
Asiakkaan menestystarina
Komposiittien kovettumisen optimointi differentiaalisen pyyhkäisykalorimetrian ja Kinetics Neo -ohjelmiston avulla
Kenttäkertomus hiilipyörän vanteen valmistusprosessin optimoinnista
Blacks S.r.l. on italialainen yritys, joka sijaitsee Faenzassa (Carbon Valley Emilia Romagnan alueella, Keski-Italiassa) ja on erikoistunut kehittyneiden komposiittimateriaalikomponenttien, kuten hiili-, lasi- ja aramidikuitujen sekä hybridikankaiden suunnitteluun, prototyyppien valmistukseen ja valmistukseen käsin kerrostamalla ja autoklaavissa kovettamalla. Seuraavassa esitetään yhteenveto menestystarinasta, joka liittyy autoklaavikovetussyklin optimointiin DSC-tietojen ja kinetiikka-analyysin avulla. Tässä hankkeessa yhdistettiin sekä Blacksin tutkimus- ja kehitystoiminnan että NETZSCH -sovellustuen asiantuntemus.

“Kun testasimme kovettumisastetta DSC:llä samalla tavalla kuin kahden edellisen pyörän vanteen kohdalla, huomasimme, että kineettisesti optimoidun kovettumissyklin avulla pystyimme paitsi lyhentämään tuotantoaikaa lähes puoleen, myös parantamaan kovettumisastetta entisestään. Todellinen onnellinen lopputulos.”
Blacksin tutkimus- ja kehityspäällikkö Chiara Leonardi kertoo:
"Yhteistyömme NETZSCH Analyzing & Testingin kanssa alkoi, kun päätimme laajentaa prosessinvalvontaamme perustamalla laboratorion, joka on varustettuDSC-kalorimetrillä (Differential Scanning Calorimeter) jaTGA-analysaattorilla (Thermogravimetric Analyzer) NETZSCH, joiden avulla voimme valvoa sekä prepregejä että kovettuneita tuotteita.
Valitsimme NETZSCH, koska sillä on laaja kokemus ja se on keskittynyt erityisesti komposiittiteollisuuteen. Komposiittimateriaalien monimutkaisuus edellyttää erikoistietämystä ja räätälöityjä ratkaisuja, ja NETZSCH on jatkuvasti osoittanut asiantuntemuksensa tällä alalla.
Mittareiden laadun lisäksi meidät erottaa NETZSCH:n poikkeuksellinen asiakaspalvelu: matka mittarin valinnasta oston jälkeiseen tukeen on saumaton, kiitos heidän reagoivan ja asiantuntevan asiakaspalvelutiiminsä. Oikea-aikainen apu, vianmääritysohjeet ja jatkuva tuki ovat osoittautuneet korvaamattomiksi, mikä vahvistaa Blacksin ja NETZSCH välistä kumppanuutta."
Haaste hyväksytty:
Hiilipyörän vanteen tuotanto
"Päivittäinen tarpeemme on suorittaa rutiinimittauksia saapuvista raaka-aineista, prepregien vanhenemisesta, lasin siirtymistä, kuitupitoisuudesta ja lopputuotteidemme kovettumisasteesta, vain muutamia esimerkkejä mainitakseni", tohtori Leonardi sanoo.
Koska Blacksiltä pyydettiin hiilipyörän vanteen valmistusta, se päätti kohdata uuden haasteen, johon liittyi lämpöanalyysin käyttö ja NETZSCH -sovellusasiantuntijoiden tuki.
Pyöräilyvanteen tavoitekovettumisasteeksi asetettiin 95 prosenttia, jotta varmistettiin sekä mekaaninen että terminen suorituskyky asiakkaan vaatimalla tasolla. Tämä arvo määriteltiin Blacksin lämpöanalyysilaboratorion suorittaman valitun prepregin alustavan karakterisoinnin jälkeen.

