Часть 1 - Влияние многократной экструзионной обработки на поведение при ползучести полимеров PE-HD
Введение
Полимеры стали незаменимы во многих сферах нашей жизни, в том числе и в упаковочной промышленности, предлагая универсальные решения, такие как пленки, листы, бутылки и пенопластовые контейнеры. Легкий вес, долговечность и адаптивность делают их идеальными для транспортировки, защиты и сохранения продуктов в различных отраслях. Одним из таких применений является использование бимодального полиэтилена высокой плотности (PE-HD) в бутылках для моющих средств, поскольку его уникальная молекулярная структура обеспечивает превосходный баланс прочности, долговечности и устойчивости к растрескиванию под воздействием окружающей среды, гарантируя надежную работу при хранении и обработке. В настоящее время большинство отраслей промышленности сталкиваются со все более жесткими ограничениями в отношении квот на переработку отходов и целевых показателей выбросов CO2. В Европейском союзе так называемый "Зеленый курс" устанавливает цель, согласно которой к 2030 году 55 % всех отходов пластиковой упаковки должно быть переработано [1]. Поэтому перед разработчиками полимерных изделий стоит задача производить продукцию с необходимой долей вторсырья и при этом соответствовать стандартам качества своих клиентов.
Среди полимеров, наиболее часто используемых в качестве вторичного сырья (PCR), - термопласты, такие как полиэтилен (PE), полипропилен (PP) или полиэтилентерефталат (PET) [2]. Термопласты позволяют легко перерабатывать материал путем его переплавки и многократной переработки в желаемую конечную форму. Однако использование полимеров PCR не лишено недостатков. В процессе переработки (например, литья под давлением) такие материалы, как полиэтилен, подвергаются двум различным процессам деградации [3]: Расщепление цепи и сшивание за счет рекомбинации частей полимерной цепи. Кроме того, может происходить термоокислительная деструкция.
Важно отметить, что влияние этих механизмов деградации может не одинаково сказываться на соответствующих механических свойствах. В зависимости от того, какая из этих реакций преобладает в процессе переработки, изменения механических свойств будут различными в каждой конкретной ситуации. Например, увеличение модуля Юнга или уменьшение удлинения при разрыве наблюдается при преобладании реакций сшивания. Аналогично, реакция расщепления может привести к противоположному результату. Поэтому отдельные свойства должны изучаться отдельно, в зависимости от применения конечного продукта [3].
Далее с помощью прибора DMA 303 Eplexor®® было исследовано поведение при ползучести бимодального полимера PE-HD, обычно используемого в бутылках для моющих средств. Разница между каждым из трех образцов PE-HD заключается в количестве циклов экструзии, которым подвергался материал. Здесь сравниваются полимеры PE-HD, экструдированные один раз (x1), три раза (x3) и семь раз (x7).
Creep
Ползучесть - это постоянная, зависящая от времени деформация при повышенной гомологической температуре, которая представляет собой температуру T, нормированную на температуру плавления Tm материала,
вызванное постоянным приложенным напряжением ниже предела упругости. Поскольку полукристаллические полимеры имеют довольно низкие температуры плавления, их гомологическая температура в процессе эксплуатации, даже при комнатной температуре, относительно высока по сравнению с другими классами материалов, такими как металлы или керамика. Этот факт требует от разработчиков полимерных изделий знать об этом режиме деформации, поскольку он может привести к нежелательным последствиям, если поведение материала при ползучести не будет достаточно хорошо изучено. Наглядный пример показан на рисунке 1, где изображено дно пластиковой бутылки из ПЭТ. Здесь полимер деформировался под действием давления воздуха, находящегося внутри бутылки, из-за повышенной температуры, которая возникает в автомобиле летом. Оба фактора привели к необратимой деформации многоразовой пластиковой бутылки, сделав ее непригодной для использования по назначению.
В процессе ползучести материалы проходят три различные стадии, называемые первичной, вторичной, или устойчивой, и третичной ползучестью.

При приложении напряжения материал немедленно деформируется упруго в соответствии с модулем Юнга материала. С увеличением времени скорость деформации уменьшается, пока не достигнет второй стадии, на которой скорость деформации остается постоянной. При достижении пороговой деформации материал начинает расслаиваться. Это вызывает локальное увеличение напряжения, которое еще больше ускоряет скорость деформации, пока материал не разрушится [4].
Измерения ползучести при растяжении, подобные тем, что проводятся в данном случае, регламентируются стандартами ASTM D2990 и ISO 899-1.
Эксперименты по ползучести проводились в соответствии со ступенчатым изотермическим методом, представленным в [5], при котором нагрузка поддерживается постоянной, а температура повышается ступенчато. Этот метод важен для ускоренного тестирования долговременного поведения полимерных образцов при ползучести.
