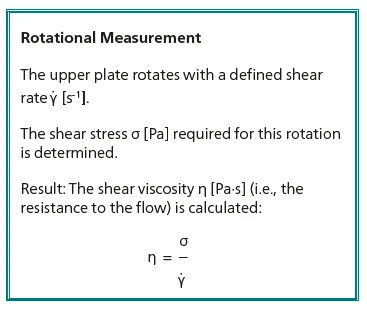
Johdanto
Pyörimisreometrillä voidaan tehdä mittauksia määritellyillä leikkausnopeuksilla tai jännityksillä sekä viskometrisesti (kun ylälevy pyörii) että värähtelevästi (kun ylälevy värähtelee tietyllä taajuudella). Vaikka leikkausviskositeetti on usein yleisimmin haluttu tulos rotaatiokokeesta, värähtelytesti antaa tietoa näytteen viskoelastisista ominaisuuksista, erityisesti sen kompleksisesta viskositeetista (ŋ*), joka saadaan kompleksisesta jäykkyydestä (G*)[1].
Seuraavassa polypropeenia mitattiin sekä viskositeetti- että oskillointikokeella, ja leikkausviskositeettia (ŋ) verrattiin sen kompleksiseen viskositeettiin (ŋ*).
Taulukko 1: Pyörimismittauksen testausparametrit
| Laite | Kinexus ultra+, jossa on sähkölämmitteinen kammio | |
| Geometria | CP2/20 (kartiolevy, kulma: 2°, halkaisija: 20 mm) | |
| Lämpötila | 190 °C (noin 30 °C sulamislämpötilan yläpuolella) | |
| Mittausväli | 66 μm | |
| Leikkausnopeudet (-γ) | 0.01-10 s-1 | |
Polypropeenin kiertomittaus
Polypropeenipelleteille tehtiin pyöritysmittaus NETZSCH Kinexus ultra+ -reometrillä. Taulukossa 1 esitetään yksityiskohtaisesti mittausolosuhteet.
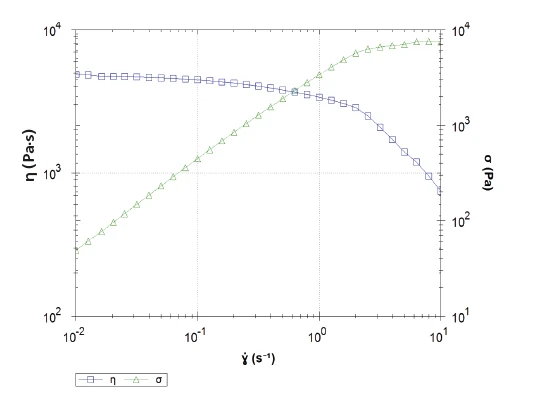
Kuvassa 1 esitetään tuloksena saadut leikkausjännityksen (σ, vihreä) ja leikkausviskositeetin (ŋ, sininen) käyrät ohjelmoiduilla leikkausnopeuksilla. Alhaisen leikkausnopeuden alueella leikkausjännityksen kasvu leikkausnopeuden kasvaessa on lineaarista ja leikkausviskositeetti on lähes vakio: tämä on materiaalin newtonilainen tasanne.
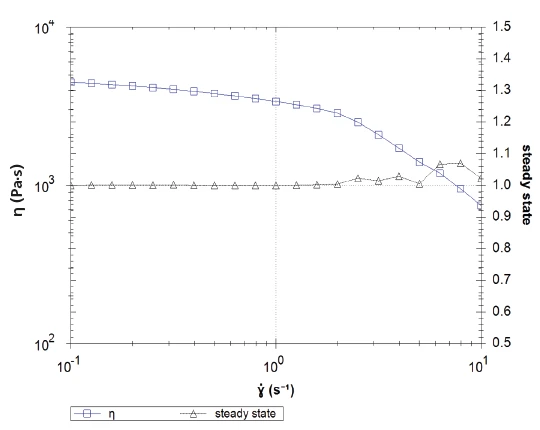
Noin 0,1 s-1 kohdalla leikkausviskositeetti alkaa pienentyä leikkausnopeuden kasvaessa. Kaltevuus muuttuu; tämä on merkki voimakkaammasta leikkausohennuskäyttäytymisestä. Tarkasteltaessa vakaan tilan käyrää (joka on osoitus ajasta riippumattomasta virtauksesta näytteessä, kuva 2, musta) nähdään kuitenkin, että tämän leikkausnopeuden yläpuolella virtaus ei ole enää ajasta riippumaton. Varmistetaan, että mittaus johtaa oikeisiin leikkausviskositeettiarvoihin tarkistamalla tasaisen virtauksen arvot: Ne ovat 1 laminaarisen, ajasta riippumattoman virtauksen osalta. Käyrän nousu osoittaa, että näytetyt leikkausviskositeettiarvot eivät ole enää viime vuosikymmenen aikana olleet luotettavia.