Kun tuotantovaihe alkoi, Blacksille oli selvää, että heidän oli löydettävä lämpökierto, joka soveltui kahden päätavoitteen saavuttamiseen: esiasetetun kovettumistavoitteen saavuttamiseen ja prosessiaikojen lyhentämiseen.
"Lähestymistapamme on soveltaa ensinnäkin prepregin teknisessä tiedotteessa ehdotettua kovettumissykliä. Näin tehtiin myös ensimmäisen prototyyppivanteen, SN1:n, autoklaavikonsolidaatiossa. Tämä ensimmäinen tuotanto osoitti kuitenkin, että halutun ristisilloitustason saavuttamiseksi tarvitaan jälkikovetusta", tohtori Leonardi selittää.
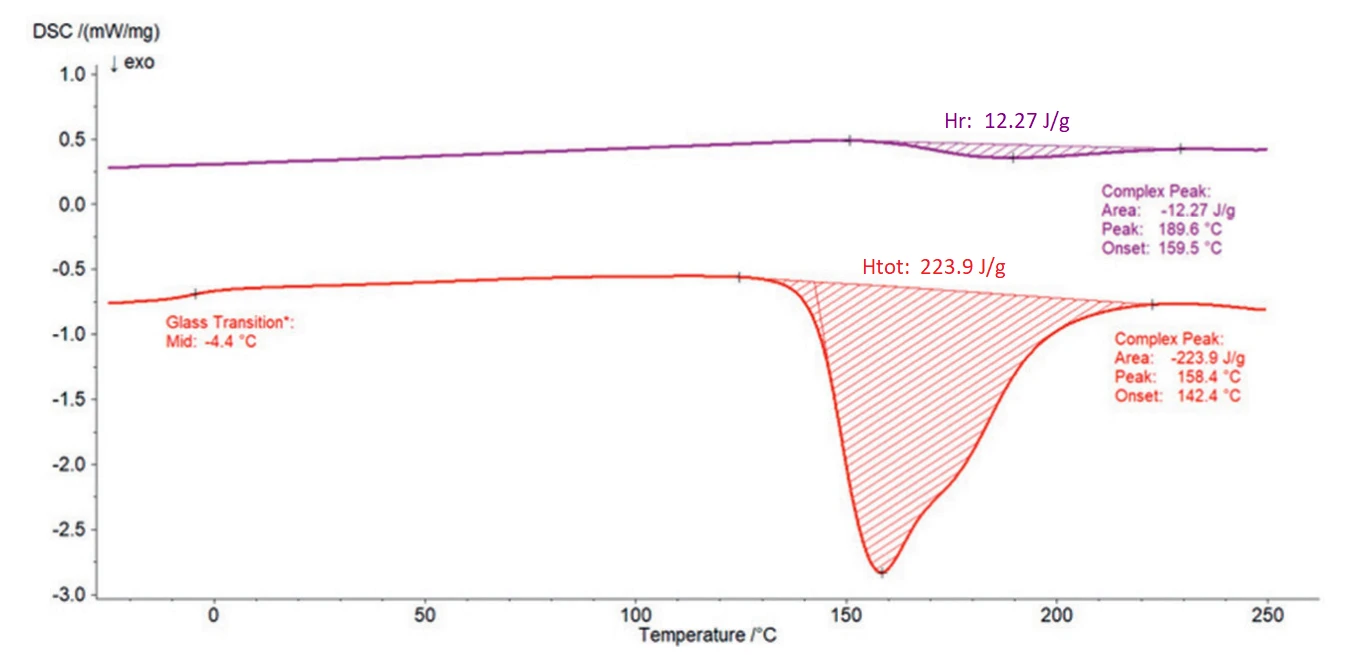
Saavutetun kovettumisasteen arvioimiseksi tehtiin DSC-mittauksia DSC 214 Polyma -laitteella sekä kovettumattomalle hartsille (prepreg) materiaalin kokonaiskovettumisentalpian (Htot) arvioimiseksi että - samoissa olosuhteissa - SN1-näytteelle jäännöskovettumisen (Hres) mittaamiseksi.
