Úvod
Termoplastické polymerní fólie jsou široce používány v různých průmyslových odvětvích díky svým výhodám, jako je hospodárnost, nízká hmotnost, pružnost a jedinečné fyzikální a chemické vlastnosti. Mezi aplikace patří mimo jiné obaly, etikety, teplem smrštitelné pláště kabelů, nátěry a fólie pro oddělovače kondenzátorů a baterií.
V případech, kdy vlastnosti fólií po vytlačení nejsou pro danou aplikaci dostatečné, lze fólie pro zvýšení jejich vlastností natáhnout. Výhody takového zpracování sahají od zlepšení mechanických vlastností - zvýšením meze kluzu nebo Youngova modulu až po zlepšení optických vlastností souvisejících s průhledností fólií, snížením propustnosti pro vlhkost nebo zvýšením průrazného napětí v elektrických aplikacích.
Výrobu těchto fólií lze rozdělit na foukané nebo lité fólie. Dále se v závislosti na zpracování, které působí na vytlačovanou fólii, rozlišují biaxiálně nebo uniaxiálně orientované (BO) polymery. V druhém případě toho lze dosáhnout buď postupným, nebo současným protahováním fólií [1]. Následné protahování (protahování) probíhá nad teplotou skelného přechodu, ale hluboko pod teplotou tání polymeru. Prodloužení ve směru stroje (MD), tj. podél směru pohybu fólií, se provádí tažením fólie mezi válci rotujícími různou rychlostí. Přitom se druhá sada válců otáčí rychleji než první sada [1]. V případě sekvenčního tažení se fólie následně přemístí do pece, kde se fólie napne na tenterový rám. Zde svorky uchopí okraj fólie a postupným oddalováním od sebe fólii táhnou [1].
Výsledkem těchto procesů protahování mohou být tloušťky fólie v oblasti nižších μm. Tyto procesy vyvolávají přednostní molekulární orientaci polymerních řetězců ve fólii. Právě tato přednostní orientace způsobuje určitou tendenci ke smršťování fólií při zahřívání. To se může stát důležitým při vystavení fólií vyšším teplotám, což může vést k neočekávanému chování výrobku, nebo v horším případě k selhání výrobku během provozu.
Tepelné smršťování a obnovovací síly natažených materiálůPolymerní fólie
Nejsou-li natažené fólie s preferenční orientací omezeny žádnými prostorovými okrajovými podmínkami, při zahřátí nad určitou mez se smrští. Tímto postupem se zabývají mezinárodní normy, jako jsou ASTM D1204 a ASTM D2732. Fólie se však často používají v kombinaci s jinými materiály. V takovém případě je fólie alespoň z jedné strany zúžena a je jí bráněno ve smršťování. Proto je zajímavý vývoj obnovovací síly nebo spíše napětí uvnitř polymerní fólie.
Pomocí přístroje NETZSCH DMA 303 Eplexor® lze toto chování charakterizovat pro vlastní zvolený teplotní/časový program provedením měření při konstantní deformaci.
Experimentální
Biaxiálně orientovaný polypropylen (BO-PP) byl zkoumán pomocí ocelového napínacího držáku vzorků (na obrázku 1) na NETZSCH DMA 303 Eplexor®. Jmenovitá tloušťka vzorku byla 6 μm. Fólie byly nařezány na šířku 10 mm. Délka vzorku byla změřena pomocí automatického systému detekce délky vzorku DMA 303 Eplexor®.
Byla provedena měření vzorků řezaných podél MD a v příčném směru (TD, 90° vzhledem k MD). Před měřením byla fólie vystavena statické síle 0,01 N, aby bylo zaručeno, že vzorek není vyboulený. Se zahájením měření byla deformace vzorku nastavena na 0 mm a působící statická síla byla odstraněna. Následně byly vzorky zahřívány z počáteční teploty 30 °C při cílové rychlosti zahřívání 20 K/min na požadované izotermické teploty 60 °C, 90 °C a 110 °C. Izotermický úsek byl proveden jako Relaxation Sweep. Během obou segmentů byla zaznamenávána síla a napětí vzorku v závislosti na čase.
Během zahřívání nelze při těchto typech měření zanedbat tepelnou roztažnost materiálu. Proto, jak je zde ukázáno, by se experimenty měly provádět izotermicky, aby se zabránilo superpozici tepelné roztažnosti a obnovovacích sil, které se vyskytují během kontinuálního ohřevu.
Přehled parametrů použitých v této sérii měření je shrnut v tabulce 1.

