Parte 1 - Influencia del procesamiento por extrusión repetida en el comportamiento de fluencia de los polímeros PE-HD
Introducción
Los polímeros se han hecho indispensables en muchos ámbitos de nuestra vida, incluida la industria del envasado, ofreciendo soluciones versátiles como películas, láminas, botellas y envases de espuma. Su ligereza, durabilidad y adaptabilidad los hacen ideales para transportar, proteger y conservar productos en diversos sectores. Una de estas aplicaciones es el uso de polietileno bimodal de alta DensidadLa densidad de masa se define como la relación entre la masa y el volumen. densidad (PE-HD) en botellas de detergente, ya que su estructura molecular única proporciona un excelente equilibrio entre fuerza, durabilidad y resistencia a las grietas por tensión ambiental, garantizando un rendimiento fiable durante el almacenamiento y la manipulación. En la actualidad, la mayoría de las industrias se enfrentan a restricciones cada vez más estrictas en cuanto a cuotas de reciclado y objetivos de emisiones de CO2. En la Unión Europea, el llamado "Pacto Verde" establece el objetivo de que el 55% de todos los residuos de envases de plástico se reciclen para 2030 [1]. Por tanto, los ingenieros de productos poliméricos se enfrentan al reto de fabricar con la porción necesaria de reciclados sin dejar de cumplir las normas de calidad de sus clientes.
Entre los polímeros más utilizados como polímeros reciclados postconsumo (PCR) se encuentran los termoplásticos, como el polietileno (PE), el polipropileno (PP) o el tereftalato de polietileno (PET) [2]. Los termoplásticos permiten un fácil reciclado refundiendo el material y procesándolo repetidamente para darle la forma final deseada. Sin embargo, el uso de polímeros PCR no está exento de desventajas. Durante el procesado (por ejemplo, el moldeo por inyección), materiales como el PE presentan dos procesos de degradación distintos [3]: La escisión de la cadena y la reticulación debida a la recombinación de partes de la cadena polimérica. Además, puede producirse una degradación termo-oxidativa.
Es importante destacar que el efecto de estos mecanismos de degradación puede no afectar de la misma manera a las propiedades mecánicas relevantes. Dependiendo de cuál de estas reacciones domine durante el reprocesamiento, los cambios en las propiedades mecánicas serán diferentes para cada situación específica. Por ejemplo, se observa un aumento del módulo de Young o una disminución del alargamiento a la rotura cuando dominan las reacciones de entrecruzamiento. Del mismo modo, una reacción de escisión puede producir el resultado opuesto. Por lo tanto, las propiedades individuales deben estudiarse por separado, dependiendo de la aplicación del producto final [3].
A continuación, se investigó el comportamiento a la fluencia de un polímero PE-HD bimodal utilizado normalmente en botellas de detergente utilizando el DMA 303 Eplexor®®. La diferencia entre cada una de las tres muestras de PE-HD es el número de ciclos de extrusión a los que se ha sometido el material. Aquí se comparan polímeros PE-HD que han sido extruidos una vez (x1), tres veces (x3) y siete veces (x7).
Creep
La fluencia es la deformación permanente, dependiente del tiempo, a temperaturas homólogas elevadas, que es la temperatura, T, normalizada en el Temperaturas y entalpías de fusiónLa entalpía de fusión de una sustancia, también conocida como calor latente, es una medida del aporte de energía, normalmente calor, que es necesario para convertir una sustancia del estado sólido al líquido. El punto de fusión de una sustancia es la temperatura a la que cambia de estado sólido (cristalino) a líquido (fusión isotrópica).punto de fusión, Tm, del material,
causada por una tensión constante aplicada por debajo del Tensión de fluenciaEl límite elástico se define como la tensión por debajo de la cual no se produce flujo; literalmente, se comporta como un sólido débil en reposo y como un líquido cuando cede.límite elástico. Dado que los polímeros semicristalinos tienen puntos de fusión bastante bajos, su temperatura homóloga en servicio, incluso a temperatura ambiente, es relativamente alta en comparación con otras clases de materiales como los metales o la cerámica. Este hecho obliga a los diseñadores de productos poliméricos a ser conscientes de este modo de deformación, ya que puede tener consecuencias indeseables si no se conoce bien el comportamiento de fluencia del material. Un ejemplo ilustrativo se muestra en la figura 1, que muestra el fondo de una botella de plástico PET. Aquí, el polímero se deformó bajo la creciente presión del aire atrapado en el interior de la botella debido a las elevadas temperaturas que se dan en un coche en verano. Ambos factores provocaron la deformación permanente de la botella de plástico reutilizable, inutilizándola para su uso previsto.
