ポリカプロラクトン加工における分解に伴う分子量およびレオロジーの変化の測定
はじめに
ポリカプロラクトン(PCL)は、その生分解性のおかげで最近注目されている合成ポリマーである。最も一般的な用途は、ポリウレタンの製造やPVCなど他のポリマーの可塑剤として使用される。また、融点が低いため、成形やプロトタイピングにもよく使用され、一部のアディティブ・マニュファクチャリング(3Dプリンティング)システムの原料としても使用されている。最後に、ポリ乳酸(PLA)やポリ乳酸-グリコール酸(PLGA)と同様に、放出制御機構として薬物送達用途にも使用されている。PLAやPLGAに対する潜在的な利点は、PCLは分解速度が遅いため、薬物放出を緩やかにできる可能性があることである。
すべてのポリマーと同様に、PCLの分子特性(例えば分子量)は、強度、靭性、メルトフローなどのバルク特性に大きく影響する。生分解性であるPCLは、成形のための押し出しなどの工程中、特に高温で分解する危険性が高い。このリスクを低減するためのメカニズムがいくつか文献に記載されている。例えば、二酸化炭素(CO2)存在下での押出成形は、「分子潤滑剤」として作用することにより、PCLのメルトフロー粘度を低下させることができる。ポリマーの粘度を低下させることで、押出成形が可能な温度を下げることができ、それによってプロセス中の劣化からポリマーを保護することができます[1]。
このアプリケーションノートでは、市販のPCL試料を単独およびCO2存在下で押し出しました。ポリマーの溶融粘度を調べるために回転レオメーターが使用され、バージン試料の押出し前と押出し後にマルバーンGPC測定が行われました。
方法
PCL試料は、Rondol卓上押出機を使用し、CO2存在下(150℃)と非存在下(160℃)の両方で、1 mmのスリットダイを通してスクリュー速度30 rpmで押し出した[1]。
また、Kinexus Ultra+回転粘度計を用い、150℃のアクティブフードペルチェプレートカートリッジと直径20 mm、測定ギャップ1 mmの平行プレートを用いて、試料の溶融粘度を測定した。周波数掃引を行い、試料の複素粘度を測定しました。測定は窒素パージ下で行い、酸化劣化が起こるリスクを低減した。
3つの試料は、屈折率(RI)、UV-Vis、光散乱(直角光散乱(RALS)および低角光散乱(LALS))、粘度計(IV)検出器を含むMalvern OMNISECシステムのマルチ検出器GPCで測定した。試料は約3 mg/mlの濃度に溶解し、2本のMalvern T6000M混床SVBカラムで分離した。
テスト結果
図1はバージンPCL試料のクロマトグラムです。見てわかるように、試料はよく分解され、すべての検出器でS/Nが良好です。クロマトグラムは、測定された分子量と固有粘度と重ねて表示されています。
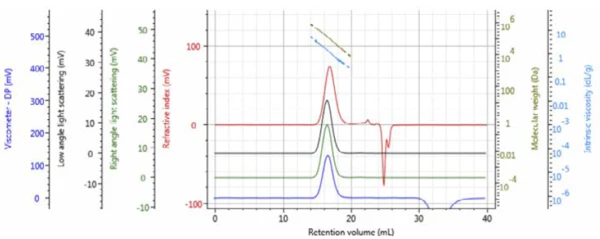
図2は、バージン、押出し、CO2添加押出しの各試料について、RI、RALS、粘度計の検出器を重ね合わせたものです。クロマトグラムは、各試料の3連測定値を重ね合わせたものです。Small 、検出器ごとに違いが見られます。この差はsmall に見えますが、測定の再現性は優れています。
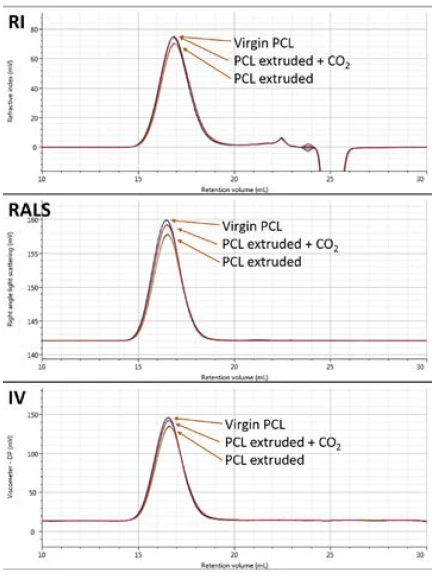
表1は、これらの試料の数値計算結果である。バージンPCLの平均分子量は114.6KDaであった。しかし、CO2を押出機のバレルに直接注入すると、10℃低い温度で押出を行うことができた。CO2の使用と押出温度の低下による正味の効果は、ポリマーの劣化を約40%緩和し、分子量を108.1KDaに維持することであった。試料の固有粘度や流体力学的半径などの他の測定パラメータにおいても、明確ではないが同様の傾向が観察された。
次に、試料を回転型レオメーターで測定し、バルク特性(溶融粘度)がこれらの分子変化によってどのような影響を受けるかを調べた。溶融粘度は一般的に、試料の分子量に強く依存する。回転レオロジーのデータにも同じ傾向が見られる。
表1:マルチ検出器SECによる3つのPLC試料の測定結果
バージンPLC | 押し出しPLC | PLC押し出し+CO2 | ||||
|---|---|---|---|---|---|---|
測定値 | 平均値 | RSD | 平均 | RSD | 平均 | RSD |
| RV (mL) | 16.84 | 0.01142 | 16.9 | 0.08211 | 16.87 | 0.04973 |
