Část 1 - Vliv opakovaného vytlačování na chování polymerů PE-HD při tečení
Úvod
Polymery se staly nepostradatelnými v mnoha oblastech našeho života, včetně obalového průmyslu, a nabízejí univerzální řešení, jako jsou fólie, desky, lahve a pěnové obaly. Díky své nízké hmotnosti, odolnosti a přizpůsobivosti jsou ideální pro přepravu, ochranu a uchovávání výrobků v různých odvětvích. Jednou z takových aplikací je použití bimodálního polyethylenu s vysokou hustotou (PE-HD) v lahvích na prací prostředky, protože jeho jedinečná molekulární struktura poskytuje vynikající rovnováhu mezi pevností, trvanlivostí a odolností proti prasklinám způsobeným namáháním okolním prostředím, což zajišťuje spolehlivý výkon při skladování a manipulaci. V současné době se většina průmyslových odvětví potýká se stále přísnějšími omezeními recyklačních kvót a cílů v oblasti emisí CO2. V Evropské unii je v takzvané "zelené dohodě" stanoven cíl, že do roku 2030 by mělo být recyklováno 55 % veškerého plastového obalového odpadu [1]. Konstruktéři polymerních výrobků proto stojí před výzvou, jak vyrábět s požadovaným podílem recyklátů a zároveň splnit kvalitativní standardy svých zákazníků.
Mezi polymery, které se nejčastěji používají jako polymery recyklované po spotřebiteli (PCR), patří termoplasty, jako je polyethylen (PE), polypropylen (PP) nebo polyethylentereftalát (PET) [2]. Termoplasty umožňují snadnou recyklaci přetavením materiálu a jeho opakovaným zpracováním do požadovaného konečného tvaru. Použití polymerů PCR však není bez nevýhod. Během zpracování (např. vstřikování) vykazují materiály, jako je PE, dva odlišné degradační procesy [3]: Štěpení řetězce a síťování v důsledku rekombinace částí polymerního řetězce. Dále může docházet k termooxidační degradaci.
Důležité je, že vliv těchto degradačních mechanismů nemusí mít stejný vliv na příslušné mechanické vlastnosti. V závislosti na tom, která z těchto reakcí při přepracování převládá, budou změny mechanických vlastností v každé konkrétní situaci odlišné. Například zvýšení Youngova modulu nebo snížení prodloužení při přetržení je pozorováno v případě, že převažují Vytvrzování (síťovací reakce)V doslovném překladu termín "crosslinking" znamená "křížové propojení". V chemickém kontextu se používá pro reakce, při nichž se molekuly spojují kovalentními vazbami a vytvářejí trojrozměrné sítě.síťovací reakce. Stejně tak může reakce štěpení vést k opačnému výsledku. Proto je třeba jednotlivé vlastnosti studovat odděleně v závislosti na použití konečného produktu [3].
V následujícím textu bylo pomocí přístroje DMA 303 Eplexor®® zkoumáno chování bimodálního PE-HD polymeru, který se obvykle používá v lahvích na prací prostředky, při tečení. Rozdíl mezi jednotlivými třemi vzorky PE-HD spočívá v počtu cyklů vytlačování, kterými materiál prošel. Zde jsou porovnávány polymery PE-HD, které byly vytlačeny jednou (x1), třikrát (x3) a sedmkrát (x7).
Creep
CreepCreep popisuje plastickou deformaci závislou na čase a teplotě při působení konstantní síly. Při působení konstantní síly na pryžovou směs není počáteční deformace vzniklá působením síly pevně daná. Deformace se s časem zvětšuje.Creep je trvalá, časově závislá deformace při zvýšených homogenních teplotách, což je teplota T normalizovaná na teplotu tání Tm materiálu,
způsobené konstantním přiloženým napětím pod mezí pružnosti. Protože semikrystalické polymery mají poměrně nízké teploty tání, je jejich homogenní teplota v provozu i při pokojové teplotě relativně vysoká ve srovnání s jinými třídami materiálů, jako jsou kovy nebo keramika. Tato skutečnost vyžaduje, aby si konstruktéři polymerních výrobků byli tohoto způsobu deformace vědomi, protože pokud není chování materiálu při tečení dobře pochopeno, může to vést k nežádoucím důsledkům. Názorný příklad je uveden na obrázku 1, který zobrazuje dno plastové PET láhve. Zde se polymer deformoval pod rostoucím tlakem vzduchu zachyceného uvnitř láhve v důsledku zvýšených teplot, které se v létě vyskytují v automobilu. Oba faktory vedly k trvalé deformaci opakovaně použitelné plastové láhve, čímž se stala nepoužitelnou pro zamýšlené opakované použití.
