Osa 1 - Toistuvan ekstruusiokäsittelyn vaikutus PE-HD-polymeerien virumiskäyttäytymiseen
Johdanto
Polymeereistä on tullut korvaamattomia monilla elämänalueilla, myös pakkausteollisuudessa, sillä ne tarjoavat monipuolisia ratkaisuja, kuten kalvoja, levyjä, pulloja ja vaahtomuovipakkauksia. Keveytensä, kestävyytensä ja mukautuvuutensa ansiosta ne ovat ihanteellisia tuotteiden kuljettamiseen, suojaamiseen ja säilyttämiseen eri aloilla. Yksi tällainen sovellus on bimodaalisen suuritiheyksisen polyeteenin (PE-HD) käyttö pesuainepulloissa, sillä sen ainutlaatuinen molekyylirakenne tarjoaa erinomaisen tasapainon lujuuden, kestävyyden ja ympäristörasituksen särönkestävyyden välillä, mikä takaa luotettavan suorituskyvyn varastoinnin ja käsittelyn aikana. Useimmilla teollisuudenaloilla on tällä hetkellä yhä tiukempia kierrätyskiintiöitä ja CO2-päästötavoitteita koskevia rajoituksia. Euroopan unionissa niin sanotussa "vihreässä sopimuksessa" asetetaan tavoitteeksi, että 55 prosenttia kaikesta muovipakkausjätteestä olisi kierrätettävä vuoteen 2030 mennessä [1]. Polymeerituotteiden suunnittelijat joutuvat näin ollen kohtaamaan haasteen valmistaa vaaditulla kierrätysmateriaalin osuudella ja täyttää samalla asiakkaiden laatuvaatimukset.
Yleisimmin kulutuksen jälkeen kierrätettyinä polymeereinä (post-consumer recycled, PCR) käytettyjä polymeerejä ovat kestomuovit, kuten polyeteeni (PE), polypropeeni (PP) tai polyeteenitereftalaatti (PET) [2]. Lämpömuovit mahdollistavat helpon kierrätyksen sulattamalla materiaali uudelleen ja käsittelemällä se toistuvasti haluttuun lopulliseen muotoon. PCR-polymeerien käyttö ei kuitenkaan ole täysin ongelmatonta. Käsittelyn (esim. ruiskuvalun) aikana PE:n kaltaisilla materiaaleilla on kaksi erilaista hajoamisprosessia [3]: Ketjujen pilkkoutuminen ja polymeeriketjujen osien uudelleenkombinaatiosta johtuva ristisilloittuminen. Lisäksi voi tapahtua termo-oksidatiivista hajoamista.
Tärkeää on, että näiden hajoamismekanismien vaikutus ei välttämättä vaikuta samalla tavalla asianomaisiin mekaanisiin ominaisuuksiin. Riippuen siitä, mikä näistä reaktioista on vallitseva uudelleenkäsittelyn aikana, mekaanisten ominaisuuksien muutokset ovat erilaisia kussakin erityistilanteessa. Esimerkiksi Youngin moduulin nousu tai murtovenymän pieneneminen havaitaan, kun Kovettuminen (ristisilloitusreaktiot)Kirjaimellisesti käännettynä termi "crosslinking" tarkoittaa "ristiverkostoitumista". Kemiallisessa yhteydessä sitä käytetään reaktioista, joissa molekyylit yhdistetään toisiinsa kovalenttisilla sidoksilla ja muodostetaan kolmiulotteisia verkkoja.ristisilloitusreaktiot ovat hallitsevia. Samoin pilkkoutumisreaktio voi johtaa päinvastaiseen lopputulokseen. Siksi yksittäisiä ominaisuuksia on tutkittava erikseen lopputuotteen käyttökohteen mukaan [3].
Seuraavassa tutkitaan pesuainepulloissa tyypillisesti käytettävän bimodaalisen PE-HD-polymeerin virumiskäyttäytymistä DMA 303 Eplexor®® -laitteella. Kunkin kolmen PE-HD-näytteen välinen ero on se, kuinka monta ekstruusiosykliä materiaali on läpikäynyt. Tässä vertaillaan PE-HD-polymeerejä, jotka on ekstrudoitu kerran (x1), kolme kertaa (x3) ja seitsemän kertaa (x7).
