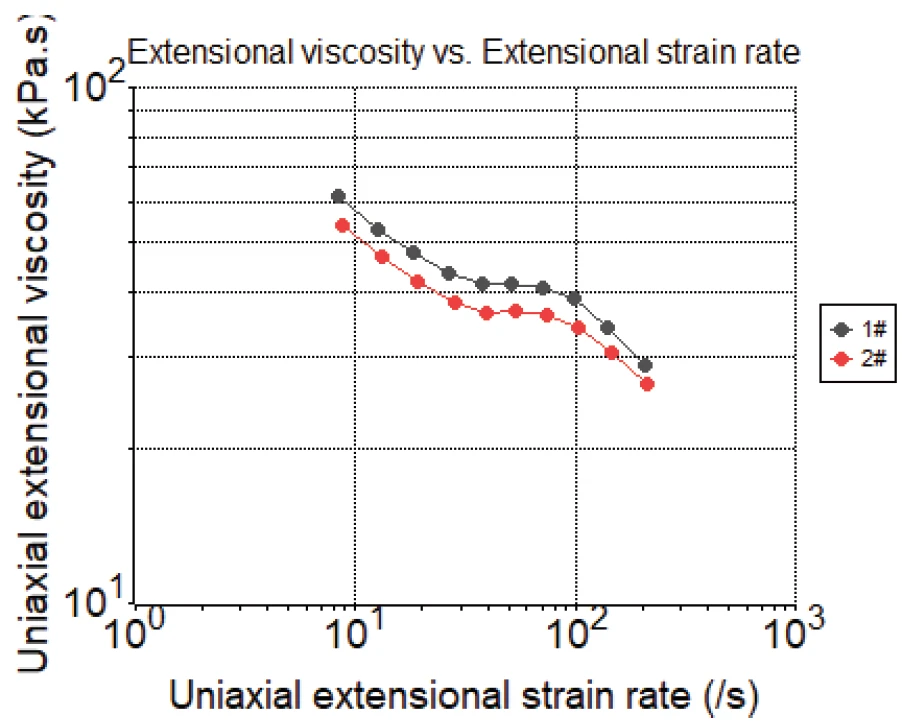
La figura 5 muestra los resultados de la curva de flujo de la viscosidad de extensión para dos lotes de la muestra de ABS a 210°C. Aunque la viscosidad de cizallamiento es totalmente la misma, la viscosidad de extensión mostró una gran diferencia. La muestra nº 1 mostró una viscosidad de extensión general más alta que la nº 2, y por eso la nº 1 era propensa a romperse durante el moldeo por soplado. Una mayor viscosidad de extensión hace que el material sea más difícil de deformar en las mismas condiciones, lo que significa que el material es más elástico, y la tasa de alargamiento es peor. Por tanto, durante el proceso de moldeo por soplado, una tasa de elongación pobre hace que el material se rompa fácilmente. La diferencia entre las viscosidades de extensión podría verse afectada por los diferentes comportamientos de ramificación y CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización (uniformidad de los rellenos inorgánicos, que puede afectar a la tasa de nucleación de los polímeros bajo la temperatura específica, etc.) de las muestras.
Conclusión
En ocasiones, la curva de flujo de viscosidad de cizallamiento no puede reflejar plenamente el comportamiento de flujo de los materiales poliméricos durante determinados procesamientos, si dichos procesamientos incluyen un comportamiento de estiramiento, como el moldeo por soplado, el hilado o el moldeo por formación de película de estiramiento biaxial. El reómetro capilar de doble calibre NETZSCH Rosand puede proporcionar curvas de flujo de viscosidad de cizallamiento y extensión simultáneamente en una prueba, y la viscosidad de extensión puede ayudar a evaluar el comportamiento de estiramiento durante estos procesos, proporcionando así orientación para el control de calidad del material polimérico y el ajuste del procesamiento.