Introduktion
Melt Flow Index (MFI, også kaldet MFR, melt flow rate) er en populær metode til måling af termoplastiske polymerers flydeevne under specifikke forhold. Den bestemmer mængden af en polymersmeltning, der flyder gennem en standardform på 10 minutter under en bestemt temperatur og StammeForvrængning beskriver en deformation af et materiale, som belastes mekanisk af en ydre kraft eller spænding. Gummiblandinger har krybeegenskaber, hvis de udsættes for en statisk belastning.belastning. Smelteindekstesten, MI, giver oplysninger om polymermaterialers flowadfærd ved forskydningshastigheder, der måske ikke er relevante for forarbejdning (se vores Application Note 329 [1]). En flowkurve for et bredt forskydningshastighedsområde opnået med Rosand-kapillarreometeret giver teoretisk støtte til polymermaterialers ugunstige opførsel under forarbejdning sammen med vejledning til kvalitetskontrol af polymermaterialer og justering af forarbejdning.
Forestil dig følgende scenarie:
Kunde: Jeg har flere batcher af polymermaterialer, og alle indikatorerne i fabrikkens kvalitetskontrol er ensartede. Flowkurven er den samme, så flydeevnen burde være ensartet. Kundefeedback viser dog, at der er problemer under forarbejdningen. Nogle partier af polymer kan normalt blæsestøbes, mens andre viste alvorlige blæsebrud under de samme blæsestøbningsbetingelser (temperatur, tryk, luftstrømningshastighed osv.), hvilket forårsager alvorlig ineffektivitet og spild.
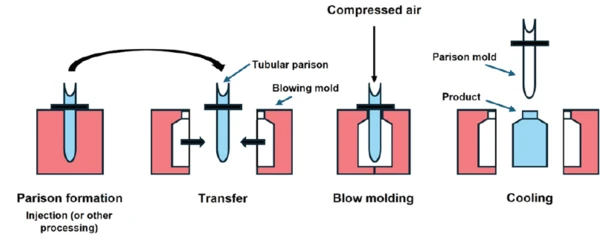
Dette skyldes blæsestøbningsprocessen. Blæsestøbningsprocessen består af tre grundlæggende trin som vist i figur 1:
- Dannelse af parisonen: Råmaterialet forarbejdes til en formstøbt parison (indsprøjtning eller ekstrudering), og derefter placeres parisen i en blæsestøbeform.
- Blæsestøbning: Trykluft indsprøjtes i forlægget for at blæse det tæt mod formvæggen.
- Afkøling af produktet: Blæsetrykket opretholdes, indtil produktet afkøles og stivner.
Under det andet blæsestøbningstrin udviser materialet trækstrømningsadfærd snarere end forskydningsstrømning, så forskydningsviskositetsstrømningskurven kunne ikke bruges til fuldt ud at evaluere blæsestøbningsadfærden. Her er der brug for forlængelsesviskositet.
Målebetingelser - Cogswell-model
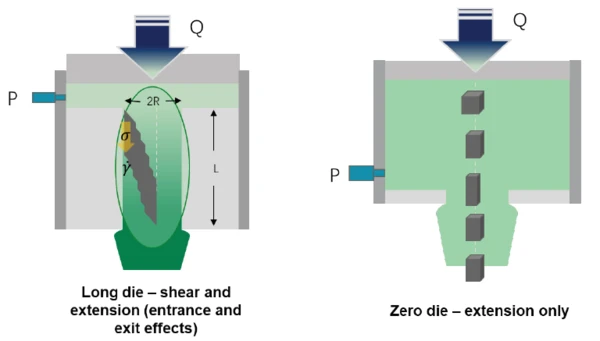
Ved hjælp af vores Rosand-kapillarreometer kan vi samtidig opnå forskydningsviskositet og trækviskositet. Når polymersmelten kommer ind i den lange dyse, udsættes den for både forskydnings- og trækkræfter, men når smelten kommer ind i nul-dysen, udsættes den kun for trækkraft som vist i figur 2. I så fald kan vi beregne strækviskositeten fra både den lange form og nulformen i henhold til Cogswells konvergerende flowmodel, som kan bruges til at evaluere strækopførslen under behandlingen - herunder under blæsestøbning, spinding og biaxial strækfilmdannelse.
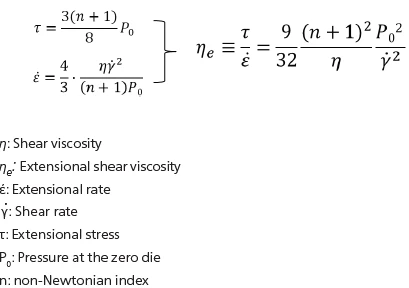
Cogswell-modellen er som følger:
En prøve af ABS-granulat (figur 3) blev undersøgt under de målebetingelser, der er beskrevet i tabel 1.