Hyypiö
Viruminen on pysyvä, ajasta riippuvainen muodonmuutos kohonneissa homologisissa lämpötiloissa, jotka ovat materiaalin sulamispisteeseen Tm normalisoitu lämpötila T,
joka aiheutuu kimmorajan alapuolella olevasta vakiojännityksestä. Koska puolikiteisillä polymeereillä on melko alhaiset sulamispisteet, niiden homologinen käyttölämpötila jopa huoneenlämmössä on suhteellisen korkea verrattuna muihin materiaaliluokkiin, kuten metalleihin tai keramiikkaan. Tämän vuoksi polymeerituotteiden suunnittelijoiden on oltava tietoisia tästä muodonmuutosmuodosta, sillä se voi johtaa ei-toivottuihin seurauksiin, jos materiaalin virumiskäyttäytymistä ei tunneta hyvin. Kuvassa 1 on havainnollistava esimerkki PET-muovipullon pohjasta. Tässä tapauksessa polymeeri muodonmuutos tapahtui pullon sisälle jääneen ilman paineen kasvaessa, mikä johtui autossa kesällä vallitsevista korkeista lämpötiloista. Molemmat tekijät johtivat uudelleenkäytettävän muovipullon pysyvään muodonmuutokseen, jolloin sitä ei voitu enää käyttää aiottuun tarkoitukseen.
Materiaalit käyvät virumisen aikana läpi kolme erillistä vaihetta, joita kutsutaan primaariseksi, sekundaariseksi tai vakaan tilan ja tertiääriseksi virumiseksi.

Kun materiaaliin kohdistetaan jännitys, se muuttuu välittömästi elastisesti materiaalin Youngin moduulin mukaisesti. Ajan kasvaessa muodonmuutosnopeus pienenee, kunnes saavutetaan toinen vaihe, jossa muodonmuutosnopeus pysyy vakiona. Kun kynnysvenymä on saavutettu, materiaali pyrkii alkamaan kaulittua. Tämä aiheuttaa paikallisen jännityksen kasvun, joka kiihdyttää venymänopeutta edelleen, kunnes materiaali pettää [4].
Vetovetomurtumamittaukset, kuten tässä suoritetut mittaukset, kuuluvat ASTM D2990- ja ISO 899-1 -standardien soveltamisalaan.
Virumiskokeet tehtiin [5] esitetyn asteittaisen isotermisen menetelmän mukaisesti, jossa kuormitus pidetään vakiona ja lämpötilaa nostetaan asteittain. Tämä menetelmä on tärkeä polymeerinäytteiden pitkäaikaisen virumiskäyttäytymisen nopeutetussa testauksessa.
Kokeellinen
Materiaali
Näissä virumiskokeissa käytetyillä PE-HD-näytteillä on bimodaalinen molekyylirakenne. PE-HD:n bimodaalinen molekyylirakenne on erityisen tärkeä pesuainepulloissa, koska se pystyy tarjoamaan optimaalisen tasapainon suuren lujuuden, sitkeyden ja ympäristön rasitushalkeamien kestävyyden välillä. Tämä rakenne koostuu lyhytketjuisten ja pitkäketjuisten molekyylien yhdistelmästä, joka parantaa materiaalin jäykkyyttä ja iskunkestävyyttä säilyttäen samalla joustavuuden. Näiden ominaisuuksien ansiosta bimodaalinen PE-HD soveltuu erinomaisesti aggressiivisten kemikaalien ja raskaiden nesteiden, kuten pesuaineiden, pakkaamiseen, kun tarvitaan kestäviä ja tiiviitä säiliöitä.
Polymeerinäytteet valmistettiin aluksi kaksiruuviextruusiolla, jota seurasi vetoprosessi, jonka tuloksena saatiin noin 0,75 mm:n paksuisia levyjä. Näistä leikattiin koiranluun muotoisia näytteitä koneen suunnassa eli levyjen ekstruusiosuunnan suuntaisesti. Näytteiden pienennetyn osan paksuus oli noin 0,75 mm ja leveys 4 mm. Näytteiden pituutta säädettiin jännitysnäytteen pidikkeen kiinnityspituudella, ja se oli kaikissa kokeissa noin 20 mm.