Během tečení procházejí materiály třemi různými fázemi, označovanými jako primární, sekundární nebo ustálené tečení a terciární tečení.

Při působení napětí se materiál okamžitě pružně deformuje podle Youngova modulu pružnosti. S rostoucím časem se rychlost deformace snižuje, až dosáhne druhého stupně, kdy rychlost deformace zůstává konstantní. Jakmile je dosaženo prahové deformace, materiál má tendenci začít vytvářet hrdlo. To způsobí lokální nárůst napětí, který dále zrychluje rychlost deformace, dokud materiál nezanikne [4].
Měření creepu v tahu, jako je to zde prováděné, je zahrnuto v normách ASTM D2990 a ISO 899-1.
Experimenty s creepem byly provedeny podle stupňovité izotermické metody uvedené v [5], kdy se zatížení udržuje konstantní a teplota se zvyšuje postupně. Tato metoda je důležitá pro zrychlené testování dlouhodobého creepového chování polymerních vzorků.
Experimentální
Materiál
Vzorky PE-HD použité pro tyto creepové experimenty vykazují biomodální molekulární strukturu. Bimodální molekulární struktura PE-HD je zvláště důležitá pro lahve na čisticí prostředky díky své schopnosti poskytovat optimální rovnováhu mezi vysokou pevností, houževnatostí a odolností proti praskání vlivem namáhání okolním prostředím. Tato struktura se skládá z kombinace molekul s krátkým a dlouhým řetězcem, což zvyšuje tuhost a odolnost materiálu proti nárazu při zachování jeho pružnosti. Díky těmto vlastnostem je biomodální PE-HD ideální pro balení agresivních chemikálií a těžkých kapalin, jako jsou například čisticí prostředky, které vyžadují odolné a nepropustné obaly.
Vzorky polymeru byly vyrobeny dvoušnekovým vytlačováním jako počátečním krokem, po němž následoval proces tažení, jehož výsledkem byly listy o tloušťce přibližně 0,75 mm. Z nich byly vyříznuty vzorky ve tvaru psí kosti ve směru stroje, tj. ve směru vytlačování desek. Tloušťka a šířka zmenšeného řezu vzorků byla přibližně 0,75 mm a 4 mm. Délka vzorků byla řízena délkou upnutí držáku vzorků v tahu a pro všechny experimenty byla nastavena na přibližně 20 mm.
Měření DMA
Definice měření byla provedena v softwaru NETZSCH Proteus® DMA. Všechny parametry jsou shrnuty v tabulce 1.
Tabulka 1: Přehled měřicích parametrů použitých při experimentech s tečením DMA
| Parametr | Hodnota |
| Přístroj | DMA 303 Eplexor® |
| Režim měření | Napětí |
| Rozměry vzorku | ≈0,75 mm × ≈3,9 mm × 20 mm |
| Atmosféra | Statický vzduch |
Měření tečení | |
| Teplota | Izotermická při 25 ... 120 °C (v krocích po 5 °C, každý krok po dobu 1 h) |
| Kontaktní napětí | 1 MPa |
| Typ statického zatížení | Napětí |
| Cílová hodnota | 1 MPa (mezní hodnota 100 %) |
Před sérií měření bylo provedeno korekční měření s prázdnými kelímky, aby se od měření vzorků odečetl příspěvek tepelného toku a vliv základní linie vyplývající z kelímků. Kalibrace teploty a citlivosti na tepelný tok byla provedena s adamantanem (C10H16), vodou, indiem, vizmutem a cínem. Všechny potřebné parametry použité pro tuto sérii experimentů jsou shrnuty v tabulce 2.
