Johdanto
Sulavirtausindeksi (MFI, myös MFR, melt flow rate) on suosittu menetelmä, jolla mitataan kestomuovipolymeerien juoksevuutta tietyissä olosuhteissa. Se määrittää polymeerisulan virtauksen määrän vakiomuotin läpi 10 minuutissa tietyssä lämpötilassa ja kuormituksessa. Sulaindeksitesti, MI, antaa tietoa polymeerimateriaalien virtauskäyttäytymisestä leikkausnopeuksilla, jotka eivät välttämättä ole merkityksellisiä jalostuksen kannalta (ks. sovellusohjeemme 329 [1]). Rosandin kapillaarireometrillä saatu laajan leikkausnopeusalueen virtauskäyrä antaa teoreettista tukea polymeerimateriaalien epäsuotuisalle käyttäytymiselle prosessoinnin aikana sekä ohjeita polymeerimateriaalien laadunvalvontaan ja prosessoinnin säätämiseen.
Kuvittele seuraava skenaario:
Asiakas: Minulla on useita eriä polymeerimateriaaleja, ja kaikki tehtaan laadunvalvonnan indikaattorit ovat yhdenmukaisia. Virtauskäyrä on sama, joten juoksevuuden pitäisi olla yhdenmukainen. Asiakkaiden palaute tuotantoketjun loppupäässä osoittaa kuitenkin, että prosessoinnissa on ongelmia. Jotkin polymeerierät voidaan normaalisti puhallusvalaa, kun taas toiset erät osoittivat vakavia puhallusmurtumia samoissa puhallusvaluolosuhteissa (lämpötila, paine, ilmavirtaus jne.), mikä aiheuttaa vakavaa tehottomuutta ja jätettä.
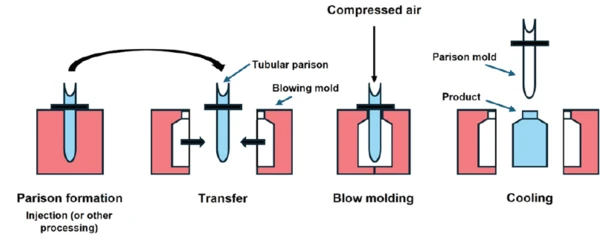
Tämä johtuu puhallusmuovausprosessista. Puhallusmuovausprosessi koostuu kolmesta perusvaiheesta, jotka on esitetty kuvassa 1:
- Parisonin muodostaminen: Raaka-aine jalostetaan muotoon puristettavaksi kappaleeksi (ruiskupuristus tai ekstruusio), minkä jälkeen kappale asetetaan puhallusmuottiin.
- Puhallusmuovaus: Esimuottiin ruiskutetaan paineilmaa, joka puhaltaa sen tiiviisti muotin seinämää vasten.
- Tuotteen jäähdytys: Puhalluspaine säilytetään, kunnes tuote jäähtyy ja kovettuu.
Toisen puhallusvaiheen aikana materiaali käyttäytyy pikemminkin vetovirtauksen kuin leikkausvirtauksen tavoin, joten leikkausviskositeettivirtauskäyrää ei voitu käyttää puhallusvirtauskäyttäytymisen täydelliseen arviointiin. Tällöin tarvitaan venymisviskositeettia.
Mittausolosuhteet - Cogswell-malli
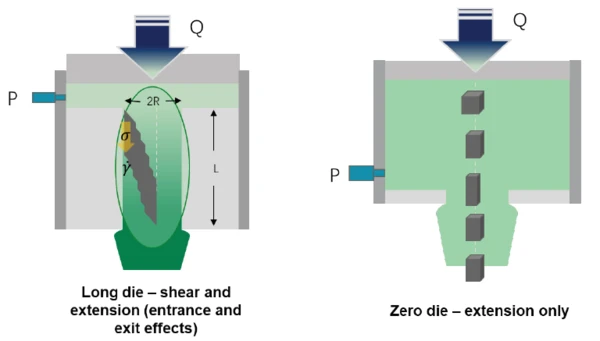
Rosand-kapillaarireometrin avulla voimme määrittää samanaikaisesti leikkaus- ja vetoviskositeetin. Kun polymeerisula tulee pitkään muottiin, siihen kohdistuu sekä leikkaus- että vetovoima, mutta kun sula tulee nollamuottiin, siihen kohdistuu vain vetovoima, kuten kuvassa 2 on esitetty. Tällöin voimme laskea venytysviskositeetin sekä pitkästä muotista että nollamuotista Cogswellin konvergentin virtausmallin mukaisesti, jota voidaan käyttää venytyskäyttäytymisen arviointiin käsittelyn aikana - mukaan lukien puhallusmuovaus, kehruu ja kaksiakselinen venytyskalvomuovaus.
