Introducere
Indicele fluxului de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire (MFI, denumit și MFR, melt flow rate) este o metodă populară de măsurare a fluidității polimerilor termoplastici în condiții specifice. Acesta determină cantitatea de polimer topit care curge printr-o matriță standard în 10 minute la o temperatură și o sarcină specificate. Testul indicelui de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire, MI, furnizează informații despre comportamentul de curgere al materialelor polimerice pentru rate de forfecare care ar putea să nu fie relevante pentru prelucrare (a se vedea Nota noastră de aplicare 329 [1]). O curbă de curgere pentru o gamă largă de viteze de forfecare obținută cu reometrul capilar Rosand oferă suport teoretic pentru comportamentul advers al materialelor polimerice în timpul procesării, împreună cu îndrumări pentru controlul calității materialelor polimerice și ajustarea procesării.
Imaginați-vă următorul scenariu:
Client: Am mai multe loturi de materiale polimerice, iar toți indicatorii din controlul calității din fabrică sunt consecvenți. Curba de curgere este aceeași, deci fluiditatea ar trebui să fie consecventă. Cu toate acestea, feedback-ul clienților din aval arată că există probleme în timpul procesării. Unele loturi de polimer pot fi turnate prin suflare în mod normal, în timp ce altele au prezentat rupturi grave de suflare în aceleași condiții de turnare prin suflare (temperatură, presiune, debit de aer etc.), cauzând ineficiență și pierderi grave.
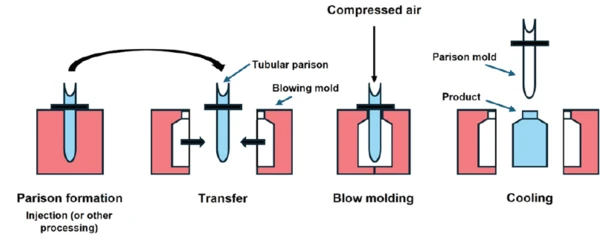
Acest lucru se datorează procesului de turnare prin suflare. Procesul de turnare prin suflare constă din trei etape de bază, după cum se arată în figura 1:
- Formarea parisonului: Materia primă este prelucrată într-un parison turnat (injecție sau extrudare), iar apoi parisonul este plasat într-o matriță de suflare.
- Turnare prin suflare: Aerul comprimat este injectat în parison pentru a-l sufla strâns împotriva peretelui matriței.
- Răcirea produsului: Presiunea de umflare este menținută până când produsul se răcește și se întărește.
În timpul celei de-a doua etape de turnare prin suflare, materialul prezintă un comportament de curgere prin tracțiune mai degrabă decât prin forfecare, astfel încât curba de curgere a vâscozității prin forfecare nu poate fi utilizată pentru evaluarea completă a comportamentului de turnare prin suflare. Aici, este necesară vâscozitatea de extensie.
Condiții de măsurare - Cogswell-Model
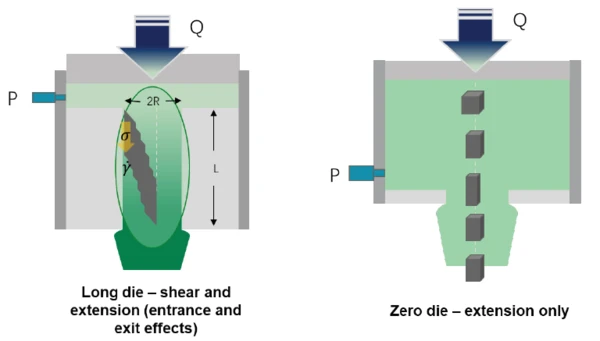
Cu ajutorul reometrului nostru capilar Rosand, putem obține simultan vâscozitatea la forfecare și vâscozitatea la tracțiune. Atunci când polimerul topit intră în matrița lungă, acesta este supus atât forțelor de forfecare, cât și forțelor de tracțiune, dar atunci când polimerul topit intră în matrița zero, acesta este supus numai forței de tracțiune, după cum se arată în figura 2. În acest caz, putem calcula vâscozitatea de extensie atât din matrița lungă, cât și din matrița zero, în conformitate cu modelul de curgere convergentă Cogswell, care poate fi utilizat pentru a evalua comportamentul de întindere în timpul procesării - inclusiv în timpul turnării prin suflare, al filării și al turnării cu formare de film prin întindere biaxială.