Kuvassa 1 esitetään DSC-käyrät ja arvioitavat eksotermisen kovettumisen signaalit kahdesta mittauksesta.
Kovettumisaste (α) laskettiin seuraavan yhtälön avulla:
SN1:n osalta α-arvoksi saatiin 94,5 %, mikä on tavoiteltua pienempi.

Miten saavuttaa tavoiteltu kovettumisaste?
Jos muuta hyödyllistä tietoa ei ole saatavilla, classic -menetelmässä harkitaan, pitäisikö enimmäislämpötilaa nostaa vai pidentää isotermisen jakson aikaa.
Tämä kokeile ja erehdy -menetelmä on kuitenkin aikaa vievä, ja se edellyttää myös pitkiä autoklaavin seisonta-aikoja ja suurta raaka-aineiden kulutusta. Lisäksi sitä ei aina voida hyödyntää: Esimerkiksi hartsin hajoamislämpötila rajoittaa maksimilämpötilan valintaa.
Tässä kohtaa NETZSCH -osaaminen astui kuvaan.
"Päätimme valmistaa toisen prototyyppivanteen soveltamalla samanlaista kovettumissykliä kuin ensimmäisellä, mutta pidennetyllä pysäytysjaksolla. Vaikka tällä syklillä saavutettiinkin tavoiteltu kovettumisaste, siitä johtuva 8 tunnin kokonaiskovettumisaika oli liian pitkä tuotantokapasiteettiimme nähden", tohtori Leonardi jatkaa. "Siksi pyysimme NETZSCH:a auttamaan meitä löytämään uuden ja nopeamman lämpöprofiilin. Teimme prepregille uusia DSC-mittauksia ja annoimme tiedot eteenpäin NETZSCH, joka teki taikoja Kinetics Neo -ohjelmistollaan."
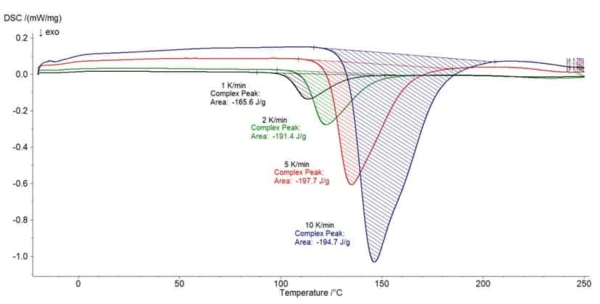
Kineettisten tutkimusten suorittamiseksi vähintään kolme erilaista lämmitysramppia tai kolme erilaista isotermistä lämpötilaa ovat yleensä pakollisia täydellistä lämpöanalyysimittausta varten.
Tässä tapauksessa Blacks päätti käyttää dynaamisia ramppeja nopeuksilla 1, 2, 5 ja 10 K/min. Tuloksena saadut arvioidut termogrammit esitetään kuvassa 2.