Tabulka 2: Přehled měřicích parametrů použitých pro experimenty DSC
| Parametr | Hodnota |
| Přístroj | DSC 214 Polyma |
| Hmotnost vzorku | ≈10...12 mg |
| Kelímek | Al Concavus®, 30 μl (propíchnutý, svařený za studena) |
| Teplotní interval | -160°C ... 190°C |
| Atmosféra | N2 40 ml/min (proplach 2) N2 40 ml/min (ochranný) |
| Chladicí zařízení | Chlazení CC200 LN2 |
| Rychlost ohřevu | 10 K/min |
| Rychlost chlazení | 10 K/min |
Výsledky měření
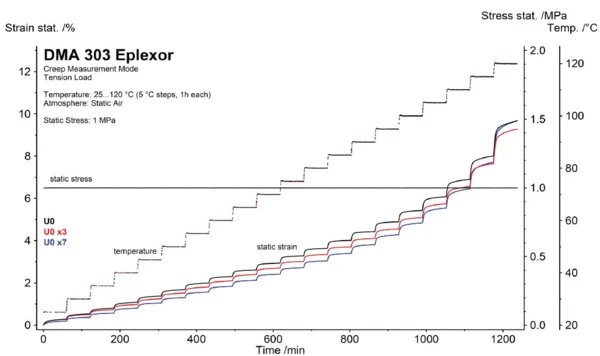
Výsledky experimentů s creepem všech tří polymerů PE-HD vytlačovaných pro různé počty cyklů jsou shrnuty na obrázku 2. Černé, červené a modré křivky představují údaje pro vzorky vytlačované jedenkrát, třikrát a sedmkrát. Plné křivky znázorňují prodloužení vzorku jako statickou deformaci; odpovídající teploty jsou zobrazeny jako čárkované křivky.
Obecně lze pozorovat, že míra deformace se zvyšuje s rostoucí teplotou u všech zkoumaných polymerů. Zejména v blízkosti nástupu bodu tání se rychlost deformace výrazně zvyšuje.
Daleko pod bodem tání PE-HD, který se pohybuje kolem 125 °C až 135 °C [7], existuje jasná závislost mezi odolností proti tečení a počtem cyklů vytlačování. Čím více cykly materiál prošel, tím vyšší je jeho odolnost proti tečení. Při vysokých teplotách, blízkých bodu tání PE-HD, se rychlost deformace pro U0 x7 (modré křivky) s rostoucí teplotou zrychluje více než pro U0 (černé křivky) a U0 x3 (červené křivky).
Na konci IzotermickýZkoušky při kontrolované a konstantní teplotě se nazývají izotermické.izotermického kroku při 85 °C (48 000 s) vykazuje vzorek U0 celkovou deformaci 4,01 %, U0 x3 3,70 % a U0 x7 pouze 3,40 %. Na konci měření creepu při 120 °C je celková deformace u vzorků U0 x7 a U0 téměř shodná, celková deformace činí 9,68 %, resp. 9,66 %. Vzorek U0 x3 vykazuje nejlepší creepové vlastnosti v průběhu celého časově-teplotního programu s celkovou deformací 9,28 %. Je třeba poznamenat, že v těchto postupných teplotních protokolech hraje roli i teplotní roztažnost. Tento faktor je tedy třeba vzít v úvahu při porovnávání celkových deformací pro jednotlivé vzorky při dané teplotě.
Experimenty s DSC
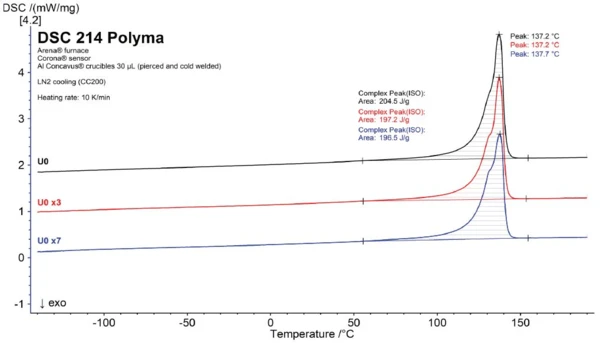
Výsledky měření DSC jsou uvedeny na obrázku 3. Všechny tři vzorky vykazují podobné chování při tání. Průměrná vrcholová teplota tání je 137,4 °C ± 0,3 °C. Existují však drobné rozdíly, které lze pozorovat v entalpii tání a tvaru události tání. S rostoucím počtem cyklů vytlačování klesá celková entalpie tání z 204,5 J/g na 196,5 J/g. Tyto hodnoty jsou v dobré shodě s hodnotami semikrystalického PE-HD [7]. V souladu s tím byla stanovena nižší krystalická frakce; ta klesá z 69,78 % na 67,07 %. Nejvýraznějším rozdílem je tvar události tání. Všechny tři vzorky vykazují konvolut dvou různých odlišných událostí tání. To se projevuje jako rameno na levé straně vrcholu tání. S rostoucím počtem cyklů vytlačování se zdá, že levé rameno je výraznější, protože se zvyšuje nízkomolekulární frakce.
