Úvod
Index toku taveniny (MFI, označovaný také MFR, melt flow rate) je oblíbená metoda měření tekutosti termoplastických polymerů za specifických podmínek. Určuje množství taveniny polymeru protékající standardní matricí za 10 minut při stanovené teplotě a zatížení. Zkouška indexu tání, MI, poskytuje informace o tokovém chování polymerních materiálů pro smykové rychlosti, které nemusí být relevantní pro zpracování (viz naše aplikační poznámka 329 [1]). Průtoková křivka v širokém rozsahu smykových rychlostí získaná pomocí kapilárního reometru Rosand poskytuje teoretickou oporu pro nepříznivé chování polymerních materiálů během zpracování spolu s návodem pro kontrolu kvality polymerních materiálů a úpravu zpracování.
Představte si následující scénář:
Zákazník: Mám několik šarží polymerních materiálů a všechny ukazatele při kontrole kvality ve výrobním závodě se shodují. Průtoková křivka je stejná, takže tekutost by měla být konzistentní. Zpětná vazba od následných zákazníků však ukazuje, že při zpracování dochází k problémům. Některé šarže polymeru lze normálně vyfouknout, zatímco jiné vykazovaly vážné porušení při stejných podmínkách vyfukování (teplota, tlak, průtok vzduchu atd.), což způsobuje vážnou neefektivitu a plýtvání.
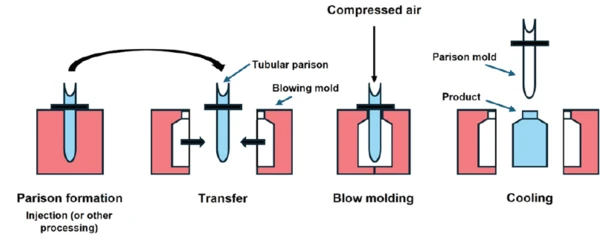
To je způsobeno procesem vyfukování. Proces vyfukování se skládá ze tří základních kroků, jak je znázorněno na obrázku 1:
- Tvorba parizontu: Zpracování suroviny do podoby parisonu (vstřikováním nebo vytlačováním) a následné vložení parisonu do vyfukovací formy.
- Vyfukování: Vstřikováním stlačeného vzduchu se parison těsně přitiskne ke stěně formy.
- Chlazení výrobku: Tlak nafouknutí se udržuje, dokud výrobek nevychladne a neztuhne.
Během druhého kroku vyfukování vykazuje materiál spíše tahové než smykové tokové chování, takže křivku tokové viskozity ve smyku nebylo možné použít k úplnému vyhodnocení chování při vyfukování. Zde je zapotřebí použít roztažnostní viskozitu.
Podmínky měření - Cogswellův model
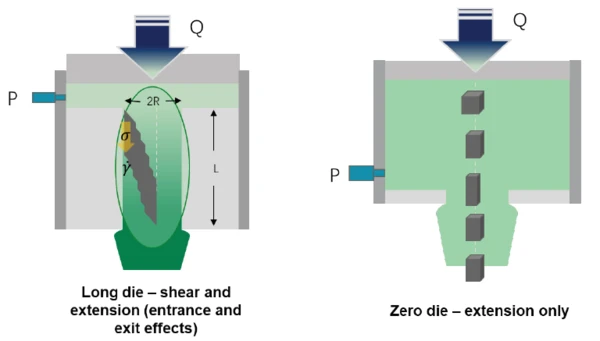
Pomocí našeho kapilárního reometru Rosand můžeme současně získat smykovou viskozitu a viskozitu v tahu. Když polymerní tavenina vstupuje do dlouhé matrice, působí na ni jak smyková, tak tahová síla, ale když tavenina vstupuje do nulové matrice, působí na ni pouze tahová síla, jak ukazuje obrázek 2. V takovém případě můžeme vypočítat roztažnostní viskozitu z dlouhé i nulové matrice podle Cogswellova konvergentního modelu toku, který lze použít k vyhodnocení chování při roztahování během zpracování - včetně vyfukování, odstřeďování a dvouosého roztahování při formování filmu.
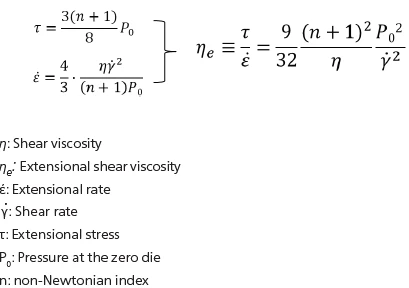
Cogswellův model je následující:
Vzorek granulí ABS (obrázek 3) byl zkoumán za podmínek měření uvedených v tabulce 1.

