Inleiding
Thermoplastische polymeerfolie wordt veel gebruikt in verschillende industriesectoren vanwege de voordelen: kostenefficiëntie, licht gewicht, flexibiliteit en unieke fysische en chemische eigenschappen. Toepassingen zijn onder andere verpakking, etiketten, krimpkous voor kabels, coatings en scheidingsfolies voor condensatoren en batterijen.
Als de eigenschappen van de folie na extrusie niet voldoende zijn voor de toepassing, kan de folie worden uitgerekt om de eigenschappen te verbeteren. De voordelen van een dergelijke bewerking variëren van het verbeteren van de mechanische eigenschappen - door de rekgrens of de elasticiteitsmodulus te verhogen - tot het verbeteren van de optische eigenschappen met betrekking tot de transparantie van de folie, het verlagen van de vochtdoorlaatbaarheid of het verhogen van de doorslagspanning in elektrische toepassingen.
De productie van deze folies kan worden ingedeeld in geblazen of gegoten folie-extrusie. Afhankelijk van de verwerking die de geëxtrudeerde folie ondergaat, maakt men bovendien een onderscheid tussen biaxiaal of uniaxiaal georiënteerde (BO) polymeren. In het laatste geval kan dit worden bereikt door de folies sequentieel of simultaan uit te rekken [1]. Het (de) daaropvolgende rekproces(sen) vindt plaats boven de glasovergangstemperatuur, maar ver onder de Smelttemperaturen en -getallenDe enthalpie van fusie van een stof, ook wel latente warmte genoemd, is een maat voor de energie-input, meestal warmte, die nodig is om een stof om te zetten van vaste naar vloeibare toestand. Het smeltpunt van een stof is de temperatuur waarbij de toestand verandert van vast (kristallijn) naar vloeibaar (isotroop smeltpunt). smelttemperatuur van het polymeer. Rekking in de machinerichting (MD), d.w.z. langs de bewegingsrichting van de folies, wordt bereikt door de folie tussen rollen te trekken die met verschillende snelheden draaien. Hierbij draait de tweede set rollen sneller dan de eerste set [1]. In het geval van sequentieel trekken, wordt de folie vervolgens overgebracht naar een oven waar de folie wordt uitgerekt op een tenter frame. Hier grijpen klemmen de rand van de folie vast en trekken de folie door geleidelijk uit elkaar te bewegen [1].
Deze rekprocessen kunnen leiden tot foliediktes van minder dan μm. Deze processen veroorzaken een preferentiële moleculaire oriëntatie van de polymeerketens in de folie. Deze voorkeursoriëntatie zorgt voor een zekere neiging tot krimpen van de folie tijdens verhitting. Dit kan belangrijk worden wanneer de folies aan hogere temperaturen worden blootgesteld, wat kan leiden tot onverwacht gedrag van het product of, in het ergste geval, tot defecten van het product tijdens het gebruik.
Hittekrimp en herstelkrachten van uitgerektePolymeerfolie
Als uitgerekte folies met een voorkeursoriëntatie niet beperkt worden door ruimtelijke randvoorwaarden, zullen ze krimpen bij verwarming boven een bepaalde drempel. Deze procedure wordt beschreven in internationale normen zoals ASTM D1204 en ASTM D2732. Folie wordt echter vaak gebruikt in combinatie met andere materialen. In dat geval wordt de folie aan ten minste één kant ingesnoerd en wordt het krimpen belemmerd. Daarom is de ontwikkeling van de herstelkracht, of beter gezegd, spanningen binnen de polymeerfolie van belang.
Met behulp van de NETZSCH DMA 303 Eplexor® kan dit gedrag gekarakteriseerd worden voor een zelfgekozen temperatuur/tijdprogramma door metingen uit te voeren onder constante vervorming.
Experimenteel
Biaxiaal georiënteerd polypropyleen (BO-PP) werd onderzocht met de stalen trekmonsterhouder (getoond in figuur 1) van de NETZSCH DMA 303 Eplexor®. De nominale monsterdikte was 6 μm. De folies werden gesneden tot een breedte van 10 mm. De lengte van het monster werd gemeten met het automatische detectiesysteem voor monsterlengte van de DMA 303 Eplexor®.
Er werden metingen uitgevoerd op monsters die langs de MD en de dwarsrichting (TD, 90° ten opzichte van MD) gesneden waren. Voorafgaand aan de metingen werd de folie onderworpen aan een statische kracht van 0,01 N om te garanderen dat het monster niet bol stond. Bij het begin van de meting werd de vervorming van het monster op 0 mm gezet en werd de toegepaste statische kracht verwijderd. Vervolgens werden de monsters verwarmd vanaf een starttemperatuur van 30°C met een beoogde verwarmingssnelheid van 20 K/min tot de gewenste isotherme temperaturen van 60°C, 90°C en 110°C. Het isotherme segment werd uitgevoerd als Relaxation Sweep. Tijdens beide segmenten werden respectievelijk de kracht en de spanning van het monster geregistreerd als functie van de tijd.
Tijdens verhitting kan de thermische uitzetting van het materiaal niet verwaarloosd worden bij dit soort metingen. Daarom moeten de experimenten, zoals hier getoond, IsothermTesten bij een gecontroleerde en constante temperatuur worden isotherm genoemd.isotherm worden uitgevoerd om superpositie van thermische uitzetting en de herstellende krachten die optreden tijdens continue verhitting te vermijden.
Tabel 1 geeft een overzicht van de parameters die in deze meetreeks zijn gebruikt.