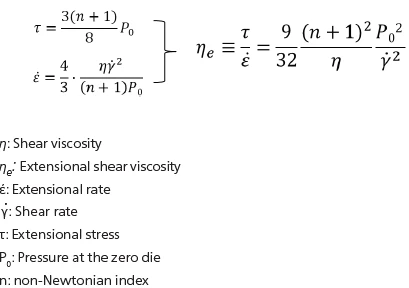
Cogswellin malli on seuraava:
ABS-rakeinen näyte (kuva 3) tutkittiin taulukossa 1 esitetyissä mittausolosuhteissa.

Taulukko 1: Mittausolosuhteet
| Laite | Rosandin kaksoiskapillaarireometri |
| Näyte | ABS (pääkomponentti, muunnetut komponentit tuntemattomia) |
| Lämpötila | 210°C |
| Paineanturi | 1000 psi (vasen); 5000 psi (oikea) |
| Muotti | 1:16 (vasen); 1:0,25 (oikea) |
| Testitila | Vakioleikkausnopeustesti, kaksoiskappale (käytetään nollamuottipistoketta pidennysviskositeetin saamiseksi) |
Mittaustulokset
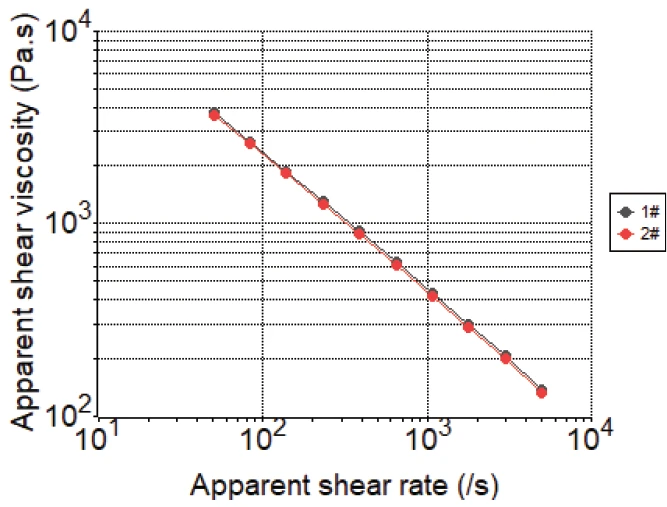
NETZSCH Rosandin kaksireikäisellä kapillaarireometrillä voidaan määrittää samanaikaisesti leikkaus- ja venymisviskositeetti. Kuvassa 4 esitetään kahden eri ABS-näyte-erän yhteiset leikkausviskositeettivirtauskäyrän tulokset 210 °C:n lämpötilassa. Leikkausviskositeettikäyrät ovat lähes identtiset; viskositeettiarvo tietyllä leikkausnopeudella on yhdenmukainen, samoin kuin leikkausohennusaste. Näiden kahden erän puhallusmuovausominaisuudet olivat kuitenkin erilaiset. Erä nro 1 oli altis puhallusmurtumille samoissa käsittelyolosuhteissa. Leikkausviskositeetin virtauskäyrässä näillä kahdella näytteellä ei ollut eroa. Tämä johtuu siitä, että puhallusmuovaus on käsittelymuoto, johon liittyy enemmän venytyskäyttäytymistä. Niinpä yleinen leikkausviskositeettivirtauskäyrä ei ollut riittävä tämän käsittelytekniikan täydelliseen arviointiin.
