Inledning
Termoplastiska polymerfolier används i stor utsträckning inom olika industrisektorer tack vare sina fördelar som kostnadseffektivitet, låg vikt, flexibilitet och unika fysikaliska och kemiska egenskaper. Tillämpningarna omfattar bl.a. förpackningar, etiketter, värmekrympbara kabelhöljen, beläggningar samt kondensator- och batteriseparatorfolier.
I de fall då foliernas egenskaper efter extrudering inte är tillräckliga för applikationen kan folierna sträckas för att förbättra deras egenskaper. Fördelarna med sådan bearbetning sträcker sig från att förbättra mekaniska egenskaper - genom att öka sträckgränsen eller Youngs modul - till att förbättra optiska egenskaper relaterade till foliernas transparens, minska fuktgenomsläppligheten eller öka genomslagsspänningen i elektriska applikationer.
Produktionen av dessa folier kan klassificeras som blåst eller gjuten foliextrudering. Beroende på vilken bearbetning som sker av det extruderade arket skiljer man dessutom mellan biaxiellt eller uniaxiellt orienterade (BO) polymerer. I det senare fallet kan detta uppnås genom antingen sekventiell eller samtidig sträckning av folierna [1]. Den eller de efterföljande sträckprocesserna sker över glasomvandlingstemperaturen, men långt under polymerens Smälttemperaturer och entalpierEtt ämnes smältningsenthalpi, även kallad latent värme, är ett mått på den energitillförsel, vanligtvis värme, som krävs för att omvandla ett ämne från fast till flytande tillstånd. Ett ämnes smältpunkt är den temperatur vid vilken det ändrar tillstånd från fast (kristallin) till flytande (isotropisk smälta).smälttemperatur. Sträckning i maskinriktningen (MD), dvs. längs foliernas rörelseriktning, åstadkoms genom att folien dras mellan valsar som roterar med olika hastigheter. Den andra uppsättningen rullar roterar snabbare än den första uppsättningen [1]. Vid sekventiell dragning överförs folien därefter till en ugn där folien sträcks ut på en spännram. Här griper klämmor tag i foliens kant och drar folien genom att gradvis röra sig isär [1].
Dessa sträckningsprocesser kan resultera i folietjocklekar i den nedre μm-regionen. Dessa processer inducerar en preferentiell molekylär orientering av polymerkedjorna i folien. Det är denna preferensorientering som ger en viss tendens till krympning av folierna under uppvärmning. Detta kan bli viktigt när folierna utsätts för högre temperaturer, vilket kan leda till oväntat beteende hos produkten eller, i värsta fall, till att produkten går sönder under drift.
Värmekrympning och återställande av krafter hos sträcktaPolymerfolier
Om sträckta folier med en önskad orientering inte begränsas av några rumsliga randvillkor, kommer de att krympa vid uppvärmning över ett visst tröskelvärde. Detta förfarande täcks av internationella standarder som ASTM D1204 och ASTM D2732. Folier används dock ofta i kombination med andra material. I detta fall begränsas folien från minst en sida och hindras i sin kontraktion. Därför är utvecklingen av återställningskraften, eller snarare spänningarna i polymerfolien, av intresse.
Med hjälp av NETZSCH DMA 303 Eplexor® kan detta beteende karakteriseras för ett anpassat temperatur-/tidsprogram genom att utföra mätningar under konstant deformation.
Experimentell
Biaxiellt orienterad polypropylen (BO-PP) undersöktes med stålspänningsprovhållaren (visas i figur 1) på NETZSCH DMA 303 Eplexor®. Den nominella provtjockleken var 6 μm. Folierna skars till en bredd av 10 mm. Provkroppens längd mättes med det automatiska systemet för detektering av provkroppens längd i DMA 303 Eplexor®.
Mätningar utfördes på prover som skurits längs MD och den tvärgående riktningen (TD, 90° i förhållande till MD). Före mätningarna utsattes folien för en statisk kraft på 0,01 N för att garantera att provet inte var utbuktat. När mätningen påbörjades ställdes provets deformation in på 0 mm och den pålagda statiska kraften avlägsnades. Därefter upphettades proverna från en starttemperatur på 30°C med en måluppvärmningshastighet på 20 K/min till de önskade isoterma temperaturerna 60°C, 90°C och 110°C. Det isotermiska segmentet utfördes som Relaxation Sweep. Under båda segmenten registrerades provets kraft respektive spänning som en funktion av tiden.
Under uppvärmningen kan materialets termiska expansion inte försummas i den här typen av mätningar. Därför bör experimenten, som visas här, utföras IsotermisktTester vid kontrollerad och konstant temperatur kallas isotermiska.isotermiskt för att undvika överlagring av termisk expansion och de återställande krafter som uppstår under kontinuerlig uppvärmning.
En översikt över de parametrar som använts i denna mätserie sammanfattas i tabell 1.

