Lämpötilan vaikutus polymeerien viskositeettiin ja viskoelastisuuteen,ja miten nämä ominaisuudet liittyvät niiden pidemmän aikavälin ominaisuuksiin
Johdanto
Polymeerin relaksaatioaika, leikkausviskositeetti ja hajoamisaika ovat kaikki kriittisiä parametreja polymeerin prosessoitavuuden kannalta, ja lämpötila vaikuttaa kaikkiin kolmeen niistä voimakkaasti. Lämpötilan nostaminen vähentää leikkausviskositeettia ja relaksaatioaikaa ja helpottaa käsittelyä. Se käynnistää kuitenkin myös hapettumisen ja nopeuttaa tuotteen termistä hajoamista. Lisäksi lämmön lisääminen vaatii enemmän energiaa.
Mittausolosuhteet
Tässä sovellusohjeessa tutkitaan lämpötilan vaikutusta polypropeenimateriaalin leikkausviskositeettiin rotaatioreometrian avulla. Taulukossa 1 on yhteenveto mittausolosuhteista.
Taulukko 1: Testiolosuhteet
| Laite | Kinexus ultra+ ja HTC Prime |
|---|---|
| Geometria | CP2/20 (kartiolevy, kartiokulma: 2°), halkaisija: 20 mm) |
| Mittausväli | 70 μm |
| Lämpötilat | 190 °C:n ja 230 °C:n välillä |
| Ilmakehä | Typpi, dynaaminen virtaus (1 l/min) |
Mittaustulokset
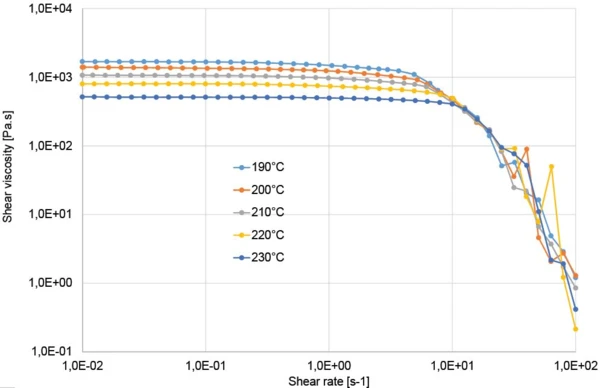
Kuvassa 1 esitetään materiaalin leikkausviskositeettikäyrät eri lämpötiloissa. Jokaisessa lämpötilassa polymeerillä on newtonilainen viskositeettitaso alhaisen leikkausnopeuden alueella. Täällä leikkausnopeus ei ole niin suuri, että polymeeriketjut irtoaisivat. Lämpötilan nosto pienensi leikkausviskositeettia 1 700 Pa.s:sta 190 °C:ssa 500 Pa.s:aan 230 °C:ssa, mikä tarkoittaa yli kolminkertaista pienenemistä vain 40 °C:n lämpötilan muutoksella!
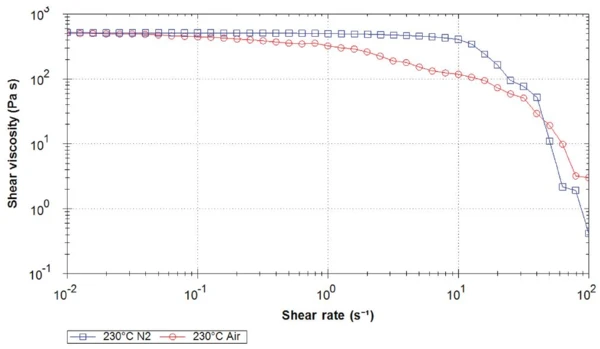
Erityistä huomiota on kiinnitettävä lämpötilan lisäksi myös ilmakehään. Kuvassa 2 verrataan leikkausviskositeettikäyriä, jotka on saatu 230 °C:ssa inertissä ilmakehässä (typpi) ja hapettavassa ilmakehässä (ilma). Leikkausviskositeetin näennäinen aleneminen lähes heti testin alusta alkaen ilmassa johtuu polymeerin hapettumisesta.
