はじめに
凍結乾燥(凍結乾燥)は、タンパク質やリポソームのような熱に不安定な物質を、熱処理することなく、使用可能で保存可能な形態に変換するために、製薬技術において広く用いられている技術である。凍結乾燥の目的は、溶液から水分を穏やかに除去し、残留水分と空隙率を規定した安定した粉末を得ることである。
製品の組成はプロセスパラメーターに決定的な影響を及ぼし、その結果、得られる凍結乾燥物の種類、品質、安定性にも影響を及ぼします。動的走査熱量測定(DSC)は、適切な条件を選択するための重要な情報を提供します。
凍結乾燥される溶液は通常、有効成分、添加剤、水からなる複雑な多成分系である。添加剤には、等張性調整用の調味塩、緩衝剤、凍結保護剤(凍結中の損傷からの保護)、凍結乾燥製品に構造を与えるビルダーなどが含まれる。スクロースやトレハロースなどの糖類は、タンパク質の安定化に非常に効果的であることが証明されている[5]。以下の考察は、スクロースをモデル物質としている。記載した溶液は、市販の医薬品品質のスクロース(Caesar & Loretz, Hilden)と二重蒸留水から製造した。
凍結乾燥工程は一般的に3つの連続した工程に分けられる:
ディープフリージング
砂糖溶液は過飽和になりやすい。冷却すると、氷とますます粘性の高いショ糖溶液が形成される。粘度が増すと、結晶化に必要な拡散プロセスが複雑になる。その結果、系は結晶化せず、完全に相分離することなく過冷却液体として固化する(ガラス)。最大濃縮溶液のガラス転移温度はTg'と呼ばれ、物質特異的である[3]。
冷却中、過冷却がしばしば観察される。粒子を含まないことが要求される非経口適用(消化管を避けて投与)用の医薬品溶液は、極端なケースを表している。このような溶液には、結晶化の核となりうる不均一な不純物が実質的に存在しない。したがって、このような溶液における結晶化は、温度が-40℃に近づいたときにのみ起こりうる。
10%スクロース溶液の凍結挙動を図2に示す。この試料は、NETZSCH DSC 204F1 (図1参照)を用いて、密閉アルミニウムるつぼ内で5K/分の制御冷却速度で冷却した。過冷却された溶液は、-20℃(外挿オンセット温度)で極めて迅速に凝固する。

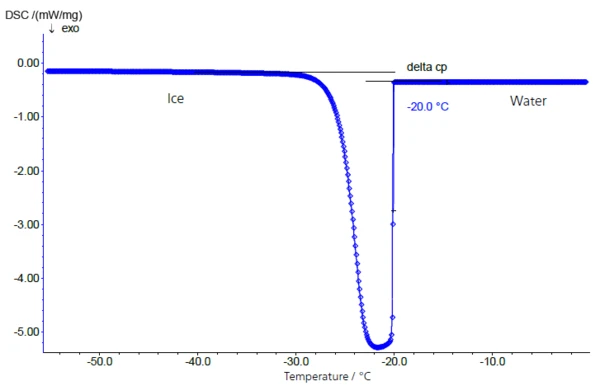
るつぼの内側にある粗い斑点や、調製によって生じた汚染の痕跡は、種結晶として機能することがある。このため、この方法で求めた凝固温度は、一般に使用した糖溶液の濃度と相関させることはできない。
水から氷への転移では、比熱が4.18 J/g・K(水)から2.1 J/g・K(氷、凝固点直下)へと変化し、これが凝固・融解ピークの前後でベースラインが明確に変化する主な原因となっている(図2:水から氷への転移、および図3:氷から水への転移)。
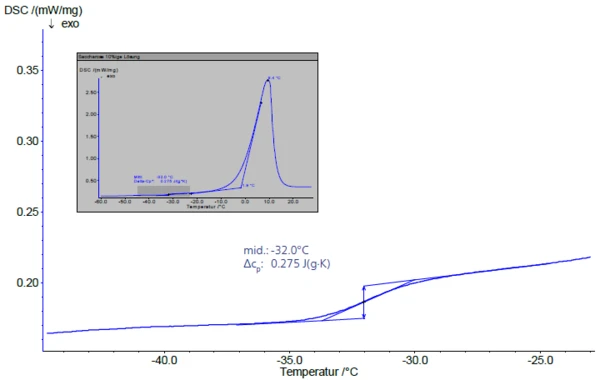
その後、加熱速度5K/minで加熱すると(図3)、最大濃縮溶液のガラス転移は-32℃(中間点)に現れた。この値は、-32℃と-33℃を想定した文献データ[2], [4]とよく一致している。
ガラス転移に続いて、加熱中に吸熱(吸熱性)ピークが現れ(図3の挿入図)、その外挿オンセット温度Tm´が氷の融解開始を表す。Roos[1]によると、最大「凍結濃度」はTg´とTm´の間の凍結温度でのみ観察される。
