Introduction
Les feuilles de polymère thermoplastique sont largement utilisées dans divers secteurs industriels en raison de leur rentabilité, de leur légèreté, de leur flexibilité et de leurs propriétés physiques et chimiques uniques. Les applications comprennent, entre autres, l'emballage, les étiquettes, les gaines de câbles thermorétractables, les revêtements et les feuilles de séparation de condensateurs et de batteries.
Lorsque les propriétés des feuilles après extrusion ne sont pas suffisantes pour l'application, les feuilles peuvent être étirées pour améliorer leurs propriétés. Les avantages d'un tel traitement vont de l'amélioration des propriétés mécaniques - en augmentant la limite d'élasticité ou le module de Young - à l'amélioration des propriétés optiques liées à la transparence des feuilles, en passant par la réduction de la perméabilité à l'humidité ou l'augmentation de la tension de claquage dans les applications électriques.
La production de ces feuilles peut être classée en extrusion soufflée ou coulée. En outre, selon le traitement appliqué à la feuille extrudée, on distingue les polymères orientés biaxialement ou uniaxialement (BO). Dans ce dernier cas, l'orientation peut être obtenue par un étirement séquentiel ou simultané des feuilles [1]. Le ou les processus d'étirement ultérieurs se produisent au-dessus de la température de transition vitreuse, mais bien en dessous de la Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). température de fusion du polymère. L'allongement dans le sens machine (MD), c'est-à-dire dans le sens du mouvement des feuilles, est réalisé en tirant la feuille entre des rouleaux tournant à des vitesses différentes. Ainsi, la deuxième série de rouleaux tourne plus vite que la première [1]. Dans le cas de l'étirage séquentiel, la feuille est ensuite transférée dans un four où elle est étirée sur un cadre de tension. Des pinces saisissent le bord de la feuille et l'étirent en l'écartant progressivement [1].
Ces processus d'étirement peuvent permettre d'obtenir des épaisseurs de feuilles de l'ordre du μm. Ces processus induisent une orientation moléculaire préférentielle des chaînes de polymères dans la feuille. C'est cette orientation préférentielle qui introduit une certaine tendance au rétrécissement des feuilles pendant le chauffage. Ce phénomène peut devenir important lorsque les feuilles sont soumises à des températures plus élevées, ce qui peut entraîner un comportement inattendu du produit ou, dans le pire des cas, des défaillances du produit en cours d'utilisation.
Rétrécissement à chaud et forces de restauration des feuilles de polymères étiréesFeuilles de polymère étirées
Si les feuilles étirées avec une orientation préférentielle ne sont pas limitées par des conditions spatiales, elles se rétracteront lorsqu'elles seront chauffées au-delà d'un certain seuil. Cette procédure est couverte par des normes internationales telles que ASTM D1204 et ASTM D2732. Toutefois, les feuilles sont souvent utilisées en combinaison avec d'autres matériaux. Dans ce cas, la feuille est comprimée d'au moins un côté et sa contraction est entravée. C'est pourquoi l'évolution de la force de rappel, ou plutôt des contraintes à l'intérieur de la feuille de polymère, est intéressante.
Avec l'aide du NETZSCH DMA 303 Eplexor®, ce comportement peut être caractérisé pour un programme de température/temps personnalisé en effectuant des mesures sous déformation constante.
Expérimental
Le polypropylène orienté biaxialement (BO-PP) a été étudié avec le porte-échantillon de tension en acier (illustré à la figure 1) du NETZSCH DMA 303 Eplexor®. L'épaisseur nominale de l'échantillon était de 6 μm. Les feuilles ont été coupées à une largeur de 10 mm. La longueur de l'échantillon a été mesurée à l'aide du système de détection automatique de la longueur de l'échantillon du DMA 303 Eplexor®.
Des mesures d'échantillons coupés le long de la MD et dans la direction transversale (TD, 90° par rapport à la MD) ont été effectuées. Avant les mesures, la feuille a été soumise à une force statique de 0,01 N pour garantir que l'échantillon n'était pas bombé. Au début de la mesure, la déformation de l'échantillon a été fixée à 0 mm et la force statique appliquée a été supprimée. Ensuite, les échantillons ont été chauffés à partir d'une température de départ de 30°C à une vitesse de chauffage cible de 20 K/min jusqu'aux températures isothermes souhaitées de 60°C, 90°C et 110°C. Le segment IsothermeLes essais à température contrôlée et constante sont dits isothermes.isotherme a été exécuté en tant que balayage de relaxation. Pendant les deux segments, la force et la contrainte de l'échantillon ont été enregistrées respectivement en fonction du temps.
Pendant le chauffage, la dilatation thermique du matériau ne peut être négligée dans ce type de mesures. Ainsi, comme démontré ici, les expériences doivent être réalisées de manière IsothermeLes essais à température contrôlée et constante sont dits isothermes.isotherme afin d'éviter toute superposition de la dilatation thermique et des forces de rappel qui se produisent lors d'un chauffage continu.
Une vue d'ensemble des paramètres utilisés dans cette série de mesures est résumée dans le tableau 1.

