L'effetto della temperatura sulla viscosità e sulla viscoelasticità dei polimeri,e come queste caratteristiche si relazionano con le loro proprietà su scala temporale più lunga
Introduzione
Il tempo di RilassamentoQuando si applica una deformazione costante a una mescola di gomma, la forza necessaria per mantenere tale deformazione non è costante, ma diminuisce nel tempo; questo comportamento è noto come rilassamento delle sollecitazioni. Il processo responsabile del rilassamento delle tensioni può essere fisico o chimico e, in condizioni normali, si verificano entrambi contemporaneamente. rilassamento, la viscosità di taglio e il tempo di degradazione di un polimero sono tutti parametri critici per la sua lavorabilità e sono tutti e tre fortemente influenzati dalla temperatura. L'aumento della temperatura riduce la viscosità di taglio e il tempo di RilassamentoQuando si applica una deformazione costante a una mescola di gomma, la forza necessaria per mantenere tale deformazione non è costante, ma diminuisce nel tempo; questo comportamento è noto come rilassamento delle sollecitazioni. Il processo responsabile del rilassamento delle tensioni può essere fisico o chimico e, in condizioni normali, si verificano entrambi contemporaneamente. rilassamento, facilitando la lavorazione. Tuttavia, avvia anche l'OssidazioneL'ossidazione può descrivere diversi processi nel contesto dell'analisi termica.ossidazione e accelera la degradazione termica del prodotto. Inoltre, l'aggiunta di calore richiede un maggiore consumo di energia.
Condizioni di misura
In questa nota applicativa, l'effetto della temperatura sulla viscosità di taglio di un materiale in polipropilene viene studiato mediante reometria rotazionale. La Tabella 1 riassume le condizioni di misura.
Tabella 1: Condizioni di prova
| Dispositivo | Kinexus ultra+ con HTC Prime |
|---|---|
| Geometria | CP2/20 (piastra conica, angolo del cono: 2°, diametro: 20 mm) |
| Spazio di misura | 70 μm |
| Temperatura di esercizio | Tra 190°C e 230°C |
| Atmosfera | Azoto, flusso dinamico (1 l/min) |
Risultati della misurazione
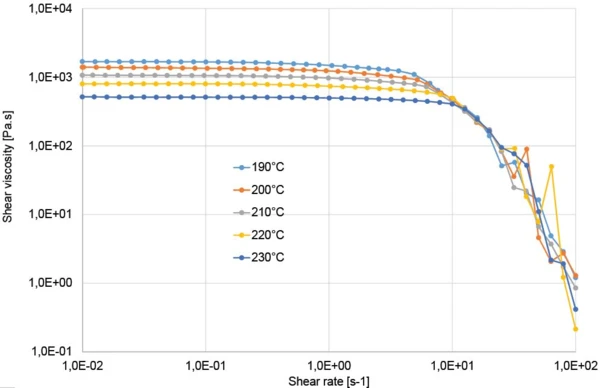
La Figura 1 mostra le curve di viscosità al taglio del materiale a diverse temperature. Per ogni temperatura, il polimero presenta un plateau di viscosità newtoniana nell'intervallo di bassa velocità di taglio. In questo caso, la velocità di taglio non è sufficientemente elevata da portare a un disaccentramento delle catene polimeriche. Un aumento della temperatura ha ridotto la viscosità di taglio da 1.700 Pa.s a 190°C a 500 Pa.s a 230°C, con una riduzione di oltre 3 volte per una variazione di temperatura di soli 40°C!
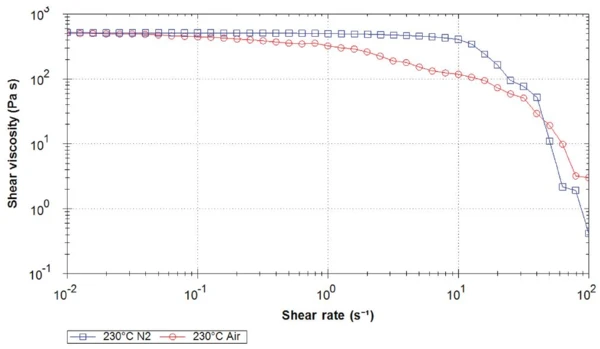
Occorre prestare particolare attenzione non solo alla temperatura, ma anche all'atmosfera. La Figura 2 confronta le curve della viscosità di taglio ottenute a 230°C in atmosfera inerte (azoto) e in atmosfera ossidante (aria). L'apparente diminuzione della viscosità di taglio quasi fin dall'inizio della prova in aria è dovuta all'OssidazioneL'ossidazione può descrivere diversi processi nel contesto dell'analisi termica.ossidazione del polimero.