Normaalivoiman vaikutukset
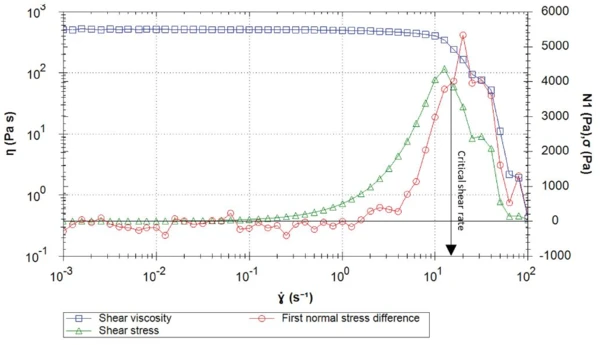
Kuvan 1 leikkausviskositeettikäyrät (mitattu typessä) näyttävät osoittavan, että viskositeetti alkaa laskea 4 ja 10 s-1 välillä kaikissa tutkituissa lämpötiloissa. Tarkempi tarkastelu, erityisesti leikkausjännityksen (σ) ja ensimmäisen normaalijännityksen eron (N1) osalta, osoittaa kuitenkin, että N1 ylittää σ:n, kun leikkausnopeus on yli 12 s-1 (kuvassa 3 esitetään tiedot 230 °C:ssa). Kun N1 ylittää σ, tiedot eivät ehkä ole enää luotettavia.
Tämä suuri normaalivoima johtuu Weissenbergin vaikutuksesta: Suurilla leikkausnopeuksilla polymeeri työntyy ylöspäin ylempään geometriaan (ja alaspäin alempaan geometriaan), koska sen venymisviskositeetti saa sen kiertymään kartion ympärille, jolloin normaalivoima kasvaa tasaisesti. Koska rako pysyy vakiona, geometriat eivät voi liikkua pystysuunnassa, ja kun normaalivoima ylittää pyörivän leikkausjännityksen, näyte alkaa työntyä ulos raosta. Tämän jälkeen N1 alkaa pienentyä.
Polymeerien värähtelymittaus
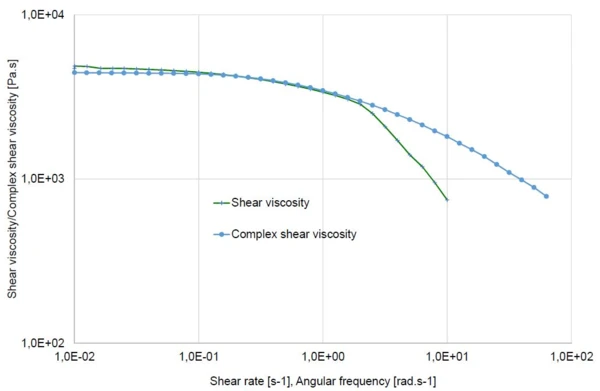
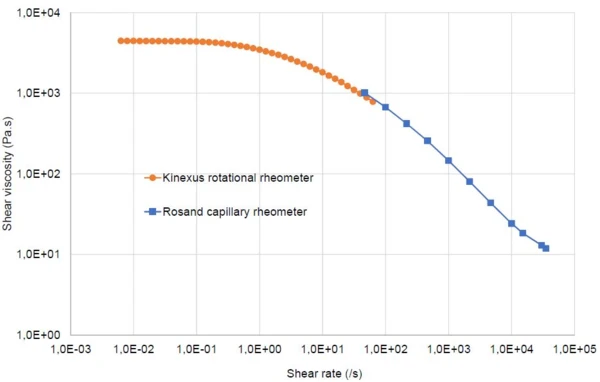
Koska kartioiden ja yhdensuuntaisten levyjen välisten polymeerisulojen tasaiset leikkausmittaukset aiheuttavat usein näytteen reunan murtumisen, näiden materiaalien viskositeettitesteissä käytetään yleensä värähtelymittausta. Cox-Merz-sääntö [1] on empiirinen suhde, joka pätee useimmille täyttämättömille polymeerinäytteille ja jonka mukaan tasainen leikkausviskositeetti tunnetulla leikkausnopeudella on yhtä suuri kuin leikkausviskositeetti (kompleksinen komponentti) vastaavalla kulmataajuudella (ks. kuva 4). Tämän vuoksi värähtelytestejä käytetään usein polymeerisulan viskositeettitesteissä. Toinen menetelmä leikkausviskositeetin mittaamiseksi suuremmilla leikkausnopeuksilla on Rosandin kapillaarireometrin käyttö (ks. kuva 5).
Pyörimisreometrin toimintaperiaate (värähtelymittaus)
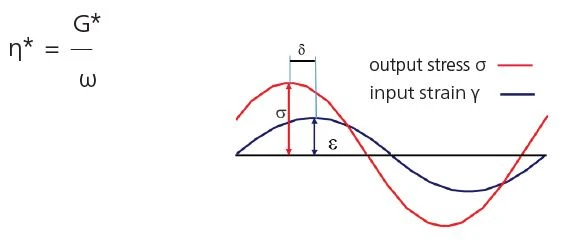
Ylempi levy värähtelee määritellyllä taajuudella f [Hz] tai ω [rad/s] ja amplitudilla [%] tai kompleksisella leikkausjännityksellä γ [%].