Tableau 1 : Aperçu des paramètres utilisés pour cette série de mesures : Les paramètres, ajustés dans le programme de mesure pour les deux segments (balayage de la température et mesure de la relaxation/du fluage) sont détaillés séparément.
| Paramètre | Valeur du paramètre |
| Mode de mesure | Tension |
| Dimensions de l'échantillon | 6 μm d'épaisseur × 10 mm de largeur × ≈21 mm de longueur |
| Balayage de température | |
| Vitesse de chauffage | 20 K/min jusqu'à la température cible |
| Force de contact | 0.010 N ± 0,005 N |
| Type de charge statique | Déformation |
| Valeur de consigne | 0 mm (limite de 40 N) |
| Type de charge dynamique | Force |
| Valeur cible | 0 N (limite 100 %) @ 1 Hz |
| Mesure de la relaxation/rétardation | |
| Température | IsothermeLes essais à température contrôlée et constante sont dits isothermes.Isotherme à 60°C, 90°C ou 110°C |
| Type de charge statique | Déformation |
| Valeur cible | 0 mm (limite de 40 N) |
Résultats des mesures
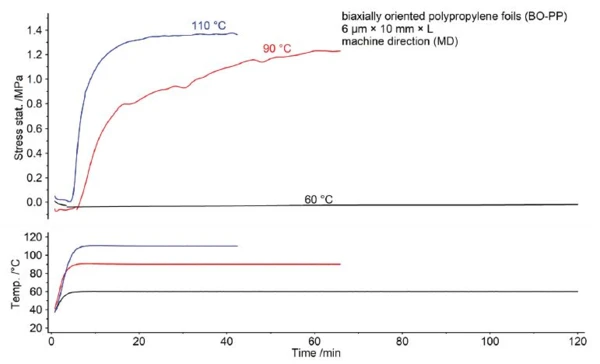
Dans la figure 2, les contraintes calculées des échantillons de MD en fonction du temps sont représentées pour les différentes températures isothermes de 60°C (courbe noire), 90°C (courbe rouge) et 110°C (courbe bleue). Après un certain temps d'incubation, l'augmentation de la contrainte semble se dérouler de manière exponentielle jusqu'à ce qu'elle atteigne une valeur plateau pour les mesures à 90°C et 110°C. L'augmentation des contraintes sur les feuilles est plus rapide lorsque les températures sont plus élevées. À des températures de 60°C ou moins, aucune augmentation mesurable des contraintes n'est détectable. Pour une durée de 2 heures, aucune augmentation significative des contraintes n'est observée.
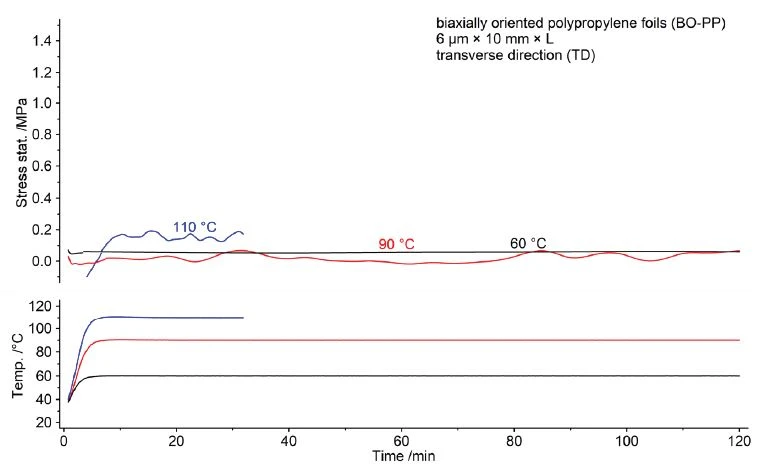
Dans le cas des feuilles TD (illustrées à la figure 3), aucun comportement exponentiel significatif de la courbe de contrainte ne peut être observé pour aucune des trois températures isothermes différentes. Pour la mesure à 110°C, la légère augmentation pourrait suggérer une augmentation de la contrainte à l'adresse small. Cependant, l'augmentation de la contrainte est small par rapport aux mesures des feuilles MD à la même température.
Conclusion
L'étirement de la feuille au cours du processus de fabrication introduit une orientation préférentielle des chaînes de polymères le long des directions d'étirement. Bien que cela permette d'améliorer les propriétés des feuilles, cela peut entraîner des limitations d'utilisation à des températures plus élevées. Étant donné que la configuration la plus stable des chaînes de polymère est une distribution isotrope des orientations (maximisant ainsi l'entropie et réduisant l'énergie libre de Gibbs du système), les chaînes de polymère commenceront à revenir vers cet état lors du réchauffage.
Par rapport aux feuilles TD, les feuilles MD présentent des contraintes allant jusqu'à 1,4 MPa pendant les mesures à 110 °C. Aucune force de rappel significative n'a été détectée pour les feuilles MD. Aucune force de rappel significative n'a été détectée pour les feuilles TD.
Cela s'explique par l'absence d'emboutissage dans le TD lors de la fabrication des feuilles, et donc par le fait qu'aucune contrainte n'est détectée dans cette orientation.