Экспериментальный
Материал
Образцы PE-HD, использованные для экспериментов по ползучести, имеют бимодальную молекулярную структуру. Бимодальная молекулярная структура PE-HD особенно актуальна для бутылок с моющими средствами благодаря ее способности обеспечивать оптимальный баланс высокой прочности, вязкости и устойчивости к образованию трещин под воздействием окружающей среды. Эта структура состоит из комбинации короткоцепочечных и длинноцепочечных молекул, что повышает жесткость и ударопрочность материала при сохранении гибкости. Благодаря этим свойствам бимодальный PE-HD идеально подходит для упаковки агрессивных химикатов и тяжелых жидкостей, таких как моющие средства, для которых требуются прочные и герметичные контейнеры.
Полимерные образцы были изготовлены методом двухшнековой экструзии, за которым последовал процесс вытяжки, в результате чего получились листы толщиной около 0,75 мм. Из них вырезали образцы в форме собачьей кости вдоль машинного направления, т.е. вдоль направления экструзии листов. Толщина и ширина уменьшенной части образцов составляли примерно 0,75 мм и 4 мм, соответственно. Длина образцов контролировалась длиной зажима держателя образцов с натяжением и составляла около 20 мм для всех экспериментов.
Измерения ДМА
Определение параметров измерений проводилось в программе NETZSCH Proteus® DMA. Все параметры приведены в таблице 1.
Таблица 1: Обзор параметров измерений, использованных в экспериментах по ползучести DMA
| Параметр | Значение |
| Прибор | DMA 303 Eplexor® |
| Режим измерения | Натяжение |
| Размеры образца | ≈0,75 мм × ≈3,9 мм × 20 мм |
| Атмосфера | Статический воздух |
Измерение ползучести | |
| Температура | Изотермическая при 25 ... 120°C (с шагом 5°C, каждый шаг в течение 1 ч) |
| Контактное напряжение | 1 МПа |
| Тип статической нагрузки | Напряжение |
| Целевое значение | 1 МПа (100 % предел) |
Перед серией измерений проводилось корректирующее измерение с пустыми тиглями, чтобы вычесть из измерений образца вклад теплового потока и базовые эффекты, обусловленные тиглями. Калибровка чувствительности к температуре и тепловому потоку проводилась с адамантаном (C10H16), водой, индием, висмутом и оловом. Все необходимые параметры, использованные для данной серии экспериментов, приведены в таблице 2.
Таблица 2: Обзор параметров измерения, использованных в экспериментах ДСК
| Параметр | Значение |
| Прибор | ДСК 214 Polyma |
| Масса образца | ≈10...12 мг |
| Крюсиль | Al Concavus®, 30 мкл (прокалывание, холодная сварка) |
| Температурный интервал | -160°C ... 190°C |
| Атмосфера | N2 40 мл/мин (продувка 2) N2 40 мл/мин (защитная) |
| Охлаждающее устройство | CC200 охлаждение LN2 |
| Скорость нагрева | 10 К/мин |
| Скорость охлаждения | 10 К/мин |
Результаты измерений
Ползучесть DMA
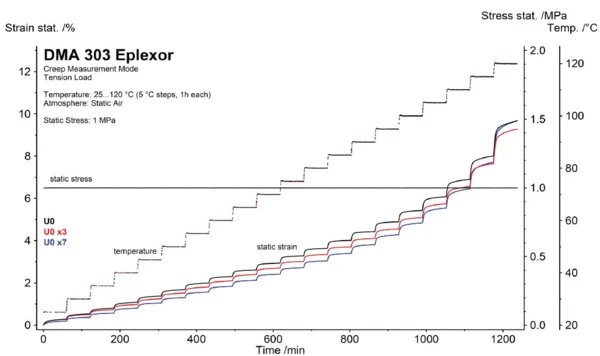
Результаты экспериментов по ползучести для всех трех полимеров PE-HD, экструдированных в течение различного количества циклов, обобщены на рисунке 2. Черные, красные и синие кривые представляют данные для образцов, экструдированных один, три и семь раз, соответственно. Сплошные кривые показывают удлинение образца при статической деформации; соответствующие температуры показаны пунктирными кривыми.
В целом можно отметить, что скорость деформации увеличивается с ростом температуры для всех исследованных полимеров. В частности, вблизи точки плавления скорость деформации значительно возрастает.
Гораздо ниже температуры плавления PE-HD, которая составляет около 125-135°C [7], наблюдается четкая зависимость между сопротивлением ползучести и количеством циклов экструзии. Чем больше циклов прошел материал, тем выше его сопротивление ползучести. При высоких температурах, близких к температуре плавления PE-HD, скорость деформации для U0 x7 (синие кривые) ускоряется с ростом температуры по сравнению с U0 (черные кривые) и U0 x3 (красные кривые).
В конце изотермического этапа при 85°C (48000 с) образец U0 демонстрирует общую деформацию 4,01%, U0 x3 - 3,70%, а U0 x7 - всего 3,40%. В конце измерения ползучести при 120°C общая деформация практически одинакова для образцов U0 x7 и U0 - 9,68% и 9,66%, соответственно. Образец U0 x3 демонстрирует наилучшие показатели ползучести в течение всего времени/температуры с общей деформацией 9,28 %. Следует отметить, что тепловое расширение также играет роль в этих пошаговых температурных протоколах. Таким образом, этот фактор необходимо учитывать при сравнении общих деформаций для каждого из образцов при определенной температуре.
