Partea 1 - Influența procesării prin extrudare repetată asupra comportamentului de fluaj al polimerilor PE-HD
Introducere
Polimerii au devenit indispensabili în multe domenii ale vieții noastre, inclusiv în industria ambalajelor, oferind soluții versatile, cum ar fi filme, foi, sticle și recipiente din spumă. Greutatea redusă, durabilitatea și adaptabilitatea lor le fac ideale pentru transportul, protejarea și conservarea produselor în diverse sectoare. O astfel de aplicație este utilizarea polietilenei bi-modale de înaltă DensitateDensitatea masică este definită ca raportul dintre masă și volum. densitate (PE-HD) în sticlele de detergent, deoarece structura sa moleculară unică oferă un echilibru excelent între rezistență, durabilitate și rezistență la fisurarea cauzată de stresul mediului, asigurând o performanță fiabilă în timpul depozitării și manipulării. În prezent, majoritatea industriilor se confruntă cu restricții din ce în ce mai stricte privind cotele de reciclare și obiectivele privind emisiile de CO2. În Uniunea Europeană, așa-numitul "Green Deal" stabilește un obiectiv ca 55% din toate deșeurile de ambalaje din plastic să fie reciclate până în 2030 [1]. Prin urmare, inginerii de produse din polimeri se confruntă cu provocarea de a fabrica cu porțiunea necesară de materiale reciclate, respectând în același timp standardele de calitate ale clienților lor.
Printre polimerii cel mai frecvent utilizați ca polimeri reciclați postconsum (PCR) se numără termoplasticele, cum ar fi polietilena (PE), polipropilena (PP) sau polietilen tereftalat (PET) [2]. Termoplasticele permit o reciclare ușoară prin topirea din nou a materialului și prelucrarea repetată a acestuia în forma finală dorită. Cu toate acestea, utilizarea polimerilor PCR nu vine fără niciun dezavantaj. În timpul prelucrării (de exemplu, turnarea prin injecție), materiale precum PE prezintă două procese de degradare distincte [3]: Scindarea lanțului și reticularea datorită recombinării părților lanțului polimeric. În plus, poate avea loc o degradare termo-oxidativă.
Este important de menționat că efectul acestor mecanisme de degradare poate să nu afecteze în același mod proprietățile mecanice relevante. În funcție de care dintre aceste reacții domină în timpul reprelucrării, modificările proprietăților mecanice vor fi diferite pentru fiecare situație specifică. De exemplu, se observă o creștere a modulului Young sau o scădere a alungirii la rupere atunci când predomină reacțiile de reticulare. De asemenea, o reacție de scindare poate produce rezultatul opus. Prin urmare, proprietățile individuale trebuie studiate separat, în funcție de aplicația produsului final [3].
În cele ce urmează, comportamentul de fluaj al unui polimer bi-modal PE-HD utilizat în mod obișnuit în sticlele de detergent a fost investigat utilizând DMA 303 Eplexor®®. Diferența dintre fiecare dintre cele trei probe PE-HD este numărul de cicluri de extrudare la care a fost supus materialul. Aici sunt comparate polimerii PE-HD care au fost extrudați o dată (x1), de trei ori (x3) și de șapte ori (x7).
Creep
Fluajul este deformarea permanentă, în funcție de timp, la temperaturi omologe ridicate, care este temperatura, T, normalizată la punctul de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire, Tm, al materialului,
cauzate de o tensiune constantă aplicată sub limita elastică. Deoarece polimerii semicristalini au puncte de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire destul de scăzute, temperatura lor omoloagă în exploatare, chiar și la temperatura camerei, este relativ ridicată în comparație cu alte clase de materiale precum metalele sau ceramica. Acest fapt impune proiectanților de produse din polimeri să fie conștienți de acest mod de deformare, deoarece poate duce la consecințe nedorite dacă comportamentul de fluaj al materialului nu este bine înțeles. Un exemplu ilustrativ este prezentat în figura 1, care prezintă fundul unei sticle din plastic PET. Aici, polimerul s-a deformat sub presiunea crescândă a aerului prins în interiorul sticlei din cauza temperaturilor ridicate care apar într-o mașină în timpul verii. Ambii factori au dus la deformarea permanentă a sticlei de plastic reutilizabile, făcând-o inutilizabilă pentru reutilizarea prevăzută.