融解ピークの下の領域は自由水部分に相当する。ここでの基準点は、氷の融解熱333.7 J/gである。
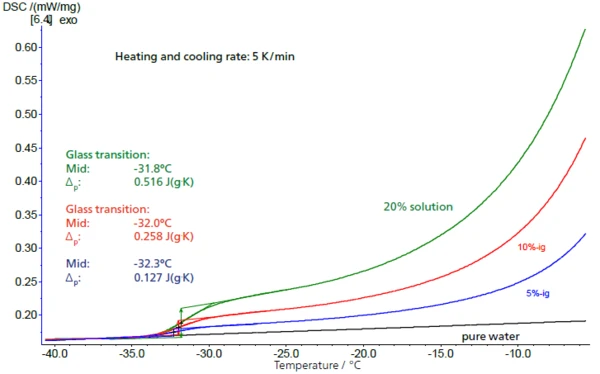
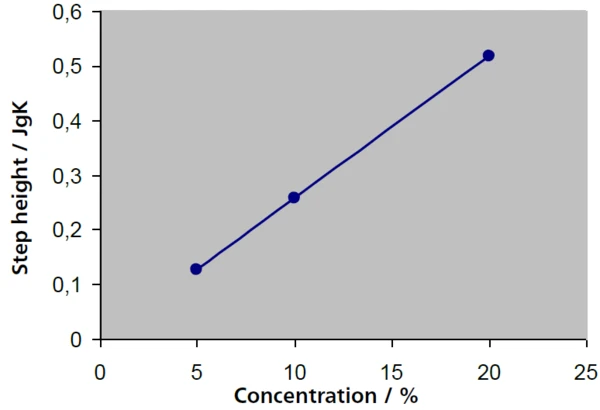
低濃度の溶液では、それぞれのガラス転移の高さからスクロースの割合を決定することができる。図4では、5%、10%、20%の溶液のステップハイト(Δ比熱容量(cp)熱容量は材料固有の物理量であり、試験片に供給される熱量をその結果生じる温度上昇で割ることによって決定される。比熱容量は、試料の単位質量に関連している。cp値)は、0.127 J/g・K、0.258 J/g・K、0.516 J/g・Kという結果で、ガラス転移温度はほぼ一定のまま、濃度を2倍にスケーリングした場合と非常によく一致している。ステップの高さと濃度の間には直線関係がある(図5)。
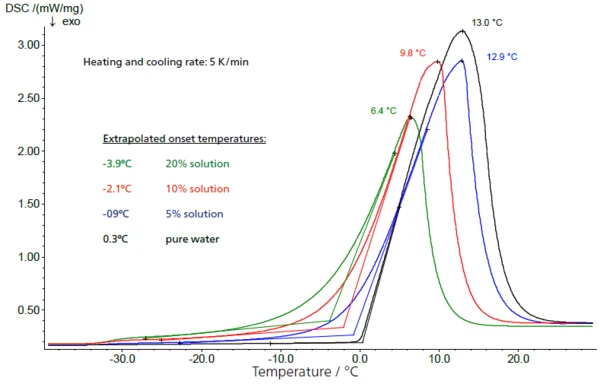
さらに、ショ糖溶液の濃度が高くなるにつれて、氷の融解開始温度(外挿オンセット温度)は、図6では低い値にシフトしている。濃度が高くなると、最大濃度の溶液のガラス転移から自由水の融解開始までの間隔が短くなる。
非晶質物質の中には、ガラス温度以上に加熱すると再び結晶化するものがある。脱滴化または低温結晶化と呼ばれるこの効果は、再結晶化温度(外挿オンセット)以上に材料をテンパリングすることにより、凍結乾燥物の空隙率および残留水分を変化させるために利用することができる[2]。再結晶化により相分離が起こり、放出された「未凍結」の水分は氷に変化する。しかし、図3に示すように、スクロースの場合には結晶化後は起こらない。
一次乾燥
この工程では、凍結した氷を真空中で昇華(固体-固体相から気体-凝集体状態への転移)させて除去する。
この工程では、外部から熱が供給されるが、骨格構造の軟化や系の崩壊につながるため、製品内の温度がガラス転移温度以上に上昇してはならない[5]。乾燥段階での骨格構造の破壊は崩壊と呼ばれる。
崩壊温度は、対応するガラス転移温度より平均1~5 K高いことが報告されているが [6]、DSCによって決定できる最大濃縮溶液のガラス転移温度Tg´は、その位置の良い基準点となる。
二次乾燥
この工程では、マトリックスに含まれる水分をゆっくりと昇温させながら脱離させることで、製品を所望の最終水分レベルまで乾燥させる。
非晶質凍結乾燥物では、水分はガラス相から表面へと拡散しなければなりません。非晶質凍結乾燥物の凍結乾燥速度が後乾燥工程で決定されることが多いのは、この過程がかなり遅いためである[2]。
水の軟化効果により、非晶質相のガラス転移温度は内包された水分量に直接関係している。脱水が進むにつれて、Tg(固体-スクロースのガラス相転移)は上昇する。その位置は、DSCによって迅速かつ正確に決定することもできる。
結論
一次乾燥プロセスの設計に不可欠な特性は、最大濃縮溶液のガラス転移温度(Tg´)と、材料が軟化してそれ自体の構造を支えきれなくなり流動し始める崩壊温度である。DSC(TM-DSC*と呼ばれることもある)を用いれば、Tg´は簡単に求めることができる。
崩壊温度はTg´よりわずかに高い。Tg´と崩壊温度の間の正確な間隔は、配合に依存する。