DMA-mittaukset
Mittausten määritys suoritettiin NETZSCH Proteus® DMA-ohjelmistolla. Taulukossa 1 on yhteenveto kaikista parametreista.
Taulukko 1: Yleiskatsaus DMA:n virumiskokeissa käytetyistä mittausparametreista
| Parametri | Arvo |
| Laite | DMA 303 Eplexor® |
| Mittaustila | Jännitys |
| Näytteen mitat | ≈0,75 mm × ≈3,9 mm × 20 mm |
| Atmosfääri | Staattinen ilma |
Virumismittaus | |
| Lämpötila | IsoterminenKontrolloidussa ja vakiolämpötilassa tehtäviä testejä kutsutaan isotermisiksi.Isoterminen 25 ... 120 °C:n lämpötilassa (5 °C:n vaiheet, kukin vaihe 1 h) |
| Kosketusjännitys | 1 MPa |
| Staattinen kuormitustyyppi | Jännitys |
| Tavoitearvo | 1 MPa (100 % raja) |
Ennen mittaussarjaa tehtiin korjausmittaus tyhjillä upokkailla, jotta näytemittauksista voitiin vähentää lämpövirran vaikutus ja upokkaista johtuvat perusviivan vaikutukset. Lämpötila- ja lämpövirtaherkkyyden kalibrointi suoritettiin adamantaanilla (C10H16), vedellä, indiumilla, vismutilla ja tinalla. Kaikki tässä koesarjassa käytetyt tarvittavat parametrit on esitetty yhteenvetona taulukossa 2.
Taulukko 2: Yleiskatsaus DSC-kokeissa käytetyistä mittausparametreista
| Parametri | Arvo |
| Laite | DSC 214 Polyma |
| Näytteen massa | ≈ 10...12 mg |
| Upokas | Al Concavus®, 30 μl (lävistys, kylmähitsattu) |
| Lämpötilaväli | -160°C ... 190°C |
| Ilmakehä | N2 40 ml/min (puhdistus 2) N2 40 ml/min (suojaus) |
| Jäähdytyslaite | CC200 LN2-jäähdytys |
| Lämmitysnopeus | 10 K/min |
| Jäähdytysnopeus | 10 K/min |
Mittaustulokset
DMA Creep
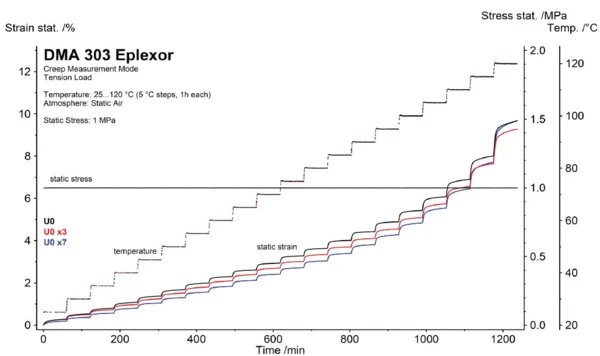
Kuvassa 2 esitetään yhteenveto kaikkien kolmen PE-HD-polymeerin virumiskokeiden tuloksista, jotka on ekstrudoitu eri syklimäärillä. Mustat, punaiset ja siniset käyrät edustavat vastaavasti yhden, kolmen ja seitsemän kertaa puristettujen näytteiden tietoja. Kiinteät käyrät osoittavat näytteen venymän staattisena venymänä; vastaavat lämpötilat esitetään katkoviivoitettuina käyrinä.
Yleisesti voidaan havaita, että venymänopeus kasvaa lämpötilan kasvaessa kaikilla tutkituilla polymeereillä. Erityisesti lähellä sulamispisteen alkamista venymänopeus kasvaa merkittävästi.
Kaukana PE-HD:n sulamispisteen alapuolella, joka on noin 125-135 °C [7], on selvä yhteys virumiskestävyyden ja ekstruusiosyklien lukumäärän välillä. Mitä enemmän syklejä materiaali on läpikäynyt, sitä korkeampi on sen virumiskestävyys. Korkeissa lämpötiloissa, lähellä PE-HD:n sulamispistettä, U0 x7:n (siniset käyrät) venymisnopeus kiihtyy enemmän lämpötilan kasvaessa verrattuna U0:aan (mustat käyrät) ja U0 x3:een (punaiset käyrät).