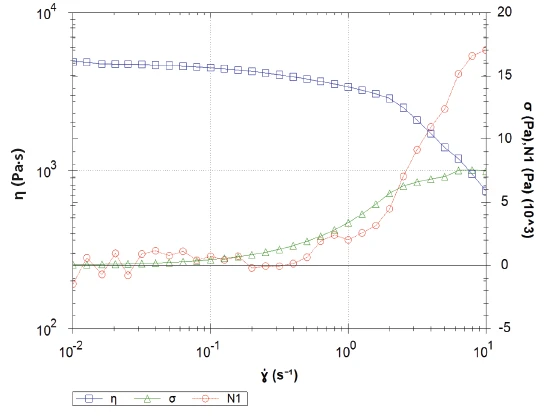
Mistä tämä käyttäytyminen johtuu? Kuva 3 antaa vastauksen. Leikkausviskositeetin (sininen) lisäksi on esitetty leikkausjännitys (vihreä) sekä ensimmäinen normaalijännitysero (N1, punainen). Ensimmäisen normaalijännityseron (N1) voimakas kasvu johtuu todennäköisesti Weissenbergin vaikutuksesta: Näytteen elastiset ominaisuudet hallitsevat viskoosisia ominaisuuksia. Näyte yrittää työntää ylempää geometriaa ylöspäin (tämä ei ole mahdollista, koska mittausväli pysyy vakiona mittauksen aikana). Tätä vaikutusta korostaa se, että N1-käyrä ylittää leikkausjännityskäyrän.
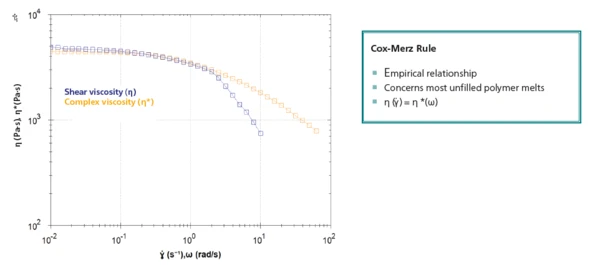
Miten leikkausviskositeettiarvot saadaan: Cox-Merz-sääntö
Tällaisissa tapauksissa, joissa leikkausviskositeettikäyrää ei voida arvioida oikein, Cox-Merz-sääntö [2] on erittäin hyödyllinen. Se on empiirinen suhde, jonka mukaan useimmille polymeerisuloille leikkausviskositeetti (η) leikkausnopeuden (-γ [s-1]) funktiona on yhtä suuri kuin kompleksinen viskositeetti (η* [Pa-s]) kulmataajuuden (ω [rad/s]) funktiona. Tämä toinen käyrä saadaan värähtelymittauksella, jossa taajuutta muutetaan (taajuuspyyhkäisy).
Ensin suoritetaan amplitudipyyhkäisy taajuuspyyhkäisyn aikana käytettävän rasituksen määrittämiseksi. Polymeeriin kohdistuvan muodonmuutoksen on oltava niin pieni, ettei se johda näytteen rakenteen rikkoutumiseen. Toisin sanoen valitun muodonmuutoksen on oltava näytteen lineaarisella viskoelastisella alueella (Lineaarinen viskoelastinen alue (LVER)LVER:ssä käytetyt jännitykset eivät riitä aiheuttamaan rakenteen hajoamista (myötäämistä), ja näin ollen mitataan tärkeitä mikrorakenteellisia ominaisuuksia.LVER), jossa muodonmuutos ja jännitys liittyvät toisiinsa lineaarisella suhteella.
Taulukossa 2 esitetään yksityiskohtaisesti polypropeenille suoritettujen värähtelymittausten olosuhteet.