| Mn (g/mol) | 73,660 | 0.7468 | 66,380 | 1.656 | 69,420 | 0.5563 |
| Mw (g/mol) | 114,600 | 0.1184 | 103,800 | 0.1682 | 103,11 | 0.1908 |
| Mw/Mn | 1.556 | 0.6447 | 1.564 | 1.656 | 1.557 | 0.4961 |
| IVw (dL/g) | 1.244 | 0.1226 | 1.183 | 0.01061 | 1.186 | 0.5057 |
| Rh(↪Ll_14B)w (nm) | 12.7 | 0.06067 | 12.6 | 0.0539 | 12.24 | 0.2383 |
| M-H a | 0.6797 | 1.494 | 0.6806 | 2.391 | 0.694 | 1.775 |
| M-H log K (dL/g) | -3.327 | -1.552 | -3.323 | -2.454 | -3.402 | -1.871 |
| 回収率(%) | 98.44 | 0.03634 | 94.54 | 0.08072 | 97.3 | 0.2655 |
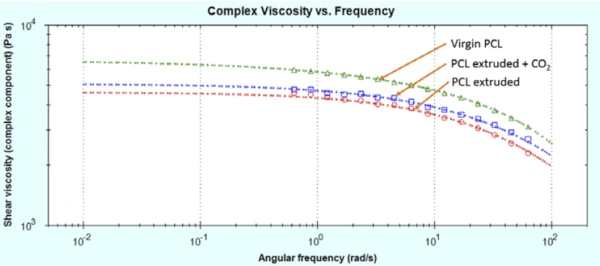
図3からわかるように、バージンPCLの溶融粘度が最も高い。CO2非存在下で押し出された試料は、溶融粘度が低い。これは、CO2存在下、より低い押出温度で試料を押出すことによって部分的に緩和される。
最後に、マルチ検出器GPCデータを用いて、押出しの結果としてPCL構造に変化があるかどうかを調べた。Mark-Houwinkプロットは、分子量の関数として固有粘度を示すため、分子構造やコンフォメーションの変化を評価するために使用することができます。このプロットは、ポリマーの分岐の研究に最もよく使用されます。
PCL試料のMark-Houwinkプロットを一見すると、よく重なっており、ポリマー構造に変化はないように見える。しかし、よく観察すると、CO2が全くない状態で押し出された試料(すなわち、最も劣化した試料)は、small 、構造も変化しているように見える。図4は、この極めてsmall 、しかし明確な違いの再現性を示す、3連測定の重ね合わせを示している。
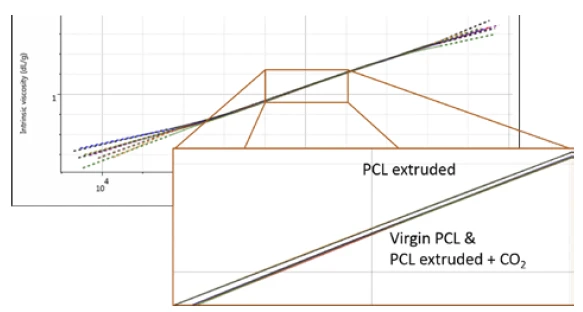
この変化は、試料の枝分かれの劣化によるものかもしれないが、この試料は線状であると考えられる。また、実験前に乾燥させなかったポリマーの水和によるsmall 。とはいえ、この発見は、さらなる潜在的な調査のための興味深い道を提供するものである。
結論
このアプリケーションノートで示された結果は、加工条件がPCLのようなポリマーの基礎特性とバルク特性の両方にどのような影響を与えるかを示しています。ここで、PCL試料の分子量と溶融粘度は、試料を150℃のCO2非存在下で押し出すと低下することが確認された。しかし、この影響は、押出工程中にCO2を含有させることで部分的に緩和された。CO2は、試料中の分子の一部と相互作用することで、試料の粘度を下げる4'分子潤滑剤'として効果的に作用する。そうすることで、PCLはより低い温度で押し出され、その結果、観察された劣化の一部からポリマーを保護することができる。
この違いは、マルチ検出器GPCを使って分子レベルで、また回転レオメーターを使ってバルクレベルで観察することができた。このように、両方の技術を用いることで、分子レベルでの変化と最終製品で観察される変化を関連付けることができる。
低分子量に起因する溶融粘度の低下は、この試料を用いて製造される金型に影響を及ぼす可能性が高い。また、結晶化度や機械的特性にも影響を与え、薬物送達用途の場合、薬物放出のタイミングにも影響を与える可能性が高い。したがって、このサンプルから作られる製品は、性能の許容範囲が広く、ばらつきが大きくなる可能性が高くなります。一方、CO2で押し出すことにより、この影響は緩和され、この手順を使用することにより、製品の性能が保護される可能性が高い。
ポリマーの特性評価に複数の技術を使用することで、押出や加工中にポリマーに生じる根本的な変化を明確に測定し、理解することができる。CO2を使用した押出成形のような戦略を通じてこれらの変化を理解し、制御することにより、メーカーはより高い製品品質を維持し、製品品質をより厳しく管理することができ、不良品を減らし、製品価値を高めることができる。