Durante la fluencia, los materiales pasan por tres etapas distintas, denominadas fluencia primaria, secundaria o en estado estacionario y terciaria.

Cuando se aplica una tensión, el material se deforma inmediatamente de forma elástica según el módulo de Young del material. A medida que aumenta el tiempo, la velocidad de deformación disminuye hasta alcanzar la segunda etapa, en la que la velocidad de deformación permanece constante. Una vez alcanzado un umbral de deformación, el material tiende a estrangularse. Esto provoca un aumento local de la tensión que acelera aún más la velocidad de deformación hasta que el material falla [4].
Las mediciones de fluencia por tracción, como las realizadas aquí, están cubiertas por las normas ASTM D2990 e ISO 899-1.
Los experimentos de fluencia se realizaron de acuerdo con el método IsotérmicoLos ensayos a temperatura controlada y constante se denominan isotérmicos.isotérmico escalonado presentado en [5], en el que la carga se mantiene constante y la temperatura se incrementa de forma escalonada. Este método es importante para las pruebas aceleradas del comportamiento de fluencia a largo plazo de las muestras de polímeros.
Experimental
El material
Las muestras de PE-HD utilizadas para estos experimentos de fluencia presentan una estructura molecular bimodal. La estructura molecular bimodal del PE-HD es especialmente relevante para las botellas de detergente debido a su capacidad para proporcionar un equilibrio óptimo de alta resistencia, tenacidad y resistencia a las grietas por tensión ambiental. Esta estructura consiste en una combinación de moléculas de cadena corta y de cadena larga, lo que mejora la rigidez y la resistencia al impacto del material, al tiempo que mantiene la flexibilidad. Estas propiedades hacen que el PE-HD bimodal sea ideal para envasar productos químicos agresivos y líquidos pesados, como detergentes, que requieren recipientes duraderos y a prueba de fugas.
Las muestras de polímero se fabricaron mediante extrusión de doble tornillo como paso inicial, seguido de un proceso de estirado que dio lugar a láminas de unos 0,75 mm de grosor. A partir de ellas, se cortaron muestras con forma de hueso de perro a lo largo de la dirección de la máquina, es decir, a lo largo de la dirección de extrusión de las láminas. El grosor y la anchura de la sección reducida de las muestras eran de aproximadamente 0,75 mm y 4 mm, respectivamente. La longitud de las muestras se controló mediante la longitud de sujeción del portamuestras de tensión y se fijó en aproximadamente 20 mm para todos los experimentos.
Mediciones de DMA
La definición de las mediciones se realizó en el software NETZSCH Proteus® DMA. Todos los parámetros se resumen en la tabla 1.
Tabla 1: Resumen de los parámetros de medición utilizados para los experimentos de fluencia DMA
| Parámetro | Valor |
| Instrumento | DMA 303 Eplexor® |
| Modo de medición | Tensión |
| Dimensiones de la muestra | ≈0,75 mm × ≈3,9 mm × 20 mm |
| Atmósfera | Aire estático |
Medición de la fluencia | |
| Temperatura | Isotérmica a 25 ... 120°C (pasos de 5°C, cada paso durante 1 h) |
| Tensión de contacto | 1 MPa |
| Tipo de carga estática | Tensión |
| Valor objetivo | 1 MPa (límite 100 %) |
Antes de la serie de mediciones, se realizó una medición de corrección con crisoles vacíos para sustraer de las mediciones de la muestra la contribución del flujo de calor y los efectos de la línea de base derivados de los crisoles. La calibración de la temperatura y de la sensibilidad al flujo de calor se realizó con adamantano (C10H16), agua, indio, bismuto y estaño. Todos los parámetros necesarios utilizados para esta serie de experimentos se resumen en la tabla 2.
Tabla 2: Resumen de los parámetros de medición utilizados para los experimentos de DSC
| Parámetro | Valor |
| Instrumento | DSC 214 Polyma |
| Masa de la muestra | ≈10...12 mg |
| Crisol | Al Concavus®, 30 μl (perforado, soldado en frío) |
| Intervalo de temperatura | -160°C ... 190°C |
| Atmósfera | N2 40 ml/min (purga 2) N2 40 ml/min (protección) |
| Dispositivo de refrigeración | CC200 Refrigeración por LN2 |
| Velocidad de calentamiento | 10 K/min |
| Velocidad de enfriamiento | 10 K/min |
Resultados de las mediciones
Fluencia DMA
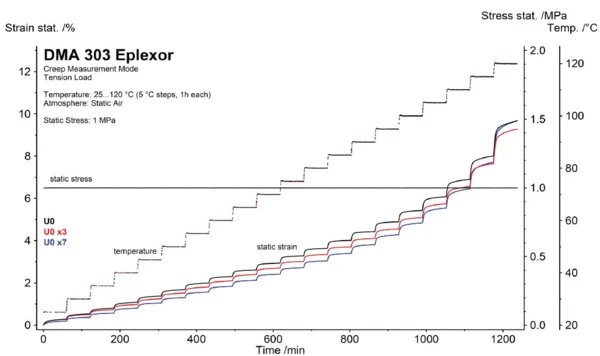
En la figura 2 se resumen los resultados de los experimentos de fluencia de los tres polímeros PE-HD extruidos para diferentes números de ciclos. Las curvas negra, roja y azul representan los datos de las muestras extruidas una, tres y siete veces, respectivamente. Las curvas sólidas muestran el alargamiento de la muestra como deformación estática; las temperaturas correspondientes se muestran como curvas punteadas.
