Введение
Индекс текучести расплава (MFI, также обозначается MFR, melt flow rate) - это популярный метод измерения текучести термопластичных полимеров в определенных условиях. Он определяет количество расплава полимера, проходящего через стандартную фильеру за 10 минут при заданной температуре и нагрузке. Испытание на индекс расплава, MI, позволяет получить информацию о текучести полимерных материалов при скоростях сдвига, которые могут быть не важны для переработки (см. нашу инструкцию по применению 329 [1]). Кривая течения в широком диапазоне скоростей сдвига, полученная с помощью капиллярного реометра Rosand, дает теоретическое обоснование неблагоприятного поведения полимерных материалов в процессе переработки, а также рекомендации по контролю качества полимерных материалов и регулировке процесса переработки.
Представьте себе следующий сценарий:
Заказчик: У меня есть несколько партий полимерных материалов, и все показатели при заводском контроле качества совпадают. Кривая текучести одинакова, поэтому текучесть должна быть одинаковой. Однако отзывы покупателей показывают, что в процессе переработки возникают проблемы. Некоторые партии полимера можно нормально формовать выдувом, в то время как другие демонстрируют серьезные поломки при тех же условиях выдува (температура, давление, расход воздуха и т. д.), что приводит к серьезной неэффективности и потерям.
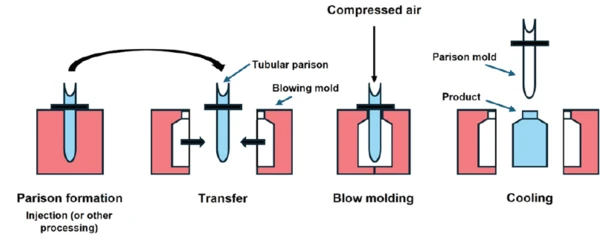
Это связано с процессом выдувного формования. Процесс выдувного формования состоит из трех основных этапов, как показано на рисунке 1:
- Формирование гарнитуры: Сырье перерабатывается в формованный материал (инжекция или экструзия), а затем этот материал помещается в выдувную форму.
- Выдувное формование: Сжатый воздух нагнетается в формовочный материал, чтобы он плотно прилегал к стенкам формы.
- Охлаждение изделия: Давление раздува поддерживается до тех пор, пока изделие не остынет и не затвердеет.
На втором этапе выдувного формования материал демонстрирует поведение при растяжении, а не при сдвиге, поэтому кривая вязкости при сдвиге не может быть использована для полной оценки поведения при выдувном формовании. Здесь необходима вязкость при растяжении.
Условия измерения - модель Когсвелла
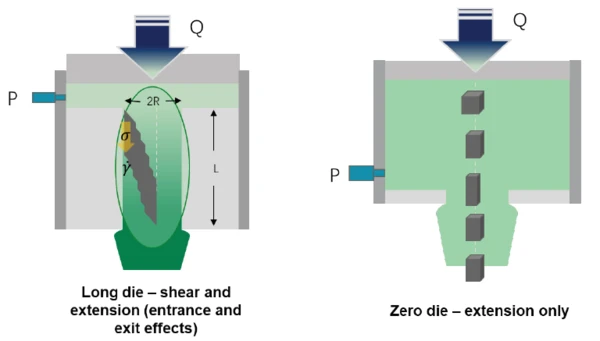
С помощью нашего капиллярного реометра Rosand мы можем одновременно получить вязкость при сдвиге и вязкость при растяжении. Когда расплав полимера попадает в длинную фильеру, на него действуют как сдвиговые, так и растягивающие усилия, но когда расплав попадает в нулевую фильеру, на него действуют только растягивающие усилия, как показано на рисунке 2. В этом случае мы можем рассчитать вязкость при растяжении как в длинном, так и в нулевом фильере в соответствии с моделью сходящегося потока Когсвелла, которая может быть использована для оценки поведения при растяжении в процессе переработки, в том числе при выдувном формовании, прядении и формовании пленки с двухосным растяжением.
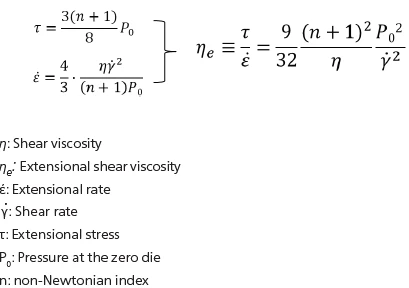
Модель Когсвелла выглядит следующим образом:
Образец гранул АБС (рис. 3) исследовался при условиях измерения, указанных в таблице 1.

