Wpływ temperatury na lepkość i lepkosprężystość polimerów,i jak te cechy odnoszą się do ich właściwości w dłuższej skali czasowej
Wprowadzenie
Czas relaksacji polimeru, lepkość przy ścinaniu i czas degradacji są parametrami krytycznymi dla jego przetwarzalności i wszystkie trzy silnie zależą od temperatury. Podwyższenie temperatury zmniejsza lepkość przy ścinaniu i czas relaksacji oraz ułatwia przetwarzanie. Jednak inicjuje również UtlenianieUtlenianie może opisywać różne procesy w kontekście analizy termicznej.utlenianie i przyspiesza degradację termiczną produktu. Ponadto dodanie większej ilości ciepła wymaga większego zużycia energii.
Warunki pomiaru
W niniejszej nocie aplikacyjnej zbadano wpływ temperatury na lepkość ścinania materiału polipropylenowego za pomocą reometrii rotacyjnej. Tabela 1 podsumowuje warunki pomiaru.
Tabela 1: Warunki testowe
| Urządzenie | Kinexus ultra+ z HTC Prime |
|---|---|
| Geometria | CP2/20 (Cone-Plate, kąt stożka: 2°, średnica: 20 mm) |
| Szczelina pomiarowa | 70 μm |
| Temperatury | Od 190°C do 230°C |
| Atmosfera | Azot, przepływ dynamiczny (1 l/min) |
Wyniki pomiarów
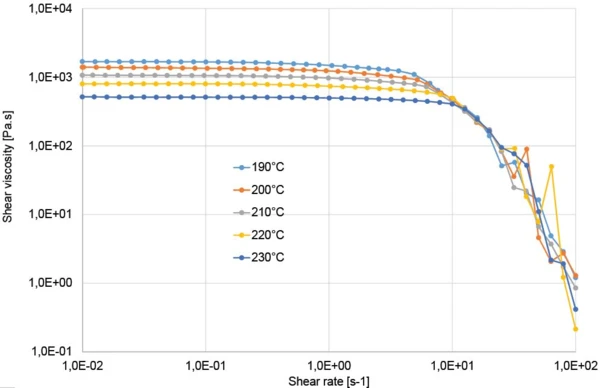
Rysunek 1 przedstawia krzywe lepkości ścinania materiału w różnych temperaturach. Dla każdej temperatury polimer ma plateau lepkości newtonowskiej w zakresie niskich szybkości ścinania. W tym przypadku szybkość ścinania nie jest wystarczająco wysoka, aby doprowadzić do rozplątania łańcuchów polimeru. Wzrost temperatury zmniejszył lepkość przy ścinaniu z 1700 Pa.s w 190°C do 500 Pa.s w 230°C, co oznacza ponad 3-krotny spadek przy zmianie temperatury o zaledwie 40°C!
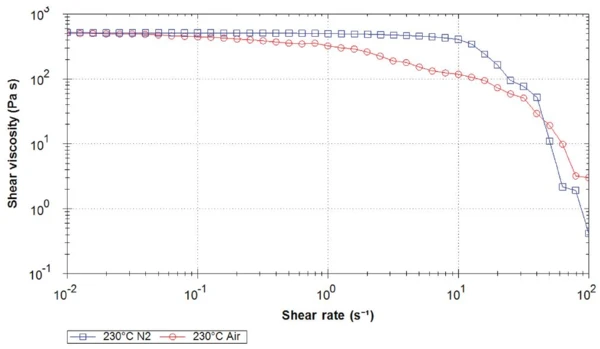
Szczególną uwagę należy zwrócić nie tylko na temperaturę, ale także na atmosferę. Rysunek 2 porównuje krzywe lepkości przy ścinaniu uzyskane w temperaturze 230°C w atmosferze obojętnej (azot) i w atmosferze utleniającej (powietrze). Widoczny spadek lepkości przy ścinaniu prawie od samego początku testu w powietrzu jest spowodowany utlenianiem polimeru.