În timpul fluajului, materialele trec prin trei etape distincte, denumite fluaj primar, secundar sau stabil și terțiar.

Atunci când se aplică o tensiune, materialul se va deforma imediat elastic în funcție de modulul Young al materialului. Pe măsură ce timpul crește, rata de deformare scade până când ajunge la a doua etapă, în care rata de deformare rămâne constantă. Odată ce este atins un prag de deformare, materialul tinde să înceapă să se strâmbe. Aceasta determină o creștere locală a tensiunii care accelerează și mai mult rata de deformare până când materialul cedează [4].
Măsurătorile de fluaj prin tracțiune, precum cele efectuate aici, sunt reglementate de standardele ASTM D2990 și ISO 899-1.
Experimentele de fluaj au fost efectuate în conformitate cu metoda izotermă în trepte prezentată în [5], în care sarcina este menținută constantă și temperatura este crescută în trepte. Această metodă este importantă pentru testarea accelerată a comportamentului de fluaj pe termen lung al probelor de polimeri.
Experimental
Materialul
Probele de PE-HD utilizate pentru aceste experimente de fluaj prezintă o structură moleculară bi-modală. Structura moleculară bi-modală a PE-HD este deosebit de relevantă pentru sticlele de detergenți datorită capacității sale de a oferi un echilibru optim între rezistență ridicată, tenacitate și rezistență la fisuri cauzate de stresul mediului. Această structură constă dintr-o combinație de molecule cu lanț scurt și lanț lung, sporind rigiditatea materialului și rezistența la impact, menținând în același timp flexibilitatea. Aceste proprietăți fac ca PE-HD bi-modal să fie ideal pentru ambalarea substanțelor chimice agresive și a lichidelor grele, cum ar fi detergenții, care necesită recipiente durabile și etanșe.
Eșantioanele de polimer au fost fabricate prin extrudare cu două șuruburi ca etapă inițială, urmată de un proces de tragere care a dus la obținerea unor foi cu o grosime de aproximativ 0,75 mm. Din acestea, au fost tăiate probe în formă de os de câine de-a lungul direcției mașinii, adică de-a lungul direcției de extrudare a foilor. Grosimea și lățimea secțiunii reduse a probelor au fost de aproximativ 0,75 mm și, respectiv, 4 mm. Lungimea probelor a fost controlată de lungimea de prindere a suportului pentru probe de tensiune și a fost stabilită la aproximativ 20 mm pentru toate experimentele.
Măsurători DMA
Definirea măsurătorilor a fost efectuată în software-ul NETZSCH Proteus® DMA. Toți parametrii sunt rezumați în tabelul 1.
Tabelul 1: Prezentare generală a parametrilor de măsurare utilizați pentru experimentele de fluaj DMA
| Parametru | Valoare |
| Instrument | DMA 303 Eplexor® |
| Mod de măsurare | Tensiune |
| Dimensiunile probei | ≈0,75 mm × ≈3,9 mm × 20 mm |
| Atmosferă | Aer static |
Măsurarea fluajului | |
| Temperatura | Izotermă la 25 ... 120°C (pași de 5°C, fiecare pas timp de 1 h) |
| Tensiune de contact | 1 MPa |
| Tip de sarcină statică | Solicitare |
| Valoarea țintă | 1 MPa (100 % limită) |
Înainte de seria de măsurători, s-a efectuat o măsurătoare de corecție cu creuzete goale pentru a scădea din măsurătorile eșantionului contribuția fluxului de căldură și efectele de bază provenite de la creuzete. Calibrarea sensibilității la temperatură și la fluxul de căldură a fost efectuată cu adamantan (C10H16), apă, indiu, bismut și staniu. Toți parametrii necesari utilizați pentru această serie de experimente sunt sintetizați în tabelul 2.