Tabel 1: Overzicht van de parameters die zijn gebruikt voor deze meetserie: De parameters die in het meetprogramma zijn ingesteld voor de twee segmenten (temperatuursweep en relaxatie/kruipmeting) worden apart vermeld.
| Parameter | Waarde |
| Meetmodus | Spanning |
| Afmetingen monster | 6 μm dikte × 10 mm breedte × ≈21 mm lengte |
| Temperatuur sweep | |
| Verwarmingssnelheid | 20 K/min tot de doeltemperatuur |
| Contactkracht | 0.010 N ± 0,005 N |
| Type statische belasting | Vervorming |
| Ingestelde waarde | 0 mm (grenswaarde 40 N) |
| Type dynamische belasting | Kracht |
| Streefwaarde | 0 N (100% grens) @ 1 Hz |
| OntspanningWanneer een constante spanning wordt uitgeoefend op een rubbermengsel, is de kracht die nodig is om die spanning te handhaven niet constant maar neemt deze af met de tijd; dit gedrag staat bekend als spanningsrelaxatie. Het proces dat verantwoordelijk is voor spanningsrelaxatie kan fysisch of chemisch zijn en onder normale omstandigheden zullen beide tegelijkertijd optreden. Ontspanning/Retardatiemeting | |
| Temperatuur | IsothermTesten bij een gecontroleerde en constante temperatuur worden isotherm genoemd.Isotherm bij 60°C, 90°C of 110°C |
| Type statische belasting | Vervorming |
| Doelwaarde | 0 mm (40 N grens) |
Meetresultaten
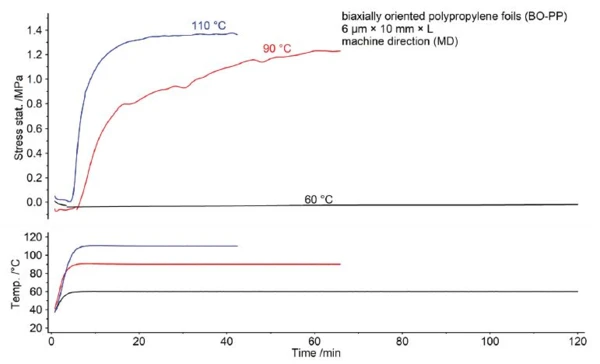
In figuur 2 wordt de berekende spanning van de MD monsters als functie van de tijd getoond voor de verschillende isotherme temperaturen van 60°C (zwarte curve), 90°C (rode curve) en 110°C (blauwe curve). Na een bepaalde incubatietijd lijkt de spanningsopbouw exponentieel te verlopen tot het een plateauwaarde bereikt voor de metingen bij 90°C en 110°C. De spanningsopbouw bij de folies verloopt sneller bij hogere temperaturen. Bij temperaturen van 60°C of lager is er geen meetbare spanningstoename. Voor de duur van 2 uur wordt geen significante spanningstoename waargenomen.
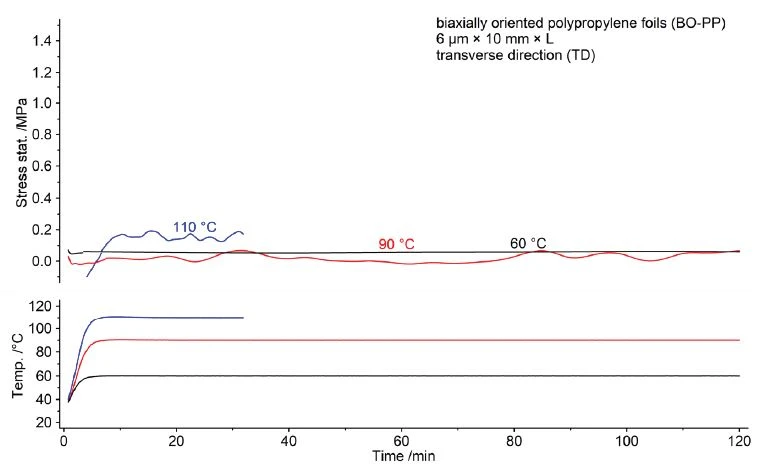
In het geval van de TD folies (getoond in figuur 3) kan geen significant exponentieel gedrag in de spanningscurve worden waargenomen voor geen van de drie verschillende isotherme temperaturen. Voor de meting bij 110°C zou de lichte toename een small opbouw van de spanning kunnen suggereren. De spanningsverhoging is echter small vergeleken met metingen van de MD folies bij dezelfde temperatuur.
Conclusie
Het uitrekken van de folie tijdens het fabricageproces zorgt voor een voorkeursoriëntatie van de polymeerketens langs de trekrichting. Hoewel dit een aantal verbeterde eigenschappen van de folie oplevert, kan het leiden tot beperkingen in de bruikbaarheid bij hogere temperaturen. Aangezien de meest stabiele configuratie van de polymeerketens een isotrope verdeling van oriëntaties is (waardoor de entropie wordt gemaximaliseerd en de Gibbs vrije energie van het systeem wordt verlaagd), zullen de polymeerketens bij heropwarming naar deze toestand terugkeren.
In vergelijking met de TD folies vertonen MD folies spanningen tot 1,4 MPa tijdens de metingen bij 110°C. Er werd geen significante herstelkracht gedetecteerd voor de TD folies.
Dit is in overeenstemming met het gebrek aan tekening in TD tijdens de fabricage van de folies, waardoor er geen spanningen worden gedetecteerd in deze oriëntatie.