Таблица 1: Условия измерений
| Прибор | Двухствольный капиллярный реометр Росанд |
| Образец | АБС (основной компонент, модифицированные компоненты неизвестны) |
| Температура | 210°C |
| Датчик давления | 1000 фунтов на квадратный дюйм (слева); 5000 фунтов на квадратный дюйм (справа) |
| Штамп | 1:16 (слева); 1:0,25 (справа) |
| Режим испытания | Испытание с постоянной скоростью сдвига, двойное отверстие (для получения удлиняющей вязкости используйте нулевую фильеру) |
Результаты измерений
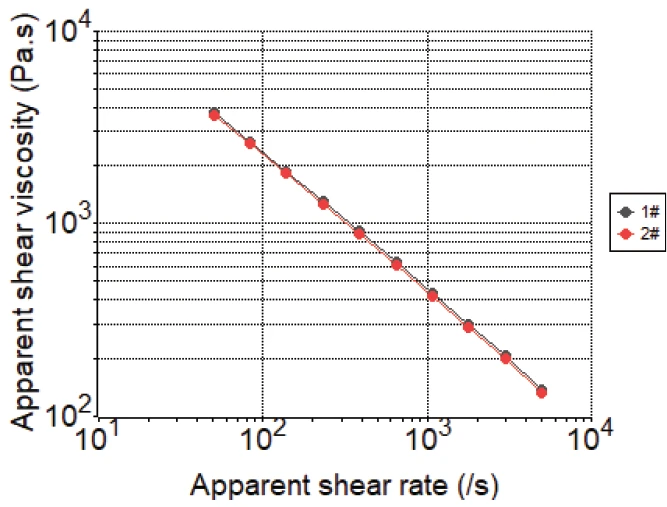
С помощью двухствольного капиллярного реометра NETZSCH Rosand можно одновременно получить данные о вязкости сдвига и вязкости растяжения. На рисунке 4 показаны результаты общей кривой сдвиговой вязкости для двух различных партий образцов ABS при 210°C. Кривые сдвиговой вязкости практически идентичны; значение вязкости при определенной скорости сдвига совпадает, как и степень утончения при сдвиге. Однако две партии показали разные способности к выдувному формованию. Партия № 1 была склонна к разрыву при тех же условиях обработки. На кривой течения вязкости при сдвиге эти два образца не имели различий. Это объясняется тем, что выдувное формование - это вид обработки, при котором происходит большее растяжение. Поэтому обычной кривой течения вязкости при сдвиге было недостаточно для полной оценки этой технологии обработки.
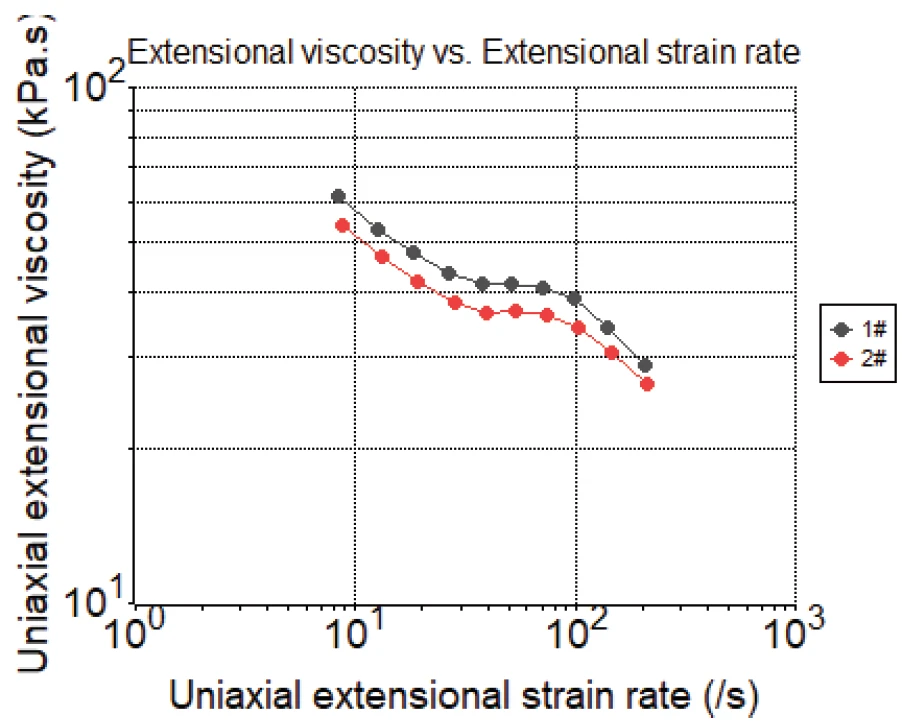
На рисунке 5 показаны результаты кривой течения вязкости при растяжении для двух партий образцов ABS при 210°C. Хотя вязкость при сдвиге абсолютно одинакова, вязкость при растяжении показала большую разницу. Образец №1 показал более высокую общую вязкость при растяжении, чем №2, и именно поэтому №1 был склонен к разрушению во время выдувного формования. Более высокая вязкость при растяжении затрудняет деформацию материала при тех же условиях, что означает, что материал более эластичен, а скорость удлинения хуже. Таким образом, в процессе выдувного формования плохая скорость удлинения делает материал легко разрушаемым. Разница между вязкостями при растяжении может быть обусловлена различиями в разветвлении и кристаллизации (однородность неорганических наполнителей, которая может влиять на скорость зарождения полимеров при определенной температуре, и т.д.) образцов.
Заключение
Кривая течения сдвиговой вязкости иногда не может полностью отразить поведение полимерных материалов при определенной обработке, если эта обработка включает в себя растяжение, например, выдувное формование, прядение или формование пленки с двухосным растяжением. Двухствольный капиллярный реометр Росанд NETZSCH может одновременно получать кривые течения вязкости сдвига и растяжения в одном испытании, а вязкость растяжения может помочь оценить поведение растяжения во время этих процессов, тем самым обеспечивая руководство для контроля качества полимерных материалов и корректировки обработки.