Tabelul 2: Prezentare generală a parametrilor de măsurare utilizați pentru experimentele DSC
| Parametru | Valoare |
| Instrument | DSC 214 Polyma |
| Masa probei | ≈10...12 mg |
| Creuzet | Al Concavus®, 30 μl (perforat, sudat la rece) |
| Interval de temperatură | -160°C ... 190°C |
| Atmosferă | N2 40 ml/min (purjare 2) N2 40 ml/min (protecție) |
| Dispozitiv de răcire | CC200 Răcire cu LN2 |
| Rata de încălzire | 10 K/min |
| Rata de răcire | 10 K/min |
Rezultatele măsurătorilor
Fluaj DMA
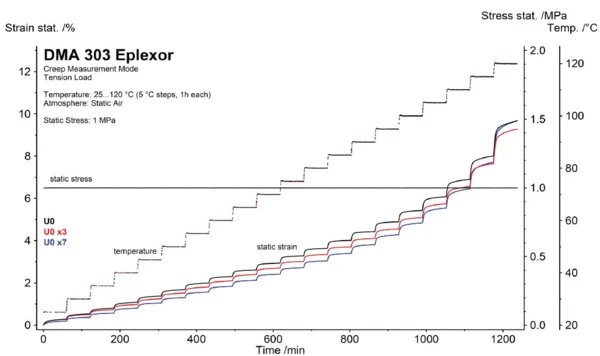
Rezultatele experimentelor de fluaj pentru toate cele trei polimeri PE-HD extrudate pentru un număr diferit de cicluri sunt rezumate în figura 2. Curbele negre, roșii și albastre reprezintă datele pentru probele extrudate de una, trei și, respectiv, șapte ori. Curbele solide arată alungirea probei ca deformare statică; temperaturile corespunzătoare sunt afișate sub formă de curbe punctate.
În general, se poate observa că rata de deformare crește odată cu creșterea temperaturii pentru toți polimerii investigați. În special în apropierea începutului punctului de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire, rata de deformare crește semnificativ.
Cu mult sub punctul de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire al PE-HD, care este în jur de 125°C până la 135°C [7], există o relație clară între rezistența la fluaj și numărul de cicluri de extrudare. Cu cât materialul a trecut prin mai multe cicluri, cu atât rezistența sa la fluaj este mai mare. La temperaturi ridicate, aproape de punctul de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire al PE-HD, rata de deformare pentru U0 x7 (curbe albastre) se accelerează mai mult odată cu creșterea temperaturii în comparație cu U0 (curbe negre) și U0 x3 (curbe roșii).
La sfârșitul etapei izoterme la 85°C (48000 s), proba U0 prezintă o deformație totală de 4,01%, proba U0 x3 de 3,70%, iar proba U0 x7 de numai 3,40%. La sfârșitul măsurării fluajului la 120°C, deformația totală este aproape identică pentru probele U0 x7 și U0, cu o deformație totală de 9,68% și, respectiv, 9,66%. Eșantionul U0 x3 prezintă cea mai bună performanță de fluaj pe parcursul întregului program timp/temperatură, cu o deformație totală de 9,28%. Trebuie remarcat faptul că dilatarea termică joacă un rol și în aceste protocoale de temperatură treptată. Astfel, acest factor trebuie luat în considerare atunci când se compară deformațiile totale pentru fiecare dintre probe la o anumită temperatură.
Experimentele DSC
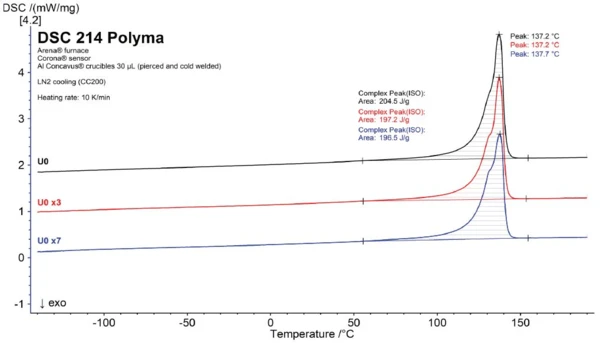
Rezultatele măsurătorilor DSC sunt prezentate în figura 3. Toate cele trei probe prezintă un comportament de topire similar. Temperatura medie de vârf a evenimentului de topire este de 137,4°C ± 0,3°C. Cu toate acestea, există diferențe minore care pot fi observate în entalpia de topire și în forma evenimentului de topire. Odată cu creșterea numărului de cicluri de extrudare, entalpia totală de topire scade de la 204,5 J/g la 196,5 J/g. Aceste valori sunt în bună concordanță cu valorile PE-HD semicristalin [7]. În consecință, a fost determinată o fracție cristalină mai mică; aceasta scade de la 69,78% la 67,07%. Cea mai izbitoare diferență este forma evenimentului de topire. Toate cele trei probe prezintă o convoluție a două evenimente de topire distincte. Aceasta se manifestă ca un umăr în partea stângă a vârfului de topire. Odată cu creșterea numărului de cicluri de extrudare, umărul din stânga pare să devină mai pronunțat pe măsură ce fracțiunea cu greutate moleculară mică crește.