Kineettisten tutkimusten suorittaminen ja materiaalin käyttäytymisen ennustaminen
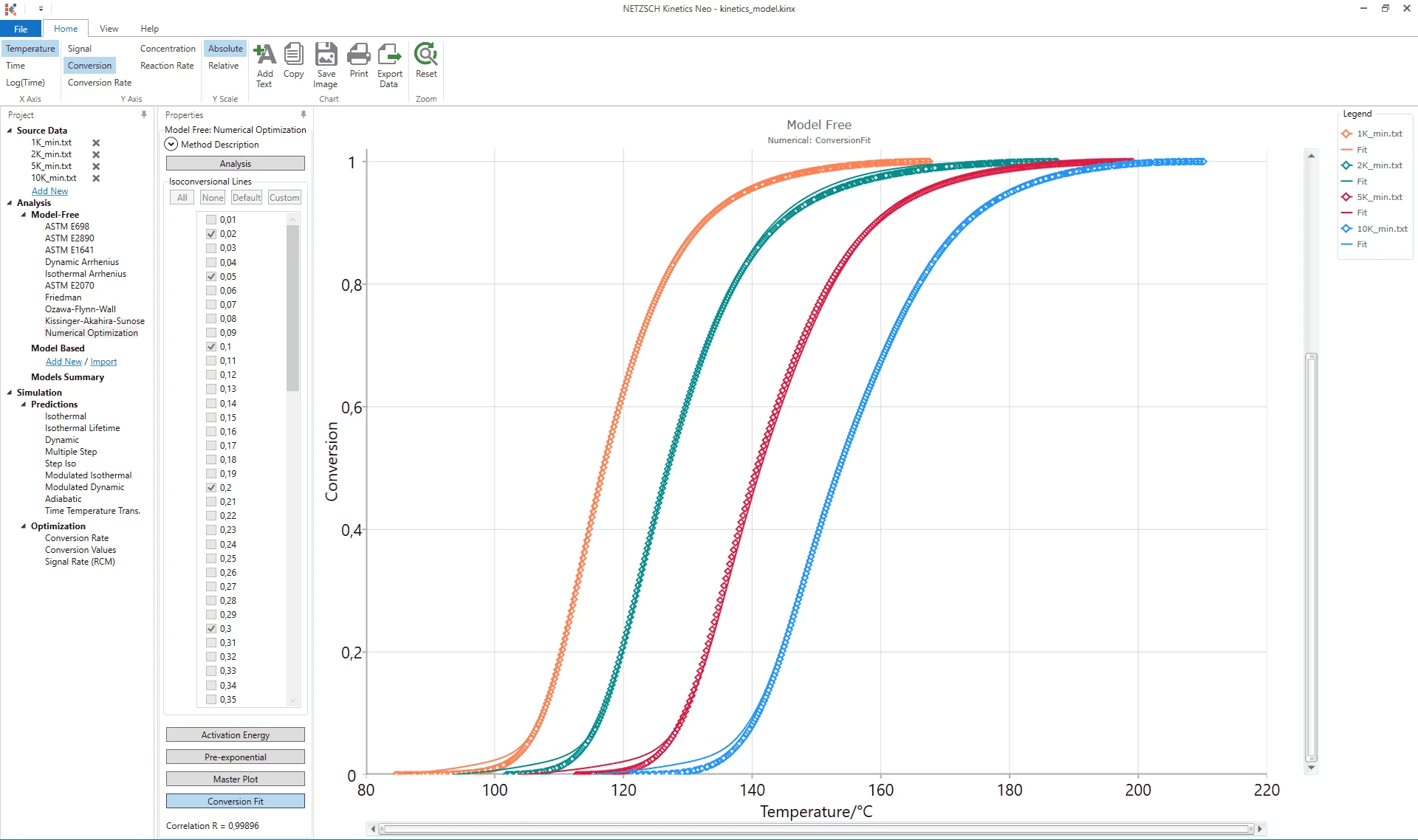
Kovettumiskäyttäytymisen ennustamiseksi eri prosessiskenaarioissa neljällä eri lämmitysrampilla mitatut DSC-tiedot ladattiin osoitteeseen NETZSCH Kinetics Neo ohjelmistoon.
Kuvassa 3 esitetään muunnossovitus, joka on tulosta ohjelmistossa käytettävissä olevista malleista valitun mallittoman lähestymistavan soveltamisesta: Kyseessä on uusi matemaattinen tekniikka nimeltä "numeerinen optimointi", jonka NETZSCH on suunnitellut tukemaan käyttäjiä, joilla ei ole kokemusta kineettisestä simuloinnista, ja yleensä teollisuudessa, jossa aikaa vievät arvioinnit eivät useinkaan sovi yhteen tuotannon tarpeiden kanssa.
Lisäksi ylikuumenemisen ja siten materiaalivaurioiden välttämiseksi reaktionopeuden enimmäisarvoa rajoitettiin ohjelmistossa sen varmistamiseksi, että sen arvo ei koskaan ylittäisi SN2-prototyypin valmistuksessa käytetyn kovetussyklin aikana mitattua arvoa.