En general, puede observarse que la velocidad de deformación aumenta con el incremento de la temperatura para todos los polímeros investigados. En particular, cerca del Temperaturas y entalpías de fusiónLa entalpía de fusión de una sustancia, también conocida como calor latente, es una medida del aporte de energía, normalmente calor, que es necesario para convertir una sustancia del estado sólido al líquido. El punto de fusión de una sustancia es la temperatura a la que cambia de estado sólido (cristalino) a líquido (fusión isotrópica).punto de fusión, la velocidad de deformación aumenta significativamente.
Muy por debajo del Temperaturas y entalpías de fusiónLa entalpía de fusión de una sustancia, también conocida como calor latente, es una medida del aporte de energía, normalmente calor, que es necesario para convertir una sustancia del estado sólido al líquido. El punto de fusión de una sustancia es la temperatura a la que cambia de estado sólido (cristalino) a líquido (fusión isotrópica).punto de fusión del PE-HD, que se sitúa entre 125°C y 135°C [7], existe una clara relación entre la resistencia a la fluencia y el número de ciclos de extrusión. Cuantos más ciclos haya sufrido el material, mayor será su resistencia a la fluencia. A altas temperaturas, cercanas al Temperaturas y entalpías de fusiónLa entalpía de fusión de una sustancia, también conocida como calor latente, es una medida del aporte de energía, normalmente calor, que es necesario para convertir una sustancia del estado sólido al líquido. El punto de fusión de una sustancia es la temperatura a la que cambia de estado sólido (cristalino) a líquido (fusión isotrópica).punto de fusión del PE-HD, la velocidad de deformación para U0 x7 (curvas azules) se acelera más con el aumento de la temperatura en comparación con U0 (curvas negras) y U0 x3 (curvas rojas).
Al final del paso IsotérmicoLos ensayos a temperatura controlada y constante se denominan isotérmicos.isotérmico a 85°C (48000 s), la muestra U0 muestra una deformación total del 4,01%, la U0 x3 del 3,70% y la U0 x7 de sólo el 3,40%. Al final de la medición de la fluencia a 120°C, la deformación total es casi idéntica para las muestras U0 x7 y U0, con una deformación total de 9,68% y 9,66%, respectivamente. La muestra U0 x3 muestra el mejor rendimiento de fluencia durante todo el programa de tiempo/temperatura, con una deformación total del 9,28%. Hay que tener en cuenta que la expansión térmica también influye en estos protocolos de temperatura escalonados. Por lo tanto, este factor debe tenerse en cuenta al comparar las deformaciones totales de cada una de las muestras a una temperatura determinada.
Experimentos DSC
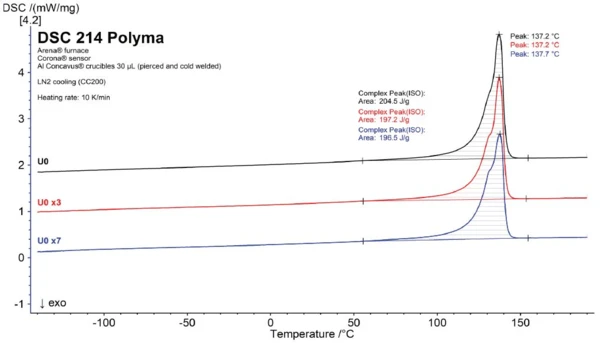
En la figura 3 se muestran los resultados de las mediciones DSC. Las tres muestras muestran un comportamiento de fusión similar. La temperatura pico media de la fusión es de 137,4 °C ± 0,3 °C. Sin embargo, se observan pequeñas diferencias en la entalpía de fusión y en la forma de la fusión. A medida que aumenta la cantidad de ciclos de extrusión, la entalpía de fusión total desciende de 204,5 J/g a 196,5 J/g. Estos valores coinciden con los del PE-HD semicristalino [7]. En consecuencia, se ha determinado una menor fracción cristalina, que desciende del 69,78% al 67,07%. La diferencia más llamativa es la forma del evento de fusión. Las tres muestras muestran una convolución de dos eventos de fusión distintos. Esto se manifiesta como un hombro en el lado izquierdo del pico de fusión. Al aumentar los ciclos de extrusión, el hombro izquierdo parece ser más pronunciado a medida que aumenta la fracción de bajo peso molecular.