Discuții
În literatura de specialitate sunt discutate două mecanisme care pot duce la o modificare a proprietăților mecanice pentru reacțiile de foarfecare și reticulare. În ceea ce privește fluajul, polimerii cu un grad mai ridicat de reticulare prezintă de obicei o rezistență mai bună la fluaj [3]. Rezultatele obținute aici sugerează că rezistența îmbunătățită la fluaj provine din reticulare, care este mecanismul dominant în timpul ciclurilor repetate de extrudare. Cu toate acestea, proba extrudată de șapte ori, demonstrând performanțe optime în testele de fluaj, prezintă o rezistență mai scăzută la fluaj peste 100-105°C comparativ cu celelalte două probe. Acest lucru ar putea fi legat de fracțiunea cristalină din cadrul probelor. Un Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică).punct de topire mai scăzut crește temperatura omoloagă.
În acest sens, măsurătorile DSC nu relevă nicio modificare a temperaturii de topire a niciuneia dintre probe. Cu toate acestea, modificări minore distincte, cum ar fi entalpia de topire mai scăzută a U0 x7 și U0 x3, precum și modificarea formei evenimentului de topire ar putea explica modificarea observată în comportamentul de fluaj al probei. Cele două evenimente EndotermiceO tranziție de probă sau o reacție este endotermă dacă este nevoie de căldură pentru conversie.endotermice de topire suprapuse indică o distribuție bimodală a dimensiunii cristalitelor prezente în polimeri.
Deasupra tranziției vitroase, dar sub punctul de topire al polimerilor, fracția volumică a microstructurii amorfe determină comportamentul de fluaj. Pe baza rezultatelor fluajului DMA, este posibil ca lanțurile polimerice din volumul amorf să devină din ce în ce mai reticulate odată cu creșterea numărului de cicluri de extrudare. Odată cu creșterea temperaturii, fracția volumică a cristalitelor joacă un rol din ce în ce mai important în ceea ce privește comportamentul la fluaj. Rezultatele DSC sugerează o fracție volumică mai mică de cristalite prezente pentru probele U0 x3 și U0 x7. Totuși, acest lucru depinde de distribuția dimensiunii cristalitelor pentru fiecare probă. Cristalitele mai mici tind să se topească mai devreme decât cristalitele mai mari. Pe baza evenimentelor de topire observate, fracțiunea de cristalite cu grad de topire mai scăzut prezente în probe crește cu un număr mai mare de cicluri de extrudare. Astfel, la temperaturi omologe mai ridicate, cristalitele cu Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică).punct de topire scăzut au o influență crescândă asupra comportamentului de fluaj.
Cu toate acestea, o interpretare exactă trebuie tratată cu prudență, deoarece este dificil să se tragă anumite concluzii fără a cunoaște microstructura și aditivii utilizați în polimer.
Concluzie
Majoritatea polimerilor termoplastici obișnuiți au un Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică).punct de topire scăzut. Acest lucru îi face susceptibili la efecte de fluaj la temperaturi ambiante și ridicate. Atunci când apar temperaturi ridicate, cum ar fi cele din mașini în zilele toride de vară, trebuie avut grijă să nu se expună aceste produse la astfel de temperaturi ridicate pentru perioade lungi de timp. Forțele statice exercitate de greutăți mari (de exemplu, alte produse de consum) plasate pe produsele din plastic, combinate cu temperaturile ridicate, pot provoca fluaj într-o perioadă scurtă de timp. În cel mai rău caz, sticlele din plastic sau alte produse din plastic își pot pierde funcția primară de utilizare din cauza deformării permanente. Trebuie remarcat faptul că fluajul are loc și la temperaturi mai scăzute, dar pe o scară de timp mai lungă.