Tabel 1: Målebetingelser
| Instrument | Rosand kapillarreometer med to boringer |
| Prøve | ABS (hovedkomponent, modificerede komponenter ukendt) |
| Temperatur | 210°C |
| Tryksensor | 1000 psi (venstre); 5000 psi (højre) |
| Form | 1:16 (venstre); 1:0,25 (højre) |
| Testtilstand | Test med konstant forskydningshastighed, dobbeltboring (brug nul-dyse for at opnå forlængelsesviskositet) |
Resultater af målinger
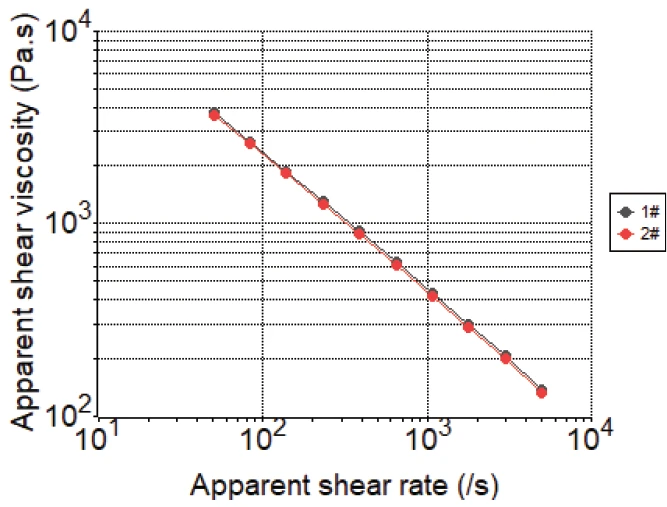
Med NETZSCH Rosand twin-bore capillary rheometer kan forskydningsviskositet og forlængelsesviskositet opnås samtidigt. Figur 4 viser de fælles flowkurver for forskydningsviskositet for to forskellige partier af ABS-prøver ved 210 °C. Forskydningsviskositetskurverne er næsten identiske; viskositetsværdien ved en bestemt forskydningshastighed er konsistent, og det samme er forskydningsfortyndingsgraden. De to batcher viste dog forskellige blæsestøbningsevner. Batch #1 var tilbøjelig til at gå i stykker ved blæsning under de samme procesbetingelser. I flowkurven for forskydningsviskositet viste disse to prøver ingen forskel. Det skyldes, at blæsestøbning er en form for forarbejdning, der involverer mere strækadfærd. Så den almindelige flowkurve for forskydningsviskositet var ikke tilstrækkelig til at evaluere denne forarbejdningsteknologi fuldt ud.
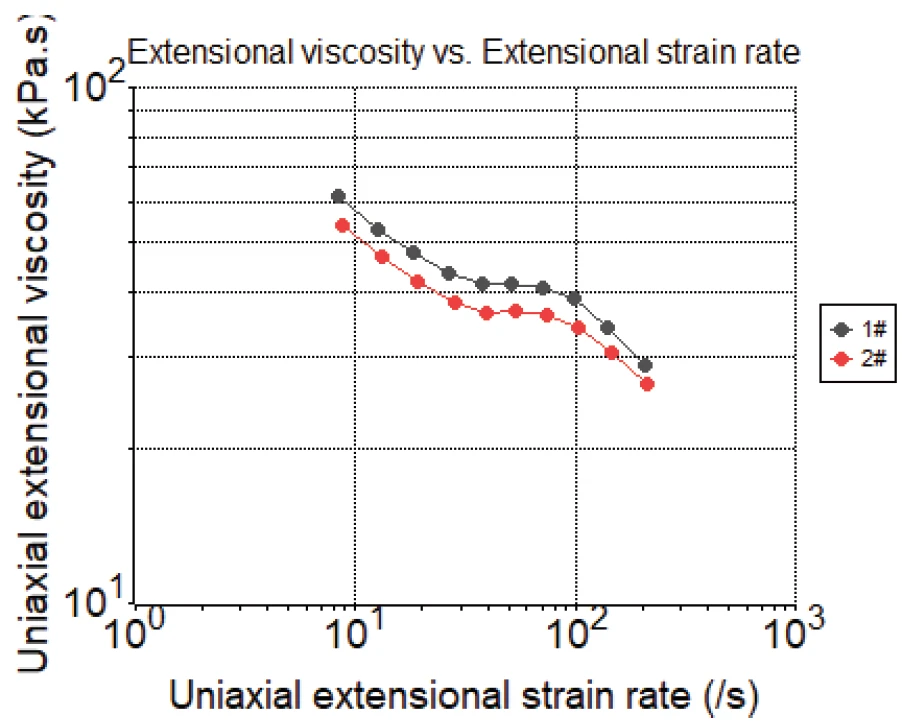
Figur 5 viser flowkurven for forlængelsesviskositet for to partier af ABS-prøven ved 210 °C. Selv om forskydningsviskositeten er helt den samme, viste forlængelsesviskositeten en stor forskel. Prøve nr. 1 havde en højere samlet forlængelsesviskositet end nr. 2, og det er grunden til, at nr. 1 var tilbøjelig til at bryde sammen under blæsestøbningen. En højere forlængelsesviskositet gør materialet sværere at deformere under de samme forhold, hvilket betyder, at materialet er mere elastisk, og at forlængelseshastigheden er dårligere. Så under blæsestøbningsprocessen gør en dårlig forlængelseshastighed materialet let at nedbryde. Forskellen mellem forlængelsesviskositeterne kan være påvirket af prøvernes forskellige forgrenings- og krystalliseringsadfærd (ensartethed af uorganiske fyldstoffer, som kan påvirke polymerernes nukleationshastighed under den specifikke temperatur osv.
Konklusion
Flowkurven for forskydningsviskositet kan undertiden ikke fuldt ud afspejle polymermaterialers flowadfærd under en bestemt behandling, hvis behandlingen omfatter strækadfærd som f.eks. blæsestøbning, spinding eller biaxial strækfilmdannelse. NETZSCH Rosand twin-bore capillary rheometer kan levere flowkurver for forskydnings- og strækviskositet samtidig i én test, og strækviskositeten kan hjælpe med at evaluere strækadfærden under disse processer og dermed give vejledning til kvalitetskontrol af polymermaterialer og justering af forarbejdningen.