Isotermisen vaiheen lopussa 85 °C:ssa (48000 s) U0-näytteessä kokonaisvenymä on 4,01 %, U0 x3-näytteessä 3,70 % ja U0 x7-näytteessä vain 3,40 %. Virumamittauksen lopussa 120 °C:ssa kokonaisvenymä on lähes sama U0 x7- ja U0-näytteissä, ja kokonaisvenymä on 9,68 % ja 9,66 %. U0 x3-näytteellä on paras virumisominaisuus koko aika/lämpötilaohjelman ajan, ja sen kokonaisvenymä on 9,28 %. On huomattava, että myös lämpölaajenemisella on merkitystä näissä vaiheittaisissa lämpötilaprotokollien yhteydessä. Näin ollen tämä tekijä on otettava huomioon, kun verrataan kunkin näytteen kokonaismuodonmuutoksia tietyssä lämpötilassa.
DSC-kokeet
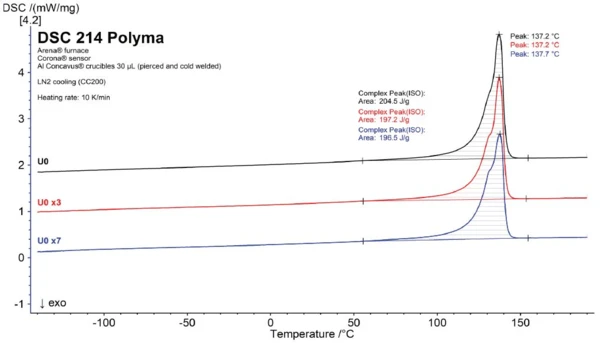
DSC-mittausten tulokset esitetään kuvassa 3. Kaikilla kolmella näytteellä on samanlainen sulamiskäyttäytyminen. Sulamistapahtuman keskimääräinen huippulämpötila on 137,4 °C ± 0,3 °C. Sulamisentalpiassa ja sulamistapahtuman muodossa on kuitenkin havaittavissa pieniä eroja. Ekstruusiosyklien määrän kasvaessa sulamisen kokonaisentalpia laskee 204,5 J/g:sta 196,5 J/g:aan. Nämä arvot ovat hyvässä sopusoinnussa puolikiteisen PE-HD:n arvojen kanssa [7]. Vastaavasti on määritetty pienempi kiteinen osuus; se laskee 69,78 prosentista 67,07 prosenttiin. Silmiinpistävin ero on sulamistapahtuman muoto. Kaikissa kolmessa näytteessä on havaittavissa kahden erilaisen sulamistapahtuman yhdistelmä. Tämä näkyy olkapäänä sulamispiikin vasemmalla puolella. Ekstruusiosyklien lisääntyessä vasen olkapää näyttää korostuvan, kun pienen molekyylipainon osuus kasvaa.
Keskustelu
Kirjallisuudessa on käsitelty kahta mekanismia, jotka voivat johtaa mekaanisten ominaisuuksien muuttumiseen saksi- ja ristisilloitusreaktioissa. Mitä tulee virumiseen, polymeereillä, joilla on suurempi ristisilloittumisaste, on yleensä parempi virumiskestävyys [3]. Tässä saadut tulokset viittaavat siihen, että parempi virumiskestävyys johtuu ristisilloittumisesta, joka on hallitseva mekanismi toistuvien puristussyklien aikana. Seitsemän kertaa ekstrudoidussa näytteessä, joka osoitti optimaalista suorituskykyä virumiskokeissa, virumiskestävyys oli kuitenkin alhaisempi yli 100-105 °C:n lämpötilassa kuin kahdessa muussa näytteessä. Tämä saattaa liittyä näytteiden sisältämään kiteiseen fraktioon. Alempi Sulamislämpötilat ja lämpöarvotAineen fuusioentalpia, joka tunnetaan myös latenttina lämpönä, on mitta, jolla mitataan energiapanosta, yleensä lämpöä, joka tarvitaan aineen muuttamiseksi kiinteästä olomuodosta nestemäiseksi. Aineen sulamispiste on lämpötila, jossa aine vaihtaa olomuotoaan kiinteästä olomuodosta (kiteinen) nestemäiseksi olomuodoksi (isotrooppinen sula).sulamispiste nostaa homologista lämpötilaa.