Tämän värähtelyn edellyttämä kompleksinen leikkausjännitys σ* [Pa] määritetään ja jaetaan "vaiheen sisäiseen" ja "vaiheen ulkopuoliseen" osaan.
Vaiheen sisäinen osa liittyy viskoelastisen materiaalin kimmo-ominaisuuksiin (→ G`, varastointiliukumoduuli) ja vaiheen ulkopuolinen osa viskoosisiin ominaisuuksiin (→ G", häviöliukumoduuli).
Tulos: Näytteen viskoelastiset ominaisuudet määritetään, erityisesti sen kompleksinen jäykkyys G* ja kompleksinen leikkausviskositeetti η* [Pa-s]:
Eri lämpötiloista eri taajuuksiin: Aika-lämpötila-superpositio (TTS)
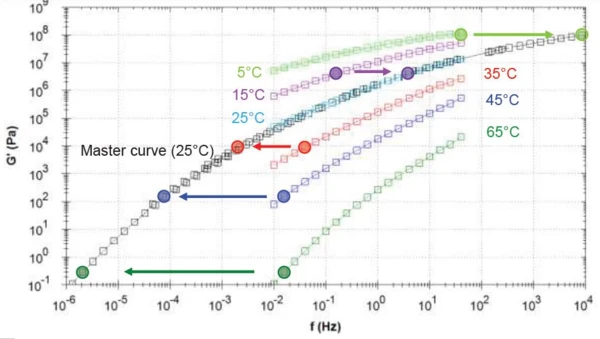
Polymeerin lämpötila ei vaikuta ainoastaan leikkausviskositeettiin (kuten aiemmin käsiteltiin), vaan myös sen viskoelastisiin ominaisuuksiin. Itse asiassa, koska polymeerin purkautumis- ja uudelleenkietoutumisnopeus liittyy molekyylien Brownin liikkeeseen, lämpötilan muuttaminen vaikuttaa viskoelastisiin ominaisuuksiin samalla tavalla kuin ajan muuttaminen. Polymeerin käyttäytyminen määritellyn ajanjakson aikana määritellyssä lämpötilassa on samanlaista kuin lyhyemmällä aikaskaalalla (eli suuremmalla taajuudella) ja korkeammassa lämpötilassa. Tätä ominaisuutta voidaan käyttää "pääkäyrän" eli värähtelytestien tyypillisten tuloskäyrien muodostamiseen hyvin laajalla taajuusalueella. Master-käyrä luodaan yhdistämällä eri lämpötiloista saadut normaalialueen taajuuspyyhkäisytulokset (isotermit). Esimerkkinä tästä kuvassa 6 on 25 °C:n lämpötilassa olevan asfalttisideaineen pääkäyrä (musta käyrä), joka on laskettu käyttämällä taajuuspyyhkäisyä eri lämpötiloissa 5 °C:n ja 65 °C:n välillä (lisätietoja tästä täällä). Tällä tavoin pääkäyrä ennustaa materiaalin pitkäaikaiskäyttäytymistä (eli matalalla taajuusalueella) ilman aikaa vieviä mittauksia. Tässä tapauksessa pisteen testaaminen alimmalla näytetyllä taajuudella (10-6 Hz) vastaisi yli 11 päivän aikaa!
Päätelmä
Kinexus-rotaatioreometrillä pystyttiin kuvaamaan tarkasti polypropeenin leikkausviskositeetin lämpötilariippuvuus. Tasaisen leikkausviskositeetin tulokset olivat hyväksyttäviä alhaisemmilla leikkausnopeuksilla, mutta kohtalaisilla ja korkeilla leikkausnopeuksilla ensimmäinen normaalijännitysero N1 ylitti leikkausjännityksen, mikä aiheutti reunan rikkoutumisen. Cox-Merz-säännön avulla voidaan kuitenkin tuottaa samat tasaiset leikkausviskositeettiarvot käyttämällä värähtelykoetta suuremmilla taajuuksilla. Tämän vuoksi värähtelytaajuuspyyhkäisytestejä voidaan käyttää viskositeettitestien sijasta virtauskäyrien luomiseksi. Lämpötila vaikuttaa myös polymeerien viskoelastisiin ominaisuuksiin siten, että aika-lämpötila-superpositioperiaatteen avulla voidaan reologista käyttäytymistä ennustaa hyvin laajalla taajuusalueella paljon lyhyemmillä testeillä.