はじめに
熱可塑性ポリマー箔は、コスト効率、軽量、柔軟性、ユニークな物理的・化学的特性などの利点から、様々な産業分野で広く使用されています。用途としては、包装、ラベル、熱収縮性ケーブル・シース、コーティング、コンデンサーやバッテリーのセパレーター・フォイルなどが挙げられるが、これらに限定されるものではない。
押出成形後の箔の特性が用途に十分でない場合、箔を延伸して特性を向上させることができる。このような加工の利点は、降伏強度やヤング率を高めることによる機械的特性の向上から、箔の透明性に関連する光学特性の向上、透湿度の低下、電気的用途における耐圧の向上まで多岐にわたる。
これらの箔の製造は、ブロー箔またはキャスト箔押出成形に分類することができる。さらに、押出しシートに与える加工によって、二軸延伸ポリマーか一軸延伸(BO)ポリマーかを区別することができる。後者の場合、箔の逐次延伸または同時延伸によって達成することができる[1]。その後の延伸工程は、ポリマーのガラス転移温度より高いが、融点よりはるかに低い温度で行われる。機械方向(MD)、すなわち箔の移動方向に沿った延伸は、異なる速度で回転するロール間に箔を引き込むことによって達成される。これにより、2組目のロールは1組目のロールよりも速く回転する[1]。順次延伸の場合、フォイルはその後オーブンに移され、そこでフォイルはテンターフレーム上で延伸される。ここで、クランプが箔の端をつかみ、徐々に離れていくことで箔を引き伸ばす[1]。
このような延伸工程により、箔の厚さはμm以下の領域になる。これらの工程は、箔中のポリマー鎖の優先的な分子配向を引き起こす。この優先配向が、加熱時の箔の収縮傾向を引き起こす。これは、箔が高温にさらされたときに重要になり、製品の予期せぬ挙動や、最悪の場合、使用中の製品の不具合につながる可能性がある。
延伸ポリマーの熱収縮と復元力ポリマーフォイル
優先配向を持つ延伸フォイルが空間的な境界条件によって制限されない場合、ある閾値以上の加熱によって収縮する。この手順は、ASTM D1204やASTM D2732などの国際規格でカバーされている。しかし、箔はしばしば他の材料と組み合わせて使用される。この場合、フォイルは少なくとも片側から締め付けられ、収縮が妨げられる。そのため、ポリマーフォイル内の復元力というか応力の発生が注目される。
NETZSCH DMA 303Eplexor を用いると、この挙動を、カスタム選択した温度/時間プログラムに対して、一定変形下で測定を行うことで特徴付けることができる。
実験的
二軸延伸ポリプロピレン(BO-PP)を、NETZSCH DMA 303Eplexor のスチール製引張試料ホルダー(図1)を用いて試験した。公称試料厚さは6μmであった。フォイルは幅10mmに切断した。試料の長さは、DMA 303Eplexor の自動試料長検出システムで測定した。