Uuden suunnitellun kovettumisjakson kokonaiskesto oli 260 minuuttia, mikä kuulosti todella lupaavalta ajansäästön kannalta tuotannossa verrattuna edellisen 480 minuuttiin.
Mutta entä tavoiteltu kovettumisaste?
Lyhyempi aika, parempi kovettumisen tehokkuus
Blacks luotti äskettäin optimoituun kovetussykliin ja päätti soveltaa sitä kolmannen prototyypin (SN3) valmistukseen.
"Kun testasimme kovettumisastetta DSC:llä samalla tavalla kuin kahden edellisen pyörän vanteen kohdalla, huomasimme, että kinetiikkaan optimoidun kovettumissyklin avulla pystyimme paitsi lyhentämään tuotantoaikaa lähes puoleen, myös parantamaan kovettumisastetta entisestään. Todellinen onnellinen lopputulos", tohtori Leonardi toteaa lopuksi.
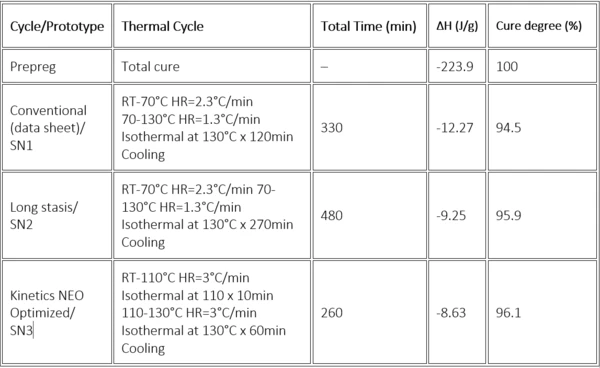
Blacks S.r.l.:n CFRP-pyörän vanteiden autoklaavivalmistussykliä lyhennettiinkin ajallisesti 46 prosenttia verrattuna edelliseen sykliin, jolla oli saavutettu haluttu kovettumistavoite; lisäksi se jopa ylitti tavoitellun kovettumisasteen (96,1 prosentin tuloksella) ja vältti samalla ylikuumenemisen.
Taulukosta 1 käy ilmi kunkin pyörän vanteen valmistusta koskevien tietojen vertailu yhdellä silmäyksellä.
Tämä tapaustutkimus osoittaa selvästi, miten tuotantosyklit voidaan optimoida yhdistetyllä DSC-kinetiikan lähestymistavalla. Kokeilu- ja erehdysvalmistukseen verrattuna materiaalin karakterisointi ja simulointi on paljon tehokkaampaa ja vaatii vain muutaman milligramman hartsia, mikä tuo komposiittiteollisuudelle suuria kustannussäästöjä sekä raaka-aineiden että tuotantoaikojen osalta.

Kiitokset
Blacks S.r.l.:n ja NETZSCH välinen yhteistyö on ollut aktiivista jo vuosia ja laajentunut muille aloille. Tohtori Chiara Leonardi on usein ollut vierailevana puhujana konferensseissa, seminaareissa ja webinaareissa.
Lisäksi Blacks kasvaa jatkuvasti, ja tällä hetkellä sen tehtaita ollaan kaksinkertaistamassa. Uusi tuotantolaitos, joka sijaitsee myös Faenzassa, mahdollistaa Blacksin toiminta- ja tutkimus- ja kehityskapasiteetin merkittävän lisäämisen, sillä siellä on jopa 150 työntekijää, nykyaikaisia autoklaaveja, laitteita ja työkaluja.
Tämä kasvu vahvistaa Blacksin jatkuvaa sitoutumista huippuosaamisen ja innovoinnin tavoitteluun.
Näyttää todella siltä, että Blacks jakaa Proven Excellence -visioomme!
Onnittelemme asiakastamme tulevaisuuden näkymistä ja kiitämme jälleen kerran tohtori Chiara Leonardia tuesta ja odotamme innolla uusien haasteiden kohtaamista yhdessä.