Efekty siły normalnej
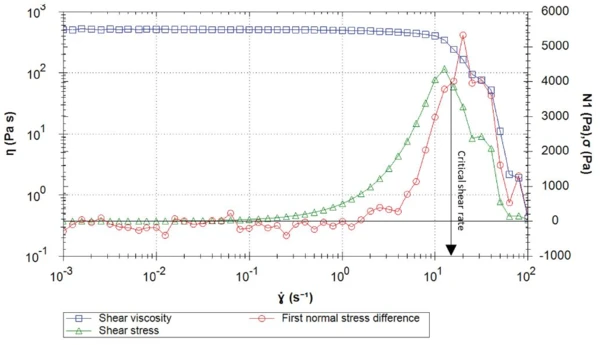
Krzywe lepkości przy ścinaniu na rysunku 1 (zmierzone w azocie) wydają się wskazywać, że lepkość zaczyna spadać między 4 a 10 s-1 dla wszystkich badanych temperatur. Jednak bliższe przyjrzenie się danym, w szczególności naprężeniu ścinającemu (σ) i pierwszej różnicy naprężeń normalnych (N1) pokazuje, że N1 przekracza σ przy szybkości ścinania powyżej 12 s-1 (rysunek 3 przedstawiający dane w 230°C). Gdy N1 przekracza σ, dane mogą nie być już wiarygodne.
Ta wysoka siła normalna wynika z efektu Weissenberga: Przy wysokich prędkościach ścinania polimer naciska na górną geometrię (i w dół na dolną), ponieważ jego lepkość rozciągająca powoduje zwijanie się wokół stożka, tak że siła normalna stale rośnie. Ponieważ szczelina pozostaje stała, geometrie nie mogą poruszać się w pionie, a gdy siła normalna przekracza naprężenie ścinające, próbka zaczyna być wyrzucana ze szczeliny. Następnie zaczynamy obserwować spadek N1.
Pomiar oscylacyjny polimerów
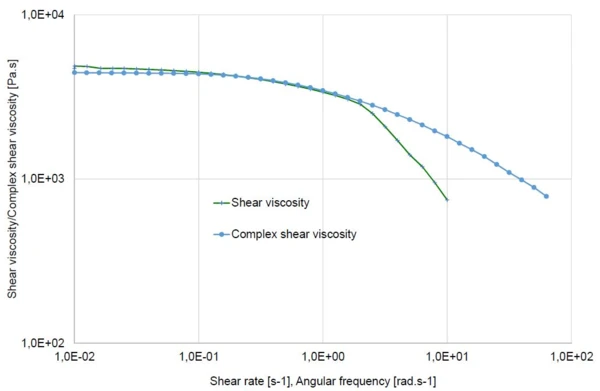
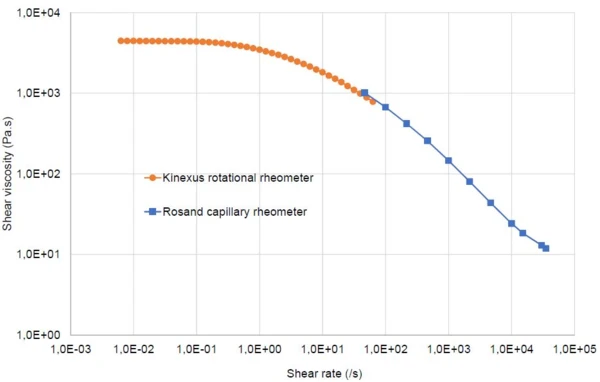
Ponieważ pomiary stałego ścinania stopionych polimerów między stożkami i równoległymi płytkami często powodują pękanie krawędzi próbki, testy lepkości tych materiałów są zwykle wykonywane przy użyciu pomiaru oscylacyjnego. Reguła Coxa-Merza [1] jest empiryczną zależnością, która obowiązuje dla większości niewypełnionych próbek polimerów i stanowi, że lepkość przy stałym ścinaniu przy znanej szybkości ścinania będzie równa lepkości przy ścinaniu (składnik złożony) przy równoważnej częstotliwości kątowej (patrz rysunek 4). Dlatego testy oscylacyjne są często wykorzystywane do badania lepkości stopionego polimeru. Inną metodą pomiaru lepkości ścinania przy wyższych szybkościach ścinania jest użycie reometru kapilarnego Rosand (patrz rysunek 5).
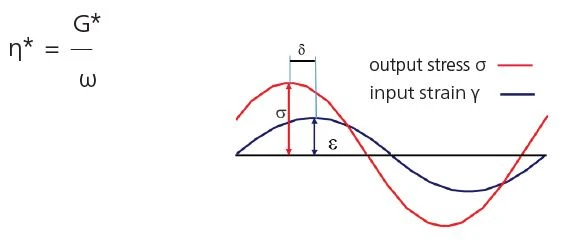
Zasada działania reometru rotacyjnego (pomiar oscylacji)
Górna płyta oscyluje z określoną częstotliwością f [Hz] lub ω [rad/s] i amplitudą [%] lub złożonym naprężeniem ścinającym γ [%].
