はじめに
メルトフローインデックス(MFI、別名MFR、メルトフローレート)は、特定の条件下で熱可塑性ポリマーの流動性を測定する一般的な方法です。MFIは、特定の温度と荷重の下で、10分間に標準ダイを通過するポリマーメルトフローの量を測定します。メルトインデッ クス試験(MI)は、加工には関係ないかもしれないせん断速度に対 するポリマー材料の流動挙動に関する情報を提供します(当社 のアプリケーションノート329 [1]を参照)。ロザンドキャピラリレオメータで得られる広いせん断速度範囲の流動曲線は、ポリマー材料の品質管理および加工調整の指針とともに、加工中のポリマー材料の不利な挙動を理論的に裏付けるものです。
次のようなシナリオを想像してみてください:
顧客:ポリマー材料のバッチがいくつかありますが、工場の品質管理における指標はすべて一貫しています。フローカーブも同じなので、流動性も一定しているはずです。しかし、下流の顧客からのフィードバックによると、加工中に問題があるようです。あるロットのポリマーは正常にブロー成形できるが、他のロットは同じブロー成形条件(温度、圧力、空気流量など)で深刻なブロー破損を示し、深刻な非効率と無駄を引き起こしている。
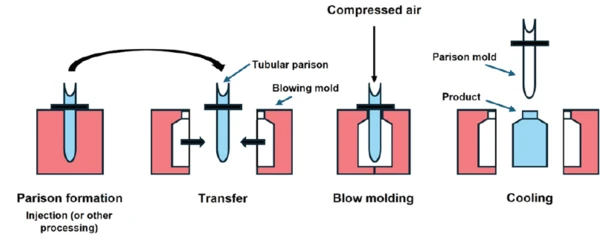
これはブロー成形工程に原因がある。ブロー成形工程は、図1に示すように基本的に3つのステップからなる:
- パリソンの形成:パリソン形成:原料を成形されたパリソンに加工し(射出または押出)、そのパリソンをブロー成形用金型に入れる。
- ブロー成形:パリソンに圧縮空気を注入し、金型壁面に密着させる。
- 製品の冷却:製品が冷えて固まるまで、膨張圧力は維持される。
第二のブロー成形工程では、材料はせん断流動ではなく引張流動挙動を示すため、せん断粘度流動曲線ではブロー成形挙動を十分に評価することができない。ここでは、伸長粘度が必要である。
測定条件 - コグスウェル・モデル
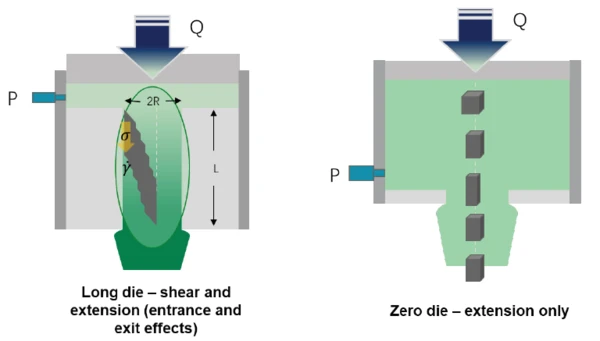
当社のロザンドキャピラリーレオメーターを使用すれば、せん断粘度と引張粘度を同時に測定することができます。ポリマーメルトがロングダイに入るときには、せん断力と引張力の両方がかかりますが、メルトがゼロダイに入るときには、図2に示すように引張力のみがかかります。この場合、Cogswell収束流モデルに従って、ロングダイとゼロダイの両方から伸長粘度を計算することができます。このモデルは、ブロー成形、紡糸、二軸延伸フィルム形成成形など、加工中の延伸挙動を評価するために使用できます。
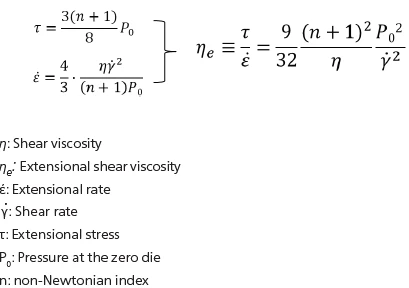