Kuvassa 4 esitetään tuloksena saadut kimmo- ja häviömoduulien ja vaihekulman käyrät muodonmuutoksen (kuva 4A) ja vastaavan leikkausjännityksen (kuva 4B) funktiona. Mittauksen alussa kimmo- ja viskoosimoduulit pysyvät vakioina: tämä osoittaa, että käytetty muodonmuutos ei tuhoa näytteen rakennetta. Kuitenkin 20 prosentin leikkausrasituksesta alkaen amplitudin kasvu johtaa molempien moduulien pienenemiseen, kun taas vaihekulma kasvaa. ISO 6721-10:n mukaisesti Lineaarinen viskoelastinen alue (LVER)LVER:ssä käytetyt jännitykset eivät riitä aiheuttamaan rakenteen hajoamista (myötäämistä), ja näin ollen mitataan tärkeitä mikrorakenteellisia ominaisuuksia.LVER:n loppu määritetään amplitudilla, joka johtaa 5 prosentin laskuun G´-arvossa. Tässä tapauksessa se vastaa arvoa 32 %.
Taulukko 2: Värähtelymittausten testausparametrit
Amplitudin pyyhkäisy | Taajuuden pyyhkäisy | |
| Laite | Kinexus ultra+, jossa on sähköisesti lämmitetty kammio | |
| Geometria | PP25 (levy-levy, halkaisija: 25 mm) | PP25 |
| Lämpötila | 190 °C (noin 30 °C sulamislämpötilan yläpuolella) | |
| Mittausväli | 1 mm | 1 mm |
| Taajuus | 1 Hz | 10-3-10 Hz |
| Leikkausjännitys (γ*) | 1-100 % | - |
| Leikkausjännitys (σ*) | - | 1 000 Pa |
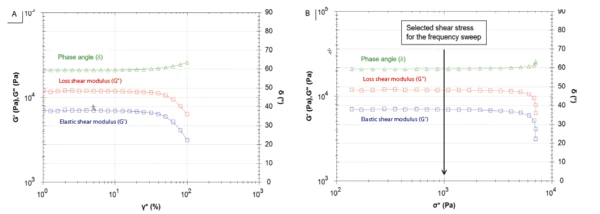
Amplitudipyyhkäisyn aikana saadut käyrät voidaan esittää myös leikkausjännityksen funktiona (kuva 4B). Seuraavaa taajuuspyyhkäisyä varten näytteeseen kohdistettiin 1000 Pa:n leikkausjännitys.
Kuvassa 5 on esitetty kiertomittauksesta saatu leikkausviskositeetti (sininen) sekä taajuuspyyhkäisystä saatu kompleksinen viskositeetti (oranssi). Molemmat käyrät ovat hyvässä sopusoinnussa välillä 10-2 ja 2 rad/s. Tämä vahvistaa johtopäätökset Polypropyleenisulan leikkausviskositeettia ja kompleksiviskositeettia verrattiin rotaatio- ja oskillointimittauksen avulla. Niin kauan kuin polymeeriin voidaan soveltaa tasaista virtausta, leikkausviskositeetin ja kompleksisen viskositeetin välillä voidaan osoittaa hyvä vastaavuus. Tämä käyttäytyminen on odotettavissa Cox-Merz-säännön perusteella. Suuremmilla leikkausnopeuksilla, joissa virtaus on epävakaata, tasaista virtausta ei enää saavuteta. Tällöin Cox-Merz-säännöstä on paljon hyötyä, koska se paljastaa tiedon leikkausviskositeetista kompleksisen viskositeetin avulla. Leikkausviskositeetti (η, sininen) ja kompleksinen viskositeetti (η*, oranssi) rotaatio- ja oskillointimittausten aikana sulan polypropyleenisulan 5 edellä käsitellyt tulokset: Suuremmilla leikkausnopeuksilla esiintyvät virtauksen epävakaisuudet estävät virtausta olemasta ajasta riippumaton. Näin ollen pyöritysmittauksella ei voida saada luotettavia tuloksia. Cox-Merz-menetelmää soveltamalla voidaan kuitenkin helposti määrittää tasaisen tilan leikkausviskositeetti: On vain saatava kompleksinen viskositeetti kulmataajuuden funktiona värähtelymittauksen jälkeen.
Päätelmä
Polypropyleenisulan leikkausviskositeettia ja kompleksista viskositeettia verrattiin rotaatio- ja oskillointimittauksella. Niin kauan kuin polymeeriin voidaan soveltaa tasaista virtausta, leikkausviskositeetin ja kompleksisen viskositeetin välillä voitiin osoittaa hyvä vastaavuus. Tämä käyttäytyminen on odotettavissa Cox-Merz-säännön perusteella. Suuremmilla leikkausnopeuksilla, joissa virtaus on epävakaata, tasaista virtausta ei enää saavuteta. Tällöin Cox-Merz-säännöstä on paljon hyötyä, koska se paljastaa tiedon leikkausviskositeetista kompleksisen viskositeetin avulla.