Эксперименты по ДСК
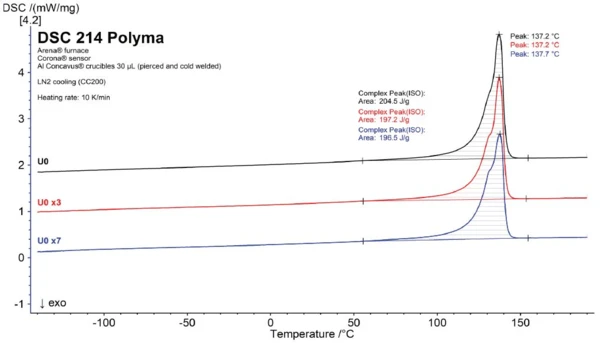
Результаты измерений ДСК показаны на рисунке 3. Все три образца демонстрируют схожее поведение при плавлении. Средняя пиковая температура плавления составляет 137,4°C ± 0,3°C. Однако в энтальпии плавления и форме события плавления наблюдаются незначительные различия. С увеличением количества циклов экструзии общая энтальпия плавления снижается с 204,5 Дж/г до 196,5 Дж/г. Эти значения хорошо согласуются со значениями для полукристаллического PE-HD [7]. Соответственно, была определена более низкая кристаллическая фракция, которая снизилась с 69,78 до 67,07 %. Наиболее ярким отличием является форма события плавления. Во всех трех образцах наблюдается слияние двух различных событий плавления. Это проявляется в виде плеча на левой стороне пика плавления. При увеличении количества циклов экструзии левое плечо становится более выраженным по мере увеличения низкомолекулярной фракции.
Обсуждение
В литературе обсуждаются два механизма, которые могут приводить к изменению механических свойств: реакции ножниц и сшивки. Что касается ползучести, то полимеры с более высокой степенью сшивки обычно демонстрируют лучшее сопротивление ползучести [3]. Полученные здесь результаты позволяют предположить, что улучшение сопротивления ползучести обусловлено сшиванием, которое является доминирующим механизмом во время многократных циклов экструзии. Однако образец, экструдированный семь раз и показавший оптимальные результаты в испытаниях на ползучесть, продемонстрировал более низкое сопротивление ползучести при температурах выше 100-105°C по сравнению с двумя другими образцами. Это может быть связано с содержанием кристаллической фракции в образцах. Более низкая температура плавления повышает гомологическую температуру.
В этом отношении измерения ДСК не выявили изменений в температуре плавления ни одного из образцов. Однако такие незначительные изменения, как более низкая энтальпия плавления U0 x7 и U0 x3, а также изменение формы события плавления, могут объяснить наблюдаемые изменения в поведении образца при ползучести. Два перекрывающихся эндотермических события плавления указывают на бимодальное распределение кристаллитов по размерам, присутствующих в полимерах.
Выше стеклования, но ниже температуры плавления полимеров, объемная доля аморфной микроструктуры определяет поведение при ползучести. Основываясь на результатах DMA-спектроскопии, можно предположить, что полимерные цепи в аморфном объеме становятся все более сшитыми при увеличении числа циклов экструзии. С повышением температуры объемная доля кристаллитов играет все более важную роль в поведении при ползучести. Результаты ДСК свидетельствуют о более низкой объемной доле кристаллитов в образцах U0 x3 и U0 x7. Однако это зависит от распределения кристаллитов по размерам для каждого образца. Мелкие кристаллиты, как правило, плавятся раньше, чем крупные. Судя по наблюдаемым событиям плавления, доля низкоплавких кристаллитов, присутствующих в образцах, увеличивается при большем количестве циклов экструзии. Таким образом, при более высоких гомологических температурах низкоплавкие кристаллиты оказывают все большее влияние на поведение при ползучести.
Однако к точной интерпретации следует относиться с осторожностью, так как сложно делать определенные выводы, не зная микроструктуры и добавок, используемых в полимере.
Заключение
Большинство распространенных термопластичных полимеров имеют низкую температуру плавления. Это делает их восприимчивыми к эффекту ползучести при температурах окружающей среды и повышенных температурах. При повышенных температурах, например, в автомобилях в жаркие летние дни, необходимо соблюдать осторожность и не подвергать изделия воздействию высоких температур в течение длительного времени. Статические силы от тяжелых грузов (например, других потребительских товаров), помещенных на пластиковые изделия, в сочетании с повышенными температурами могут вызвать ползучесть за короткий период времени. В худшем случае пластиковые бутылки или другие пластиковые изделия могут потерять свою основную потребительскую функцию из-за постоянной деформации. Следует отметить, что ползучесть происходит и при более низких температурах, но в более длительном временном масштабе.