Bevezetés
Az olvadékfolyás-index (MFI, más néven MFR, melt flow rate) a hőre lágyuló polimerek folyékonyságának mérésére szolgáló népszerű módszer meghatározott körülmények között. Meghatározza, hogy egy polimer olvadék mennyi folyik át egy szabványos szerszámon 10 perc alatt, meghatározott hőmérsékleten és terhelés mellett. Az olvadásindex-vizsgálat, MI, információt szolgáltat a polimeranyagok áramlási viselkedéséről olyan nyírási sebességek esetén, amelyek nem feltétlenül relevánsak a feldolgozás szempontjából (lásd a 329-es alkalmazási megjegyzésünket [1]). A Rosand kapilláris reométerrel kapott, széles nyírási sebességtartományú áramlási görbe elméleti alátámasztást nyújt a polimeranyagok feldolgozás során tanúsított kedvezőtlen viselkedéséről, valamint útmutatást ad a polimeranyagok minőségellenőrzéséhez és a feldolgozás beállításához.
Képzeljük el a következő forgatókönyvet:
Ügyfél: A gyári minőség-ellenőrzésben minden mutató egyforma, és több tétel polimeranyaggal rendelkezem. Az áramlási görbe azonos, tehát az áramlási képességnek is konzisztensnek kell lennie. A vevői visszajelzések azonban azt mutatják, hogy a feldolgozás során problémák merülnek fel. Egyes tételek polimerje normálisan fúvható, míg mások komoly fúvástörést mutattak ugyanazon fúvási körülmények között (hőmérséklet, nyomás, levegőáramlási sebesség stb.), ami komoly hatékonyságtalanságot és pazarlást okoz.
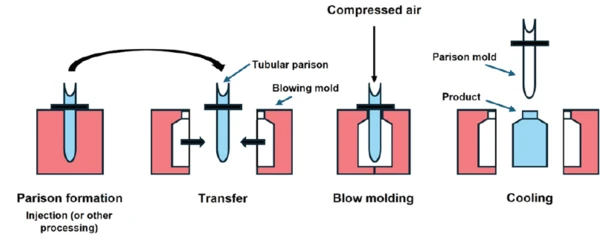
Ez a fúvóformázási folyamatnak köszönhető. A fúvóformázási folyamat három alapvető lépésből áll, amint azt az 1. ábra mutatja:
- A kötésképzés: A nyersanyagot formázott előformává dolgozzák fel (fröccsöntés vagy extrudálás), majd az előformát egy fúvóformába helyezik.
- Fúvóformázás: Sűrített levegőt fecskendeznek az előgyártmányba, hogy azt szorosan a szerszám falához fújják.
- A termék hűtése: A felfúvási nyomást addig tartják fenn, amíg a termék lehűl és megszilárdul.
A második fúvóformázási lépés során az anyag nem nyírási, hanem húzó áramlási viselkedést mutat, így a nyírási viszkozitás-áramlási görbe nem használható a fúvóformázási viselkedés teljes körű értékelésére. Itt a nyúlási viszkozitásra van szükség.
Mérési feltételek - Cogswell-modell
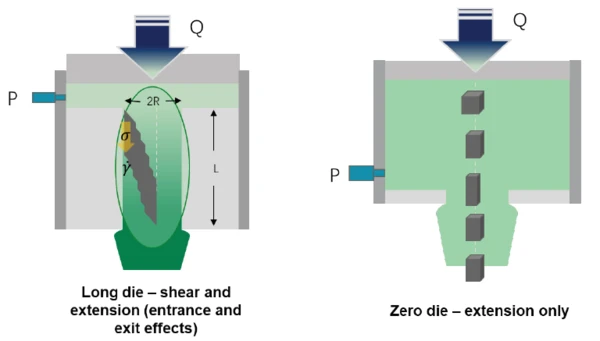
Rosand kapilláris reométerünk segítségével egyszerre tudjuk meghatározni a nyírási viszkozitást és a szakító viszkozitást. Amikor a polimerolvadék belép a hosszú szerszámba, nyíró- és húzóerőnek is ki van téve, de amikor az olvadék belép a nullszerszámba, csak húzóerőnek van kitéve, amint az a 2. ábrán látható. Ebben az esetben a Cogswell-féle konvergens áramlási modell szerint mind a hosszú szerszámból, mind a nullszerszámból kiszámíthatjuk a nyúlási viszkozitást, amely a feldolgozás során - beleértve a fúvóformázást, a pergetést és a kéttengelyű nyúlási filmképző formázást is - a nyúlási viselkedés értékelésére használható.