Tältä osin DSC-mittaukset osoittavat, että minkään näytteen Sulamislämpötilat ja lämpöarvotAineen fuusioentalpia, joka tunnetaan myös latenttina lämpönä, on mitta, jolla mitataan energiapanosta, yleensä lämpöä, joka tarvitaan aineen muuttamiseksi kiinteästä olomuodosta nestemäiseksi. Aineen sulamispiste on lämpötila, jossa aine vaihtaa olomuotoaan kiinteästä olomuodosta (kiteinen) nestemäiseksi olomuodoksi (isotrooppinen sula).sulamislämpötila ei ole muuttunut. Erilaiset pienet muutokset, kuten U0 x7:n ja U0 x3:n alhaisempi sulamisentalpia sekä sulamistapahtuman muodon muutos, saattavat kuitenkin selittää havaitun muutoksen näytteen virumiskäyttäytymisessä. Kaksi päällekkäistä endotermistä sulamistapahtumaa viittaavat polymeereissä olevien kiteiden bimodaaliseen kokojakaumaan.
Lasisiirtymän yläpuolella mutta polymeerien sulamispisteen alapuolella amorfisen mikrorakenteen tilavuusosuus määrää virumiskäyttäytymisen. DMA:n virumistulosten perusteella on mahdollista, että amorfisen tilavuuden sisällä olevat polymeeriketjut muuttuvat yhä enemmän ristisilloittuneiksi, kun ekstruusiosyklien määrä kasvaa. Lämpötilan noustessa kiteiden tilavuusosuudella on yhä tärkeämpi rooli virumiskäyttäytymisen kannalta. DSC-tulokset viittaavat siihen, että U0 x3- ja U0 x7-näytteiden kiteiden tilavuusosuus on pienempi. Tämä riippuu kuitenkin kunkin näytteen kiteiden kokojakaumasta. Pienemmillä kiteillä on taipumus sulaa aikaisemmin kuin suuremmilla kiteillä. Havaittujen sulamistapahtumien perusteella näytteissä olevien heikommin sulavien kiteiden osuus kasvaa, kun puristussyklien määrä kasvaa. Näin ollen korkeammissa homologisissa lämpötiloissa matalammin sulavilla kiteillä on kasvava vaikutus virumiskäyttäytymiseen.
Tarkkaan tulkintaan on kuitenkin suhtauduttava varovaisesti, koska on vaikea tehdä varmoja johtopäätöksiä ilman tietoa mikrorakenteesta ja polymeerissä käytetyistä lisäaineista.
Päätelmä
Useimmilla tavallisilla kestomuovipolymeereillä on alhainen Sulamislämpötilat ja lämpöarvotAineen fuusioentalpia, joka tunnetaan myös latenttina lämpönä, on mitta, jolla mitataan energiapanosta, yleensä lämpöä, joka tarvitaan aineen muuttamiseksi kiinteästä olomuodosta nestemäiseksi. Aineen sulamispiste on lämpötila, jossa aine vaihtaa olomuotoaan kiinteästä olomuodosta (kiteinen) nestemäiseksi olomuodoksi (isotrooppinen sula).sulamispiste. Tämän vuoksi ne ovat alttiita virumisilmiöille ympäristön lämpötiloissa ja korkeissa lämpötiloissa. Kun esiintyy kohonneita lämpötiloja, kuten autoissa kuumina kesäpäivinä, on varottava altistamasta näitä tuotteita korkeille lämpötiloille pitkiä aikoja. Muovituotteisiin kohdistuvien raskaiden painojen (esim. muiden kulutustavaroiden) aiheuttamat staattiset voimat yhdessä kohonneiden lämpötilojen kanssa voivat aiheuttaa virumista lyhyessä ajassa. Pahimmassa tapauksessa muovipullot tai muut muovituotteet voivat menettää ensisijaisen käyttötarkoituksensa pysyvän muodonmuutoksen vuoksi. On huomattava, että virumista tapahtuu myös alhaisemmissa lämpötiloissa, mutta pidemmällä aikavälillä.