Tabulka 1: Tabulka 1: Přehled parametrů použitých pro tuto sérii měření: Parametry nastavené v měřicím programu pro oba segmenty (měření teploty a měření RelaxacePokud na pryžovou směs působí konstantní deformace, síla potřebná k udržení této deformace není konstantní, ale s časem klesá; toto chování se nazývá relaxace napětí. Proces odpovědný za relaxaci napětí může být fyzikální nebo chemický a za normálních podmínek probíhají oba současně. relaxace/poklesu) jsou uvedeny samostatně.
| Parametr | Hodnota |
| Režim měření | Napětí |
| Rozměry vzorku | tloušťka 6 μm × šířka 10 mm × délka ≈21 mm |
| Teplotní rozsah | |
| Rychlost zahřívání | 20 K/min na cílovou teplotu |
| Kontaktní síla | 0.010 N ± 0,005 N |
| Typ statického zatížení | Deformace |
| Nastavená hodnota | 0 mm (mezní hodnota 40 N) |
| Typ dynamického zatížení | Síla |
| Cílová hodnota | 0 N (mezní hodnota 100 %) @ 1 Hz |
| Měření RelaxacePokud na pryžovou směs působí konstantní deformace, síla potřebná k udržení této deformace není konstantní, ale s časem klesá; toto chování se nazývá relaxace napětí. Proces odpovědný za relaxaci napětí může být fyzikální nebo chemický a za normálních podmínek probíhají oba současně. relaxace/retardace | |
| Teplota | Izoterma při 60 °C, 90 °C nebo 110 °C |
| Typ statického zatížení | Deformace |
| Cílová hodnota | 0 mm (mezní hodnota 40 N) |
Výsledky měření
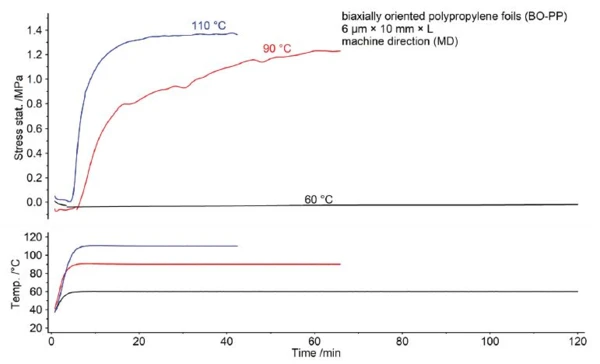
Na obrázku 2 je znázorněno vypočtené napětí vzorků MD v závislosti na čase pro různé izotermické teploty 60 °C (černá křivka), 90 °C (červená křivka) a 110 °C (modrá křivka). Po určité době inkubace se zdá, že nárůst napětí probíhá exponenciálně, dokud nedosáhne hodnoty plató pro měření při 90 °C a 110 °C. K nárůstu napětí u fólií dochází rychleji při vyšších teplotách. Při teplotách 60 °C a nižších není měřitelný nárůst napětí zjistitelný. Po dobu trvání 2 h není pozorován žádný výrazný nárůst napětí.
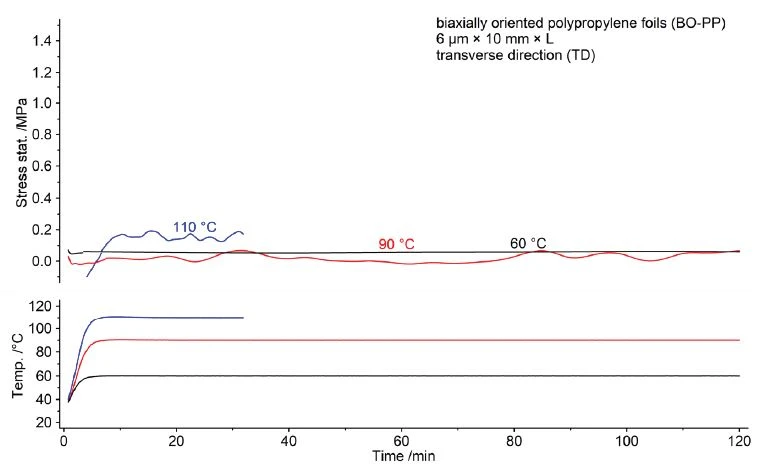
V případě TD fólií (znázorněno na obr. 3) nelze pozorovat žádné výrazné exponenciální chování křivky napětí pro žádnou ze tří různých IzotermickýZkoušky při kontrolované a konstantní teplotě se nazývají izotermické.izotermických teplot. V případě měření při 110 °C může mírný nárůst naznačovat nárůst napětí na small. Jeho nárůst napětí je však small ve srovnání s měřeními MD fólií při stejné teplotě.
Závěr
Protahování fólie během výrobního procesu vede k přednostní orientaci polymerních řetězců podél směrů tahu. To sice přináší několik lepších vlastností fólií, ale může to vést k omezení použitelnosti při vyšších teplotách. Protože nejstabilnější konfigurací polymerních řetězců je izotropní rozložení orientací (čímž se maximalizuje entropie a snižuje Gibbsova volná energie systému), začnou se polymerní řetězce po opětovném zahřátí vracet k tomuto stavu.
Ve srovnání s TD fóliemi vykazují MD fólie při měřeních při 110 °C napětí až 1,4 MPa. U TD fólií nebyla zjištěna žádná významná obnovovací síla.
To je v souladu s tím, že při výrobě fólií TD nedochází k jejich protahování, a proto nejsou v této orientaci zjištěna žádná napětí.