A Cogswell-modell a következő:
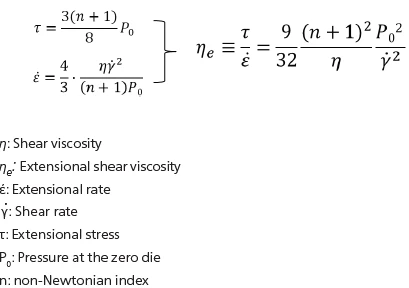
Egy ABS granulátum mintát (3. ábra) vizsgáltunk az 1. táblázatban részletezett mérési körülmények között.

Táblázat: Mérési feltételek
| Műszer | Rosand kétfuratú kapilláris reométer |
| Minta | ABS (fő komponens, módosított komponensek ismeretlenek) |
| Hőmérséklet | 210°C |
| Nyomásérzékelő | 1000 psi (balra); 5000 psi (jobbra) |
| Szerszám | 1:16 (balra); 1:0,25 (jobbra) |
| Vizsgálati mód | Állandó nyírási sebességű vizsgálat, kettős furat (a nyúlási viszkozitás eléréséhez nullszerszámot kell használni) |
Mérési eredmények
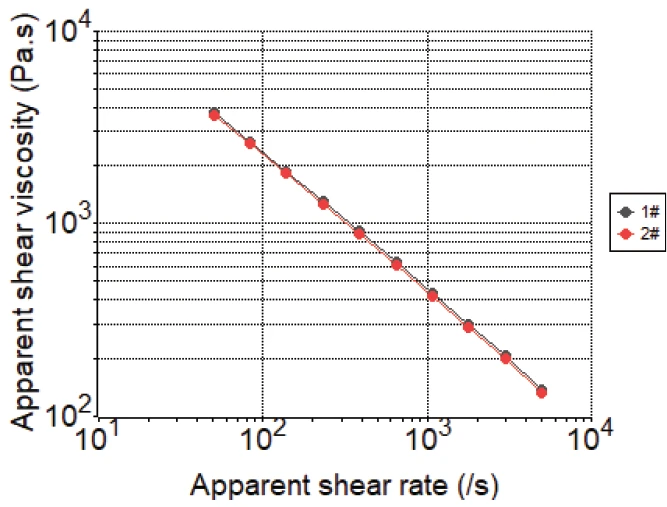
A NETZSCH Rosand kétfuratú kapilláris reométerrel a nyírási viszkozitás és a nyúlási viszkozitás egyidejűleg meghatározható. A 4. ábra mutatja a közös nyírási viszkozitási áramlási görbe eredményeit két különböző tétel ABS-mintára 210°C-on. A nyírási viszkozitási görbék csaknem azonosak; a viszkozitás értéke egy adott nyírási sebességnél megegyezik, csakúgy, mint a nyírási hígulás mértéke. A két tétel azonban eltérő fúvóformázási képességet mutatott. Az 1. tétel ugyanolyan feldolgozási körülmények között hajlamos volt a fúvástörésre. A nyírási viszkozitás áramlási görbén ez a két minta nem mutatott különbséget. Ez azért van, mert a fúvóformázás olyan feldolgozási forma, amely több nyújtási viselkedéssel jár. Így a közös nyírási viszkozitás-áramlási görbe nem volt elegendő ennek a feldolgozási technológiának a teljes körű értékeléséhez.