Złożone naprężenie ścinające σ* [Pa] wymagane dla tej oscylacji jest określane i dzielone na część "w fazie" i "poza fazą".
Część "w fazie" jest związana z właściwościami sprężystymi (→ G`, magazynujący moduł ścinania), a część "poza fazą" z właściwościami lepkimi (→ G", stratny moduł ścinania) materiału lepkosprężystego.
Wynik: Określono właściwości lepkosprężyste próbki, w szczególności jej złożoną sztywność G* i złożoną lepkość ścinania η* [Pa-s]:
Od różnych temperatur do różnych częstotliwości: Superpozycja czasowo-temperaturowa (TTS)
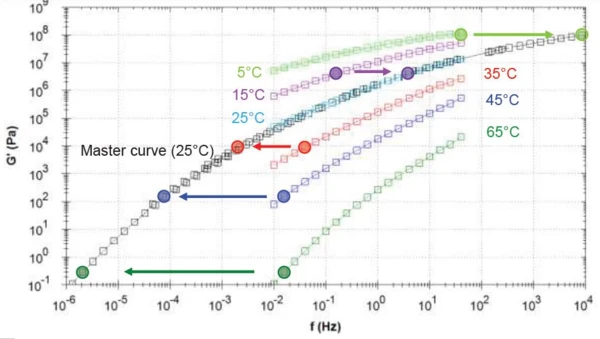
Temperatura polimeru wpływa nie tylko na lepkość przy ścinaniu (jak omówiono wcześniej), ale także na jego właściwości lepkosprężyste. W rzeczywistości, ponieważ szybkość rozplątywania i ponownego rozplątywania polimeru jest związana z molekularnym ruchem Browna, zmiana temperatury wpływa na właściwości lepkosprężyste w taki sam sposób, jak zmiana czasu. Zachowanie polimeru w określonym czasie w określonej temperaturze jest podobne do tego w krótszej skali czasowej (tj. wyższej częstotliwości) i wyższej temperaturze. Charakterystykę tę można wykorzystać do skonstruowania "krzywej wzorcowej", tj. typowych krzywych wynikowych testów oscylacyjnych w bardzo szerokim zakresie częstotliwości. Krzywa wzorcowa jest tworzona przez połączenie wyników przemiatania częstotliwości w normalnym zakresie z różnych temperatur (izoterm). Jako przykład, rysunek 6 przedstawia krzywą wzorcową dla lepiszcza asfaltowego w temperaturze 25°C (czarna krzywa) obliczoną przy użyciu przemiatania częstotliwości w różnych temperaturach od 5°C do 65°C (więcej informacji na ten temat tutaj). W ten sposób krzywa wzorcowa przewiduje długoterminowe zachowanie materiału (tj. w zakresie niskich częstotliwości) bez konieczności wykonywania czasochłonnych pomiarów. W tym przypadku testowanie punktu przy najniższej wyświetlanej częstotliwości (10-6 Hz) odpowiadałoby czasowi ponad 11 dni!
Wnioski
Reometr rotacyjny Kinexus był w stanie dokładnie scharakteryzować zależność lepkości ścinania polipropylenu od temperatury. Wyniki stałej lepkości ścinania były akceptowalne dla niższych szybkości ścinania, jednak przy umiarkowanych i wysokich szybkościach ścinania pierwsza różnica naprężeń normalnych N1 przekraczała naprężenie ścinające, powodując uszkodzenie krawędzi. Jednak reguła Coxa-Merza umożliwia nam wygenerowanie tych samych wartości lepkości przy ścinaniu przy użyciu testu oscylacyjnego przy wyższych częstotliwościach. W związku z tym testy częstotliwości oscylacji mogą być stosowane zamiast testów wiskozymetrycznych do tworzenia krzywych płynięcia. Temperatura wpływa również na właściwości lepkosprężyste polimerów, tak że dzięki zasadzie superpozycji czas-temperatura można przewidzieć zachowanie reologiczne w bardzo szerokim zakresie częstotliwości przy użyciu znacznie krótszych testów.