Debate
En la literatura se discuten dos mecanismos que pueden conducir a un cambio en las propiedades mecánicas para las reacciones de escisión y reticulación. En cuanto a la fluencia, los polímeros con un mayor grado de reticulación suelen presentar una mejor resistencia a la fluencia [3]. Los resultados obtenidos aquí sugieren que la mejora de la resistencia a la fluencia se debe a la reticulación, que es el mecanismo dominante durante los ciclos de extrusión repetidos. Sin embargo, la muestra extruida siete veces, demostró un rendimiento óptimo en las pruebas de fluencia, mostrando una menor resistencia a la fluencia por encima de 100-105°C en comparación con las otras dos muestras. Esto podría estar relacionado con la fracción cristalina de las muestras. Un Temperaturas y entalpías de fusiónLa entalpía de fusión de una sustancia, también conocida como calor latente, es una medida del aporte de energía, normalmente calor, que es necesario para convertir una sustancia del estado sólido al líquido. El punto de fusión de una sustancia es la temperatura a la que cambia de estado sólido (cristalino) a líquido (fusión isotrópica).punto de fusión más bajo eleva la temperatura homóloga.
A este respecto, las mediciones DSC no revelan cambios en la Temperaturas y entalpías de fusiónLa entalpía de fusión de una sustancia, también conocida como calor latente, es una medida del aporte de energía, normalmente calor, que es necesario para convertir una sustancia del estado sólido al líquido. El punto de fusión de una sustancia es la temperatura a la que cambia de estado sólido (cristalino) a líquido (fusión isotrópica).temperatura de fusión de ninguna de las muestras. Sin embargo, distintos cambios menores, como la menor entalpía de fusión de U0 x7 y U0 x3, así como el cambio en la forma del evento de fusión, podrían explicar el cambio observado en el comportamiento de fluencia de la muestra. Los dos eventos de fusión endotérmica superpuestos indican una distribución bimodal del tamaño de los cristalitos presentes en los polímeros.
Por encima de la transición vítrea, pero por debajo del punto de fusión de los polímeros, la fracción de volumen de la microestructura amorfa determina el comportamiento de fluencia. Basándose en los resultados de la fluencia DMA, es posible que las cadenas de polímero dentro del volumen amorfo se reticulen cada vez más con ciclos de extrusión más altos. Al aumentar la temperatura, la fracción de volumen de los cristalitos desempeña un papel cada vez más importante en el comportamiento de fluencia. Los resultados del DSC sugieren una menor fracción de volumen de cristalitos presentes en las muestras U0 x3 y U0 x7. Sin embargo, esto depende de la distribución del tamaño de los cristalitos de cada muestra. Los cristalitos más pequeños tienden a fundirse antes que los más grandes. Basándonos en los eventos de fusión observados, la fracción de los cristalitos de menor fusión presentes en las muestras aumenta con un mayor número de ciclos de extrusión. Así pues, a temperaturas homólogas más elevadas, los cristalitos de baja fusión influyen cada vez más en el comportamiento de fluencia.
Pero una interpretación exacta debe tratarse con cautela, ya que es difícil sacar conclusiones seguras sin conocer la microestructura y los aditivos utilizados en el polímero.
Conclusión
Los polímeros termoplásticos más comunes tienen un punto de fusión bajo. Esto los hace susceptibles a los efectos de fluencia a temperatura ambiente y elevada. Cuando se producen temperaturas elevadas, como las de los coches en los calurosos días de verano, hay que tener cuidado de no exponer estos productos a temperaturas tan altas durante periodos de tiempo prolongados. Las fuerzas estáticas de pesos pesados (por ejemplo, otros productos de consumo) colocados sobre los productos de plástico, combinadas con temperaturas elevadas, pueden causar fluencia en un corto período de tiempo. En el peor de los casosEn relación con un reactor químico, el peor escenario posible es la situación en la que la producción de temperatura y/o presión causada por la reacción se descontrola.En el peor de los casos, las botellas de plástico u otros productos de plástico pueden perder su función de uso primario debido a una deformación permanente. Cabe señalar que la fluencia también se produce a temperaturas más bajas, pero en una escala de tiempo más larga.