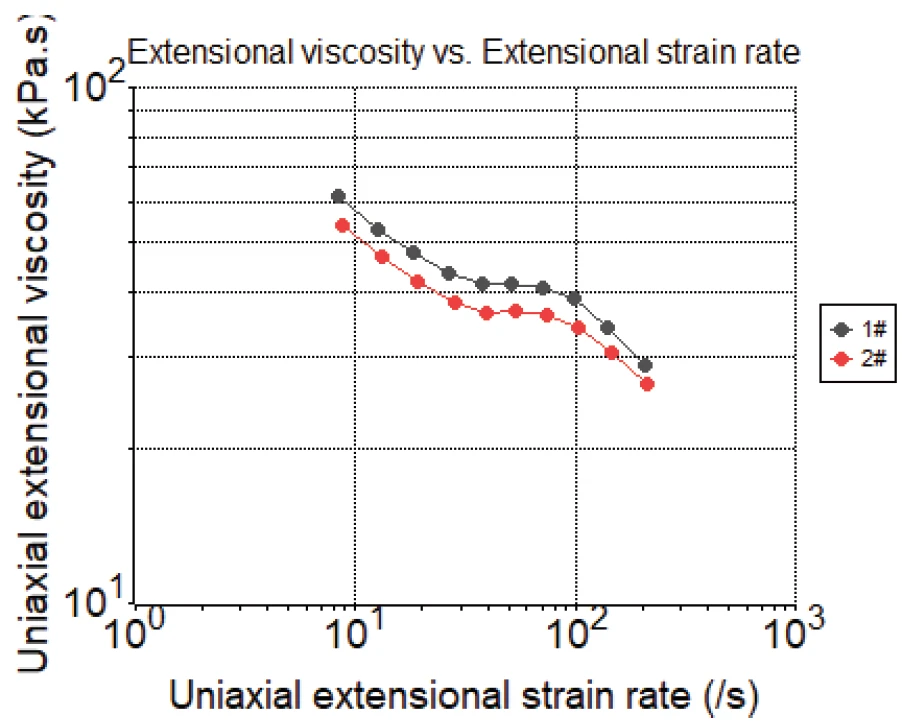
Kuvassa 5 esitetään pidennysviskositeettivirtauskäyrän tulokset kahdelle ABS-näytteen erälle 210 °C:n lämpötilassa. Vaikka leikkausviskositeetti on täysin sama, pidennysviskositeetissa on suuri ero. Näytteen #1 kokonaisvenymisviskositeetti oli korkeampi kuin näytteen #2, minkä vuoksi näyte #1 oli altis hajoamiselle puhallusmuovauksen aikana. Korkeampi venymisviskositeetti vaikeuttaa materiaalin muodonmuutosta samoissa olosuhteissa, mikä tarkoittaa, että materiaali on elastisempi ja venymisnopeus on huonompi. Näin ollen puhallusmuovausprosessin aikana huono venymisnopeus tekee materiaalista helposti hajoavan. Pidennysviskositeettien väliseen eroon voivat vaikuttaa näytteiden erilaiset haarautumis- ja kiteytymiskäyttäytymiset (epäorgaanisten täyteaineiden tasaisuus, joka voi vaikuttaa polymeerien ydintymisnopeuteen tietyssä lämpötilassa jne.).
Päätelmä
Joskus leikkausviskositeettivirtauskäyrä ei täysin kuvasta polymeerimateriaalien virtauskäyttäytymistä tietyn käsittelyn aikana, jos käsittelyyn sisältyy venytyskäyttäytymistä, kuten puhallusmuovaus, kehruu tai kaksiakselinen venytyskalvonmuodostuksen muovaus. NETZSCH Rosandin kaksireikäisellä kapillaarireometrillä voidaan tuottaa leikkaus- ja venytysviskositeettivirtauskäyrät samanaikaisesti yhdessä testissä, ja venytysviskositeetti voi auttaa arvioimaan venytyskäyttäytymistä näiden prosessien aikana, mikä antaa ohjeita polymeerimateriaalin laadunvalvontaan ja prosessoinnin säätämiseen.