Tabulka 1: Podmínky měření
| Přístroj | Dvouvrtulový kapilární reometr Rosand |
| Vzorek | ABS (hlavní složka, modifikované složky neznámé) |
| Teplota | 210°C |
| Tlakový senzor | 1000 psi (vlevo); 5000 psi (vpravo) |
| Zápustka | 1:16 (vlevo); 1:0,25 (vpravo) |
| Zkušební režim | Zkouška konstantní smykovou rychlostí, dvojitý otvor (pro získání viskozity prodloužení použijte nulovou matrici) |
Výsledky měření
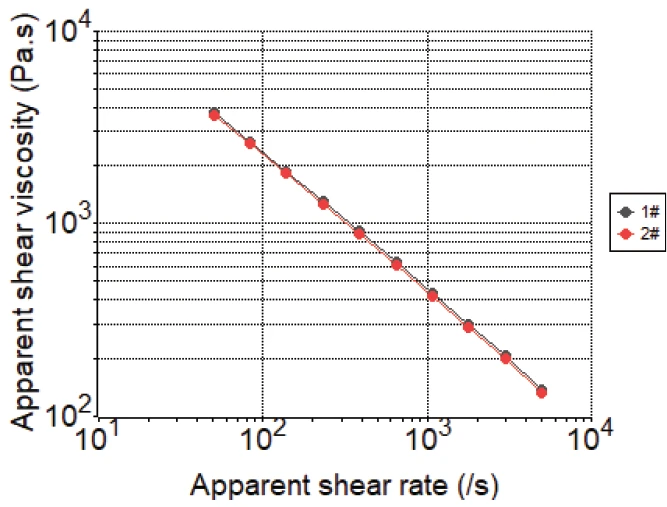
Pomocí dvouvrtulového kapilárního reometru NETZSCH Rosand lze současně získat smykovou viskozitu a roztažnostní viskozitu. Obrázek 4 ukazuje výsledky společné křivky toku smykové viskozity pro dvě různé šarže vzorku ABS při teplotě 210 °C. Křivky smykové viskozity jsou téměř identické; hodnota viskozity při určité smykové rychlosti je shodná, stejně jako stupeň smykového ztenčení. Obě šarže však vykazovaly rozdílné vyfukovací schopnosti. Šarže č. 1 byla za stejných podmínek zpracování náchylná k vyfukování. Na křivce toku viskozity ve smyku tyto dva vzorky nevykazovaly žádný rozdíl. Je to proto, že vyfukování je forma zpracování, která zahrnuje více roztahovací chování. Běžná křivka toku smykové viskozity tedy nebyla dostatečná pro úplné vyhodnocení této technologie zpracování.
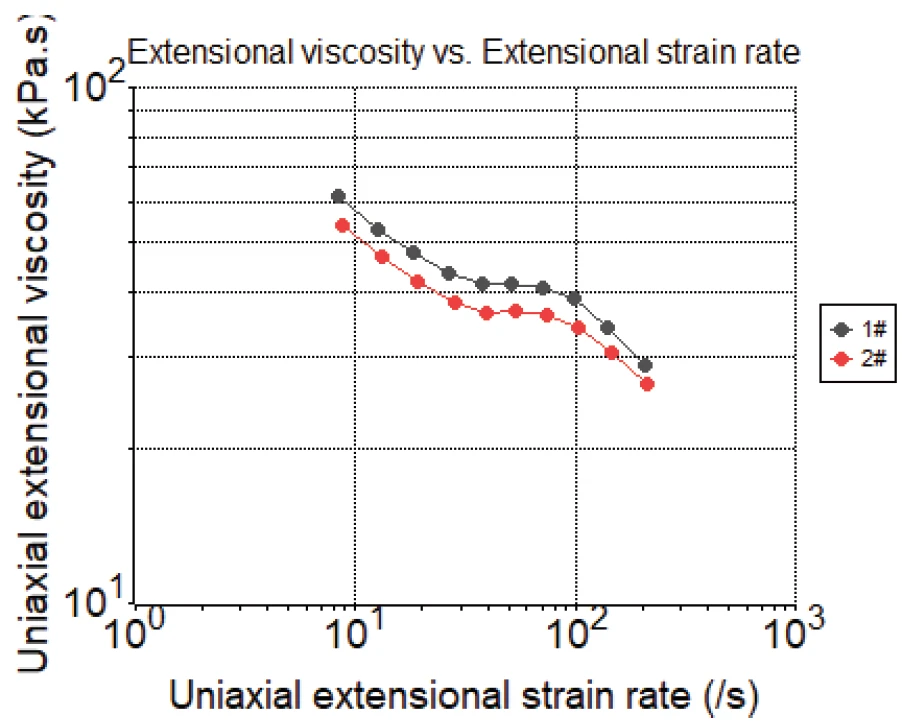
Obrázek 5 ukazuje výsledky křivky toku viskozity pro dvě šarže vzorku ABS při teplotě 210 °C. Ačkoli smyková viskozita je zcela stejná, roztažná viskozita vykazuje velký rozdíl. Vzorek č. 1 vykazoval vyšší celkovou roztažnostní viskozitu než vzorek č. 2, a to je důvod, proč byl vzorek č. 1 náchylný k rozpadu během vyfukování. Vyšší roztažná viskozita způsobuje, že se materiál za stejných podmínek hůře deformuje, což znamená, že materiál je pružnější a míra prodloužení je horší. Během procesu vyfukování tedy špatná míra prodloužení způsobuje, že se materiál snadno rozpadá. Rozdíl mezi viskozitami při protahování by mohl být ovlivněn rozdílným chováním při větvení a krystalizaci (rovnoměrnost anorganických plniv, která může ovlivnit rychlost nukleace polymerů při konkrétní teplotě atd.
Závěr
Průtoková křivka smykové viskozity někdy nemůže plně odrážet tokové chování polymerních materiálů během určitého zpracování, pokud toto zpracování zahrnuje protahování, jako je vyfukování, odstřeďování nebo dvouosé protahování při formování filmu. Dvouvrtulový kapilární reometr NETZSCH Rosand může poskytnout průtokové křivky smykové a roztažné viskozity současně v rámci jedné zkoušky a roztažná viskozita může pomoci vyhodnotit chování při protahování během těchto procesů, čímž poskytne vodítko pro kontrolu kvality polymerních materiálů a úpravu zpracování.