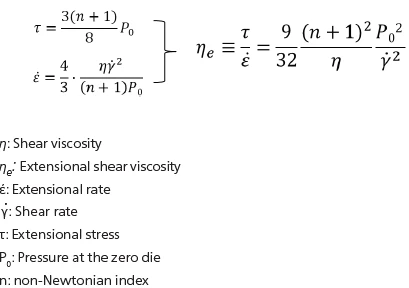
Modelul Cogswell este următorul:
O probă de granule de ABS (figura 3) a fost investigată în condițiile de măsurare detaliate în tabelul 1.

Tabelul 1: Condiții de măsurare
| Instrument | Reometru capilar cu două găuri Rosand |
| Eșantion | ABS (componentă principală, ocmponente modificate necunoscute) |
| Temperatură | 210°C |
| Senzor de presiune | 1000 psi (stânga); 5000 psi (dreapta) |
| Matriță | 1:16 (stânga); 1:0,25 (dreapta) |
| Modul de testare | Încercare cu rată de forfecare constantă, cu două orificii (utilizați matrița zero pentru a obține vâscozitatea de extensie) |
Rezultatele măsurătorilor
Cu reometrul capilar cu două canale NETZSCH Rosand, se pot obține simultan vâscozitatea de forfecare și vâscozitatea de extensie. Figura 4 prezintă rezultatele curbei de curgere a vâscozității de forfecare comune pentru două loturi diferite de probe ABS la 210°C. Curbele de vâscozitate la forfecare sunt aproape identice; valoarea vâscozității la o anumită rată de forfecare este consecventă, la fel ca și gradul de subțiere la forfecare. Cu toate acestea, cele două loturi au prezentat capacități diferite de turnare prin suflare. Lotul nr. 1 a fost predispus la ruperea prin suflare în aceleași condiții de prelucrare. În curba de curgere a vâscozității de forfecare, aceste două probe nu au prezentat nicio diferență. Acest lucru se datorează faptului că turnarea prin suflare este o formă de prelucrare care implică un comportament mai întinzător. Astfel, curba obișnuită de curgere a vâscozității la forfecare nu a fost suficientă pentru evaluarea completă a acestei tehnologii de prelucrare.
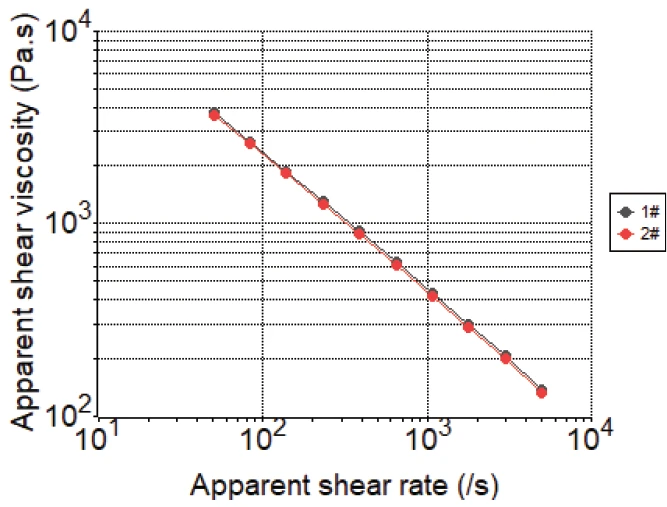
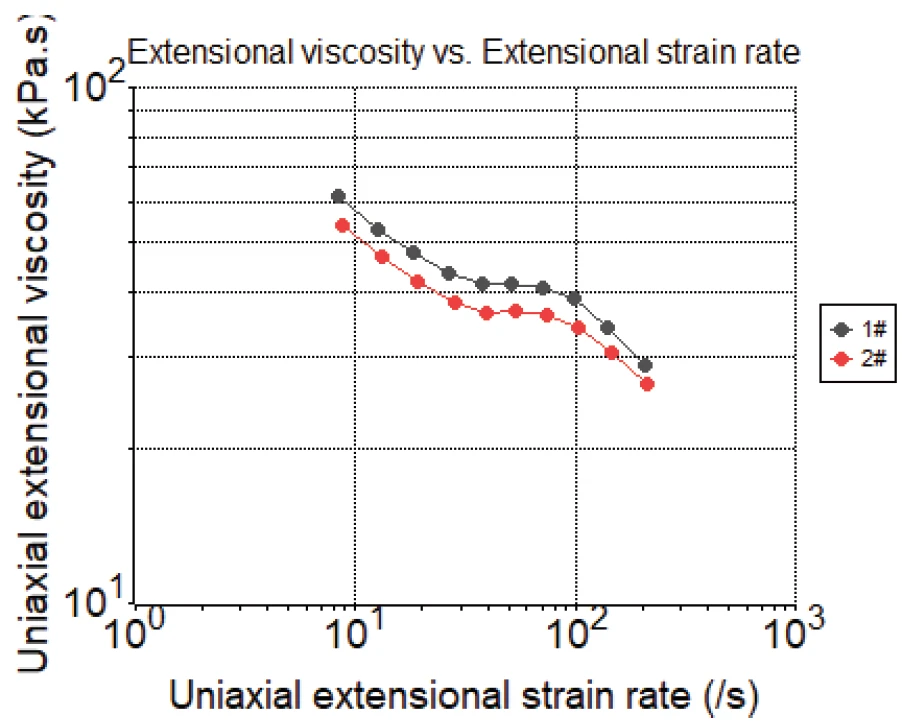