Effetti della forza normale
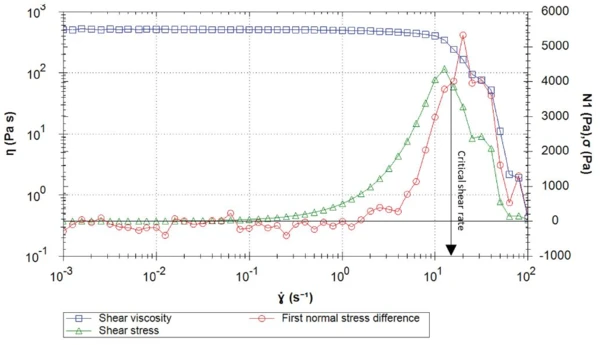
Le curve della viscosità di taglio in figura 1 (misurate in azoto) sembrerebbero indicare che la viscosità inizia a diminuire tra 4 e 10 s-1 per tutte le temperature studiate. Tuttavia, un'analisi più attenta dei dati, in particolare dello sforzo di taglio (σ) e della prima differenza di sforzo normale (N1), mostra che N1 supera σ, a velocità di taglio superiori a 12 s-1 (la figura 3 mostra i dati a 230°C). Quando N1 supera σ, i dati potrebbero non essere più affidabili.
Questa elevata forza normale è dovuta all'effetto Weissenberg: A velocità di taglio elevate, il polimero spinge verso l'alto sulla geometria superiore (e verso il basso su quella inferiore) perché la sua viscosità estensionale lo porta ad avvolgersi intorno al cono, così che la forza normale aumenta costantemente. Poiché il gap rimane costante, le geometrie non possono muoversi verticalmente e quando la forza normale supera lo sforzo di taglio rotazionale, il campione inizia a essere espulso dal gap. In seguito, si inizia a vedere una diminuzione di N1.
Misura oscillatoria dei polimeri
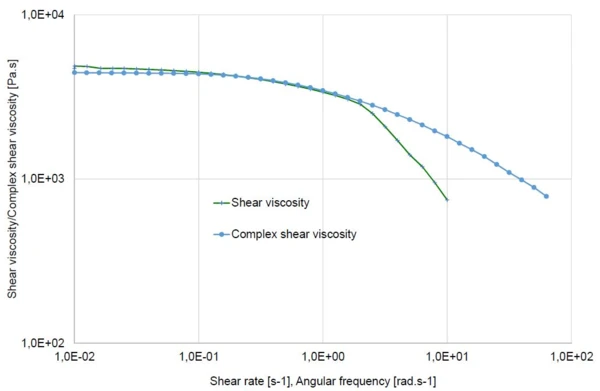
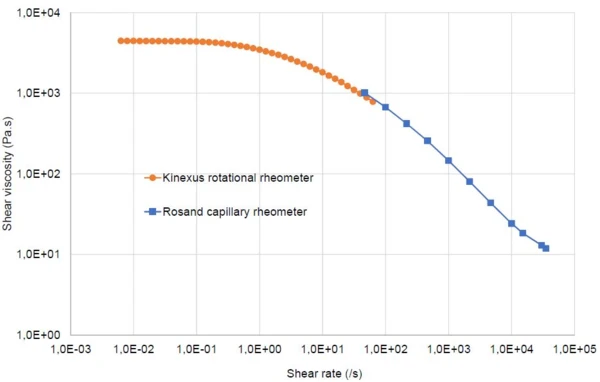
Poiché le misure di taglio costante di polimeri fusi tra coni e piastre parallele spesso causano la frattura dei bordi del campione, le prove di viscosità di questi materiali sono tipicamente eseguite utilizzando una misura di oscillazione. La regola di Cox-Merz [1] è una relazione empirica valida per la maggior parte dei campioni polimerici non riempiti e afferma che la viscosità di taglio costante a una velocità di taglio nota sarà uguale alla viscosità di taglio (componente complessa) alla frequenza angolare equivalente (vedere figura 4). Pertanto, le prove di oscillazione sono spesso utilizzate per i test di viscosità diTemperature di fusione ed entalpieL'entalpia di fusione di una sostanza, nota anche come calore latente, è una misura dell'apporto di energia, tipicamente calore, necessario per convertire una sostanza dallo stato solido a quello liquido. Il punto di fusione di una sostanza è la temperatura alla quale essa cambia stato da solido (cristallino) a liquido (fusione isotropa). fusione dei polimeri. Un altro metodo per misurare la viscosità di taglio a velocità di taglio più elevate è l'utilizzo del reometro capillare Rosand (vedi figura 5).