Tabell 1: Översikt över de parametrar som används för denna mätserie: De parametrar som justeras i mätprogrammet för de två segmenten (temperatursvep och relaxation/ krypmätning) beskrivs separat.
| Parametrar | Parameterns värde |
| Mätningsläge | Spänning |
| Provets dimensioner | 6 μm tjocklek × 10 mm bredd × ≈21 mm längd |
| Temperatur svep | |
| Uppvärmningshastighet | 20 K/min till måltemperaturen |
| Kontaktkraft | 0.010 N ± 0,005 N |
| Typ av statisk belastning | Deformation |
| Inställt värde | 0 mm (40 N gräns) |
| Typ av dynamisk belastning | Kraft |
| Målvärde | 0 N (100 % gränsvärde) @ 1 Hz |
| Mätning av relaxation/retardation | |
| Temperatur | Isoterm vid 60°C, 90°C eller 110°C |
| Typ av statisk belastning | Deformation |
| Målvärde | 0 mm (40 N gränsvärde) |
Resultat av mätning
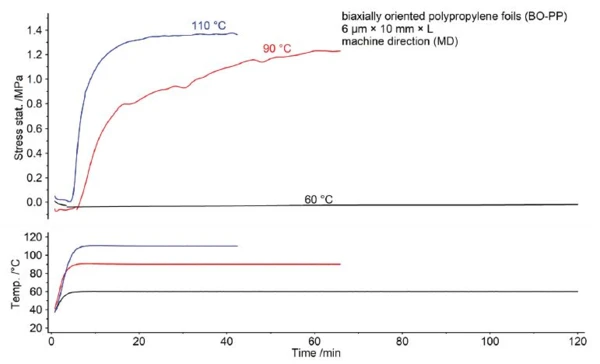
I figur 2 visas den beräknade spänningen hos MD-proverna som en funktion av tiden för de olika isotermiska temperaturerna 60°C (svart kurva), 90°C (röd kurva) och 110°C (blå kurva). Efter en viss inkubationstid verkar spänningsuppbyggnaden ske på ett exponentiellt sätt tills den når ett platåvärde för mätningarna vid 90°C och 110°C. Uppbyggnaden av spänningarna i folierna sker snabbare vid högre temperaturer. Vid temperaturer på 60°C eller lägre kan ingen mätbar spänningsökning påvisas. Under 2 timmar observeras ingen signifikant spänningsökning.
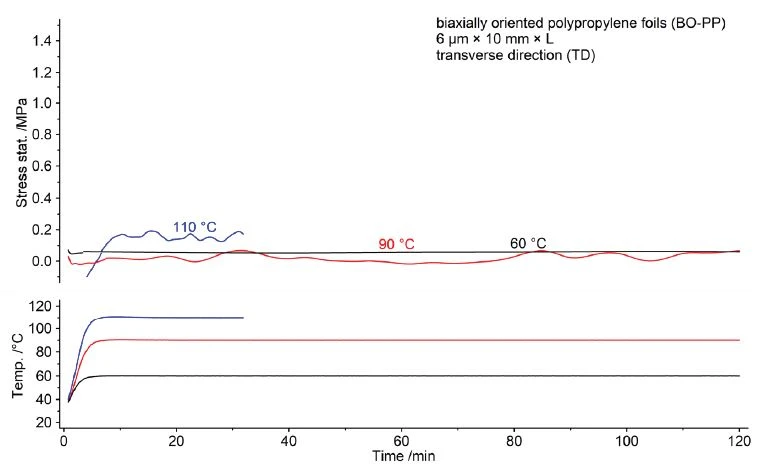
När det gäller TD-folierna (visas i figur 3) kan inget signifikant exponentiellt beteende i spänningskurvan observeras för någon av de tre olika isotermiska temperaturerna. För mätningen vid 110°C kan den lilla ökningen tyda på en small uppbyggnad av spänningen. Spänningsökningen är dock small jämfört med mätningar av MD-folierna vid samma temperatur.
Slutsats
Sträckning av folien under tillverkningsprocessen medför en preferensorientering av polymerkedjorna längs dragriktningarna. Även om detta ger flera förbättrade egenskaper hos folierna, kan det leda till begränsningar i användbarheten vid högre temperaturer. Eftersom den mest stabila konfigurationen av polymerkedjorna är en isotropisk fördelning av orienteringarna (vilket maximerar entropin och sänker systemets Gibbs fria energi), kommer polymerkedjorna att börja återgå till detta tillstånd vid återuppvärmning.
I jämförelse med TD-folierna uppvisar MD-folierna spänningar på upp till 1,4 MPa under mätningarna vid 110°C. Ingen signifikant återställande kraft detekterades för TD-folierna.
Detta är i enlighet med avsaknaden av dragning i TD under tillverkningen av folierna, vilket innebär att inga spänningar detekteras i denna orientering.