コグスウェルのモデルは以下の通り:
ABS顆粒試料(図3)を表1に示す測定条件で試験した。

表1:測定条件
| 装置 | ロザンドツインボアキャピラリレオメータ |
| 試料 | ABS(主成分、変性成分不明) |
| 測定温度 | 210°C |
| 圧力センサー | 1000psi(左)、5000psi(右) |
| ダイ | 1:16(左); 1:0.25(右) |
| 試験モード | 一定せん断速度試験、ツインボア(伸び粘度を得るにはゼロダイを使用) |
測定結果
NETZSCH ロザンドツインボアキャピラリレオメーターを使用すると、せん断粘度と伸長粘度を同時に求めることができます。図4は、2つの異なるバッチのABS試料の210℃における共通のせん断粘度フロー曲線の結果を示しています。せん断粘度曲線はほぼ同じであり、特定のせん断速度における粘度値とせん断減粘度は一致しています。しかし、2つのバッチは異なるブロー成形能力を示した。バッチ#1は、同じ加工条件下でブロー破損を起こしやすかった。せん断粘度フローカーブでは、この2つの試料に違いは見られなかった。これは、ブロー成形がより延伸挙動を伴う加工形態であるためである。そのため、一般的なせん断粘度フロー曲線では、この加工技術を十分に評価するには不十分であった。
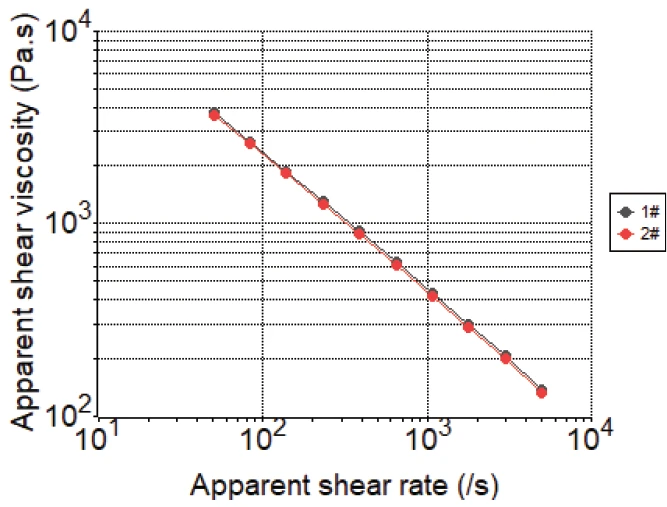
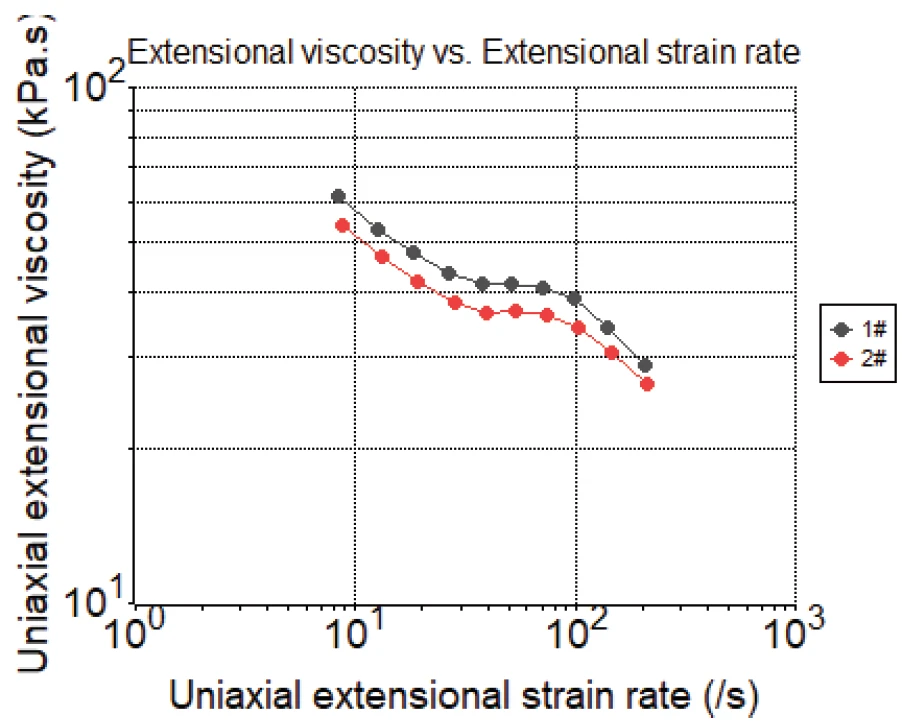
図5は、2つのバッチのABS試料の210℃における伸長粘度フローカーブの結果である。せん断粘度は全く同じであるが、伸長粘度は大きな差が見られた。試料#1は#2よりも全体的に高い伸長粘度を示し、これが#1がブロー成形中に破壊しやすい理由である。伸長粘度が高いと、同じ条件下でも変形しにくくなるため、弾性率が高くなり、伸び率が悪くなる。そのため、ブロー成形の際、伸び率が悪いと材料が破壊しやすくなる。伸長粘度の差は、試料の枝分かれや結晶化挙動(無機フィラーの均一性、特定の温度下でのポリマーの核生成速度に影響する可能性がある等)の違いに影響されている可能性がある。
結論
せん断粘度フローカーブは、ブロー成形、紡糸、二軸延伸フィルム形成成形のような延伸挙動を含む加工では、特定の加工におけるポリマー材料の流動挙動を十分に反映できないことがあります。NETZSCH ロザンド ツインボア キャピラリレオメータは、1回の試験でせん断粘度フローカーブと伸長粘度フローカーブを同時に得ることができ、伸長粘度によってこれらの加工中の延伸挙動を評価することができるため、ポリマー材料の品質管理や加工調整の指針を得ることができます。