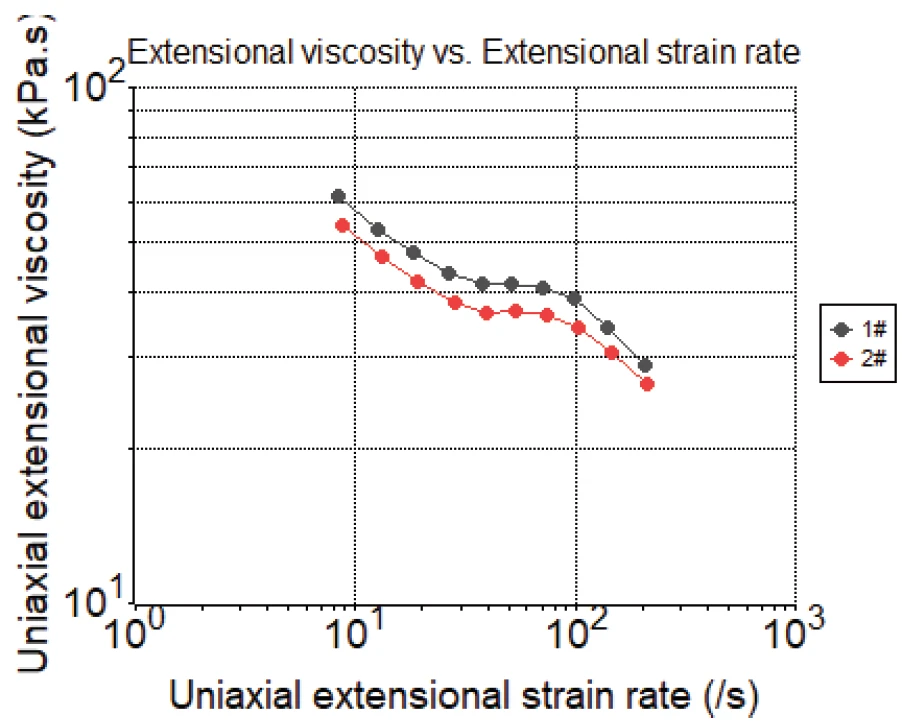
Az 5. ábra mutatja az ABS minta két tételének 210 °C-on mért, a hosszabbítás viszkozitási folyásgörbéjének eredményeit. Bár a nyírási viszkozitás teljesen azonos, a nyúlási viszkozitás nagy különbséget mutat. Az 1-es minta összességében magasabb nyúlási viszkozitást mutatott, mint a 2-es, és ez az oka annak, hogy az 1-es minta hajlamos volt a szétesésre a fúvóformázás során. A magasabb nyúlási viszkozitás miatt az anyag nehezebben deformálódik azonos körülmények között, ami azt jelenti, hogy az anyag rugalmasabb, és a nyúlási sebesség rosszabb. Tehát a fúvóformázás során a rossz nyúlási arány miatt az anyag könnyen tönkremegy. A nyúlási viszkozitások közötti különbséget befolyásolhatja a minták eltérő elágazási és kristályosodási viselkedése (a szervetlen töltőanyagok egyenletessége, ami befolyásolhatja a polimerek nukleációs sebességét az adott hőmérsékleten stb.).
Következtetés
A nyírási viszkozitás áramlási görbe néha nem tudja teljes mértékben tükrözni a polimer anyagok áramlási viselkedését bizonyos feldolgozási folyamatok során, ha az említett feldolgozás magában foglalja a nyújtási viselkedést, mint például a fúvóformázás, a fonás vagy a kéttengelyű nyújtási filmképzési formázás. A NETZSCH Rosand kétfuratú kapilláris reométer egy vizsgálat során egyszerre képes nyírási és nyúlási viszkozitási áramlási görbéket szolgáltatni, és a nyúlási viszkozitás segíthet a nyúlási viselkedés értékelésében ezen folyamatok során, ami iránymutatást nyújt a polimeranyagok minőségellenőrzéséhez és a feldolgozás beállításához.