Diskuse
V literatuře jsou diskutovány dva mechanismy, které mohou vést ke změně mechanických vlastností při nůžkových a síťovacích reakcích. Pokud jde o CreepCreep popisuje plastickou deformaci závislou na čase a teplotě při působení konstantní síly. Při působení konstantní síly na pryžovou směs není počáteční deformace vzniklá působením síly pevně daná. Deformace se s časem zvětšuje.creep, polymery s vyšším stupněm zesíťování obvykle vykazují lepší odolnost proti creepu [3]. Zde získané výsledky naznačují, že lepší odolnost proti tečení vyplývá ze zesíťování, které je dominantním mechanismem během opakovaných cyklů vytlačování. Sedmkrát vytlačovaný vzorek, který vykazuje optimální výsledky při zkouškách creepu, však vykazuje nižší odolnost proti creepu při teplotách nad 100-105 °C ve srovnání s ostatními dvěma vzorky. To může souviset s krystalickou frakcí uvnitř vzorků. Nižší teplota tání zvyšuje homologní teplotu.
V tomto ohledu měření DSC neodhalilo žádnou změnu teploty tání u žádného ze vzorků. Výrazné drobné změny, jako je nižší entalpie tání U0 x7 a U0 x3 a také změna tvaru události tání, však mohou vysvětlovat pozorovanou změnu v chování vzorku při tečení. Dvě překrývající se endotermické události tání naznačují bimodální distribuci velikosti krystalitů přítomných v polymerech.
Nad skelným přechodem, ale pod bodem tání polymerů, určuje chování při tečení objemový podíl amorfní mikrostruktury. Na základě výsledků creepového měření DMA je možné, že polymerní řetězce v amorfním objemu se s vyššími cykly vytlačování stále více zesíťují. S rostoucí teplotou hraje objemový podíl krystalitů stále důležitější roli z hlediska chování při tečení. Výsledky DSC naznačují nižší objemový podíl přítomných krystalitů u vzorků U0 x3 a U0 x7. To však závisí na rozdělení velikosti krystalitů u jednotlivých vzorků. Menší krystality mají tendenci se tavit dříve než větší krystality. Na základě pozorovaných případů tání se podíl krystalitů s nižší taveninou přítomných ve vzorcích zvyšuje s vyšším počtem cyklů vytlačování. Při vyšších homogenních teplotách tak mají nízkotající krystality rostoucí vliv na chování při tečení.
K přesné interpretaci je však třeba přistupovat s opatrností, neboť bez znalosti mikrostruktury a použitých přísad v polymeru je obtížné vyvozovat určité závěry.
Závěr
Většina běžných termoplastických polymerů má nízký bod tání. Proto jsou při okolních a zvýšených teplotách náchylné k creepu. Při zvýšených teplotách, například v automobilech v horkých letních dnech, je třeba dávat pozor, aby tyto výrobky nebyly vystaveny tak vysokým teplotám po delší dobu. Statické síly způsobené těžkými břemeny (např. jinými spotřebními výrobky) umístěnými na plastové výrobky mohou v kombinaci se zvýšenými teplotami způsobit tečení v krátkém časovém období. V nejhorším případě mohou plastové lahve nebo jiné plastové výrobky ztratit svou primární užitnou funkci v důsledku trvalé deformace. Je třeba poznamenat, že k tečení dochází i při nižších teplotách, ale v delším časovém měřítku.