Principio di funzionamento di un reometro rotazionale (misurazione delle oscillazioni)
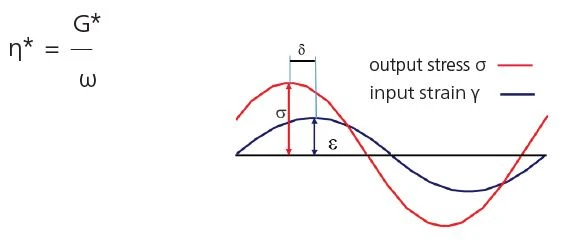
La piastra superiore oscilla con una frequenza definita f [Hz] o ω [rad/s] e un'ampiezza [%] o una deformazione di taglio complessa γ [%].
La sollecitazione di taglio complessa σ* [Pa] necessaria per questa oscillazione viene determinata e suddivisa in una parte "in fase" e una "fuori fase".
La parte "in-fase" è legata alle proprietà elastiche (→ G`, modulo di taglio di accumulo), la parte "fuori fase" alle proprietà viscose (→ G", modulo di taglio di perdita) del materiale viscoelastico.
Risultato: Vengono determinate le proprietà viscoelastiche del campione, in particolare la sua rigidità complessa G* e la sua viscosità di taglio complessa η* [Pa-s]:
Da temperature diverse a frequenze diverse: Superposizione tempo-temperatura (TTS)
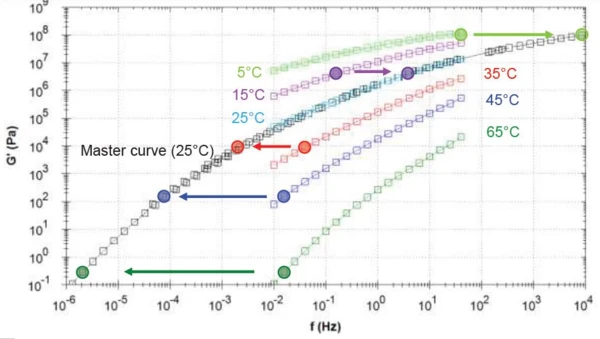
La temperatura di un polimero non influisce solo sulla viscosità di taglio (come discusso in precedenza), ma anche sulle sue proprietà viscoelastiche. Infatti, poiché la velocità di scioglimento e riaggancio di un polimero è legata al moto browniano molecolare, la variazione della temperatura influisce sulle proprietà viscoelastiche allo stesso modo di una variazione del tempo. Il comportamento di un polimero durante un tempo definito a una temperatura definita è simile a quello a una scala temporale più breve (cioè a una frequenza più elevata) e a una temperatura più alta. Questa caratteristica può essere utilizzata per costruire una "curva master", cioè le curve tipiche risultanti da un test di oscillazione su un intervallo di frequenze molto ampio. La curva master viene creata combinando i risultati delle oscillazioni in frequenza in un intervallo normale e a temperature diverse (isoterme). A titolo di esempio, la figura 6 mostra la curva master su un legante per asfalto a 25°C (curva nera), calcolata utilizzando le scansioni di frequenza a diverse temperature comprese tra 5°C e 65°C (maggiori informazioni su questo argomento sono disponibili qui). In questo modo, la curva master predice il comportamento a lungo termine del materiale (cioè, nell'intervallo di bassa frequenza) senza la necessità di effettuare misurazioni che richiedono molto tempo. In questo caso, il test del punto alla frequenza più bassa visualizzata (10-6 Hz) corrisponderebbe a un tempo di oltre 11 giorni!
Conclusione
Il reometro rotazionale Kinexus è stato in grado di caratterizzare accuratamente la dipendenza dalla temperatura della viscosità di taglio del polipropilene. I risultati della viscosità di taglio costante sono stati accettabili per le velocità di taglio più basse, tuttavia, a velocità di taglio moderate o elevate, la prima differenza di sforzo normale N1 ha superato lo sforzo di taglio causando la rottura dei bordi. Tuttavia, la regola di Cox-Merz ci permette di generare gli stessi valori di viscosità a taglio costante utilizzando una prova di oscillazione a frequenze più elevate. Pertanto, le prove di sweep a frequenza di oscillazione possono essere utilizzate al posto delle prove di viscometria per creare curve di flusso. Anche la temperatura influenza le proprietà viscoelastiche dei polimeri, tanto che, grazie al principio della sovrapposizione tempo-temperatura, è possibile prevedere il comportamento reologico in un intervallo di frequenze molto ampio utilizzando test molto più brevi.