MDおよび横方向(TD、MDに対して90°)に沿って切断した試料の測定を行った。測定に先立ち、試料が膨らんでいないことを保証するために、フォイルに0.01 Nの静的な力をかけた。測定開始とともに、試料の変形を0 mmに設定し、加えられた静的な力を取り除いた。その後、試料を開始温度30℃から目標加熱速度20K/minで、60℃、90℃、110℃の所望の等温まで加熱した。等温セグメントは緩和スイープとして実行された。両セグメント中、試料の力と応力がそれぞれ時間の関数として記録されました。
加熱中、この種の測定では材料の熱膨張を無視することはできない。したがって、ここで示したように、連続加熱中に発生する熱膨張と復元力の重ね合わせを避けるため、実験は等温で行う必要があります。
この一連の測定で使用したパラメーターの概要を表1にまとめた。

表1:この一連の測定に使用したパラメータの概要:2つのセグメント(温度掃引と緩和/クリープ測定)の測定プログラムで調整されたパラメータは、別々に詳述されている。
| パラメータ | 値 |
| 測定モード | 張力 |
| 試料寸法 | 厚さ6μm×幅10mm×長さ≒21mm |
| 温度掃引 | |
| 加熱速度 | 目標温度まで20K/min |
| 接触力 | 0.010 n ± 0.005 n |
| 静荷重タイプ | 変形 |
| 設定値 | 0 mm (40N制限) |
| 動荷重タイプ | 力 |
| 目標値 | 0 N (100 %制限) @ 1 Hz |
| 緩和/遅角測定 | |
| 測定温度 | 60℃、90℃または110℃等温 |
| 静的負荷タイプ | 変形 |
| 目標値 | 0 mm (40N限界) |
測定結果
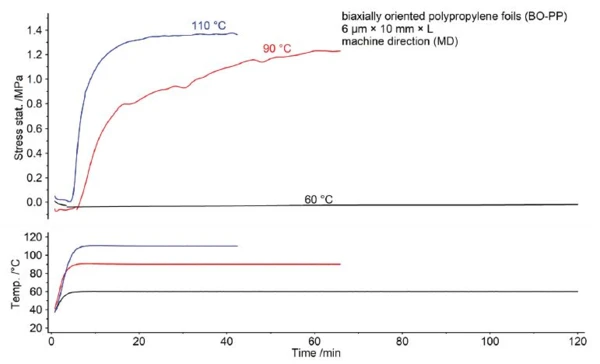
図2には、60℃(黒い曲線)、90℃(赤い曲線)、110℃(青い 曲線)の異なる等温温度における、時間の関数としてのMD試料の応 力計算値が示されている。あるインキュベーション時間後、応力は指数関数的に増加し、90℃と110℃の測定ではプラトー値に達する。フォイルによる応力の蓄積は、温度が高いほど速く起こる。60℃以下の温度では、測定可能な応力増加は検出されない。2時間の合計時間では、有意な応力増加は観察されない。
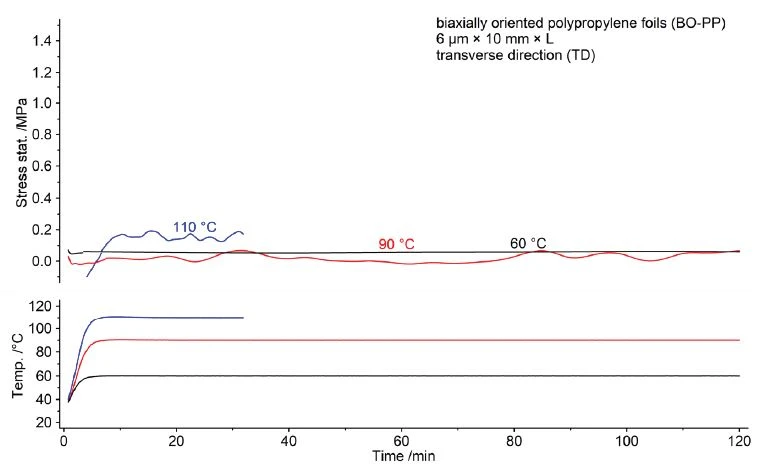
TDフォイル(図3に示す)の場合、応力曲線には、3つの異なる等温温度のいずれにおいても、有意な指数関数的挙動は観察されない。110℃での測定では、わずかな増加が応力の蓄積(small )を示唆している可能性がある。しかし、その応力増加は、同じ温度でのMD箔の測定と比較すると、small 。
結論
製造工程における箔の延伸は、延伸方向に沿ったポリマー鎖の優先配向を導入する。これにより、箔のいくつかの特性が改善される一方で、高温での使用性に限界が生じる可能性がある。ポリマー鎖の最も安定な配置は等方的な配向分布であるため(したがってエントロピーが最大になり、系のギブス自由エネルギーが低下する)、再加熱するとポリマー鎖はこの状態に戻り始める。
TD箔と比較すると、MD箔は110℃での測定で最大1.4MPaの応力を示した。TDフォイルでは、有意な復元力は検出されなかった。
これは、TD箔の製造時に延伸が行われなかったため、この方向には応力が検出されなかったことによる。