Figura 5 prezintă rezultatele curbei de curgere a vâscozității de extensie pentru două loturi de probă ABS la 210°C. Deși vâscozitatea de forfecare este în totalitate aceeași, vâscozitatea de extensie a arătat o mare diferență. Proba nr. 1 a prezentat o vâscozitate de extensie globală mai mare decât proba nr. 2 și acesta este motivul pentru care proba nr. 1 a fost predispusă la rupere în timpul turnării prin suflare. O vâscozitate de extensie mai mare face ca materialul să fie mai greu de deformat în aceleași condiții, ceea ce înseamnă că materialul este mai elastic, iar rata de alungire este mai slabă. Astfel, în timpul procesului de turnare prin suflare, o rată de alungire slabă face ca materialul să se rupă ușor. Diferența dintre vâscozitățile de extensie ar putea fi afectată de diferitele comportamente de ramificare și CristalizareCristalizarea este procesul fizic de întărire în timpul formării și creșterii cristalelor. În timpul acestui proces, căldura de cristalizare este eliberată.cristalizare (uniformitatea încărcăturilor anorganice, care poate afecta rata de nucleare a polimerilor la temperatura specifică etc.) ale probelor.
Concluzie
Curba de curgere a vâscozității de forfecare uneori nu poate reflecta pe deplin comportamentul de curgere al materialelor polimerice în timpul anumitor prelucrări, în cazul în care prelucrarea respectivă include un comportament de întindere, cum ar fi modelarea prin suflare, filarea sau modelarea prin formare de film cu întindere biaxială. Reometrul capilar cu două orificii NETZSCH Rosand poate furniza simultan curbe de curgere a vâscozității de forfecare și de extensie într-un singur test, iar vâscozitatea de extensie poate ajuta la evaluarea comportamentului de întindere în timpul acestor procese, oferind astfel orientări pentru controlul calității materialelor polimerice și ajustarea procesării.