Johdanto
Lämpömuovisia polymeerikalvoja käytetään laajalti eri teollisuudenaloilla niiden kustannustehokkuuden, keveyden, joustavuuden ja ainutlaatuisten fysikaalisten ja kemiallisten ominaisuuksien ansiosta. Käyttökohteita ovat muun muassa pakkaukset, etiketit, lämpökutistuvat kaapelivaipat, pinnoitteet sekä kondensaattorien ja akkujen erotuskalvot.
Tapauksissa, joissa kalvojen ominaisuudet eivät ekstrudoinnin jälkeen riitä sovellukseen, kalvoja voidaan venyttää niiden ominaisuuksien parantamiseksi. Tällaisen käsittelyn hyödyt vaihtelevat mekaanisten ominaisuuksien parantamisesta - lisäämällä myötölujuutta tai Youngin moduulia - optisten ominaisuuksien parantamiseen, joka liittyy kalvojen läpinäkyvyyteen, kosteuden läpäisevyyden alentamiseen tai läpilyöntijännitteen lisäämiseen sähkösovelluksissa.
Näiden kalvojen tuotanto voidaan luokitella puhallus- tai valufoliopuristamiseen. Lisäksi ekstrudoituun kalvoon kohdistuvan käsittelyn mukaan voidaan erottaa kaksiakselisesti tai yksiakselisesti orientoidut (BO) polymeerit. Jälkimmäisessä tapauksessa tämä voidaan saavuttaa joko peräkkäisellä tai samanaikaisella kalvojen venyttämisellä [1]. Seuraavat venytysprosessit tapahtuvat lasittumislämpötilan yläpuolella, mutta huomattavasti polymeerin sulamislämpötilan alapuolella. Venytys konesuunnassa (MD) eli kalvojen liikesuunnassa tapahtuu vetämällä kalvo eri nopeuksilla pyörivien telojen välissä. Tällöin toinen telasarja pyörii nopeammin kuin ensimmäinen [1]. Peräkkäisessä vedossa folio siirretään sen jälkeen uuniin, jossa folio venytetään jännityskehikolla. Tällöin kiinnittimet tarttuvat folion reunaan ja vetävät foliota siirtämällä sitä vähitellen erilleen toisistaan [1].
Näillä venytysprosesseilla voidaan saada aikaan folion paksuus alhaisemmalla μm:n alueella. Nämä prosessit saavat aikaan kalvon polymeeriketjujen molekyylisuuntauksen. Juuri tämä etuoikeutettu suuntautuminen aiheuttaa tietynlaisen taipumuksen kalvojen kutistumiseen kuumentamisen aikana. Tästä voi tulla tärkeää, kun kalvot altistetaan korkeammille lämpötiloille, mikä voi johtaa tuotteen odottamattomaan käyttäytymiseen tai pahimmassa tapauksessa tuotteen vioittumiseen käytön aikana.
Lämpökutistuminen ja venytettyjen voimien palauttaminenPolymeerikalvot
Jos venytettyjä kalvoja, joiden suunta on etusijalla, ei rajoiteta millään tilallisilla reunaehdoilla, ne kutistuvat kuumentuessaan tietyn kynnysarvon yläpuolelle. Tätä menettelyä käsitellään kansainvälisissä standardeissa, kuten ASTM D1204 ja ASTM D2732. Kalvoja käytetään kuitenkin usein yhdessä muiden materiaalien kanssa. Tällöin kalvo on ainakin toiselta puolelta supistunut ja sen kutistuminen estyy. Tämän vuoksi palautusvoiman tai pikemminkin polymeerikalvon sisäisten jännitysten kehittyminen on kiinnostavaa.
NETZSCH DMA 303 Eplexor®-laitteen avulla tätä käyttäytymistä voidaan luonnehtia yksilöllisesti valitulla lämpötila-aikaohjelmalla suorittamalla mittauksia jatkuvassa muodonmuutoksessa.
Kokeellinen
Biaksiaalisesti orientoitunutta polypropeenia (BO-PP) tutkittiin teräksisellä jännitysnäytteen pidikkeellä (kuvassa 1) NETZSCH DMA 303 Eplexor®. Näytteen nimellispaksuus oli 6 μm. Kalvot leikattiin 10 mm:n levyisiksi. Näytteen pituus mitattiin DMA 303 Eplexor®-laitteen automaattisella näytteen pituuden tunnistusjärjestelmällä.
Mittaukset tehtiin näytteistä, jotka oli leikattu MD:n ja poikittaissuunnan (TD, 90° MD:hen nähden) mukaisesti. Ennen mittauksia kalvoon kohdistettiin 0,01 N:n staattinen voima sen varmistamiseksi, että näyte ei pullistunut. Mittauksen alkaessa näytteen muodonmuutos asetettiin 0 mm:iin ja staattinen voima poistettiin. Tämän jälkeen näytteitä lämmitettiin 30 °C:n lähtölämpötilasta tavoitelämpönopeudella 20 K/min haluttuihin isotermisiin lämpötiloihin 60 °C, 90 °C ja 110 °C. Tämän jälkeen näytteitä lämmitettiin 30 °C:n lähtölämpötilasta 20 K/min. IsoterminenKontrolloidussa ja vakiolämpötilassa tehtäviä testejä kutsutaan isotermisiksi.Isoterminen jakso suoritettiin relaksaatiohyökkäyksenä (Relaxation Sweep). Molempien segmenttien aikana näytteen voima ja jännitys rekisteröitiin ajan funktiona.
Lämmityksen aikana materiaalin lämpölaajenemista ei voida jättää huomiotta tällaisissa mittauksissa. Näin ollen, kuten tässä osoitetaan, kokeet olisi suoritettava isotermisesti, jotta vältetään lämpölaajenemisen ja palautusvoimien päällekkäisyys, jota esiintyy jatkuvan lämmityksen aikana.
Taulukossa 1 on yhteenveto tässä mittaussarjassa käytetyistä parametreista.

Taulukko 1: Yleiskatsaus tässä mittaussarjassa käytetyistä parametreista: Parametrit, jotka on säädetty mittausohjelmassa kahta osiota varten (lämpötilan pyyhkäisy ja relaksaatio-/taipumismittaus), on eritelty erikseen.
| Parametri | Arvo |
| Mittaustapa | Jännitys |
| Näytteen mitat | 6 μm paksuus × 10 mm leveys × ≈21 mm pituus |
| Lämpötilan pyyhkäisy | |
| Lämmitysnopeus | 20 K/min tavoitelämpötilaan |
| Kosketusvoima | 0.010 N ± 0,005 N |
| Staattinen kuormitustyyppi | Muodonmuutos |
| Asetettu arvo | 0 mm (40 N raja) |
| Dynaaminen kuormitustyyppi | Voima |
| Tavoitearvo | 0 N (100 % raja) @ 1 Hz |
| Rentoutumisen/retardoitumisen mittaus | |
| Lämpötila | Isotermi 60 °C:ssa, 90 °C:ssa tai 110 °C:ssa |
| Staattinen kuormitustyyppi | Muodonmuutos |
| Tavoitearvo | 0 mm (40 N raja) |
Mittaustulokset
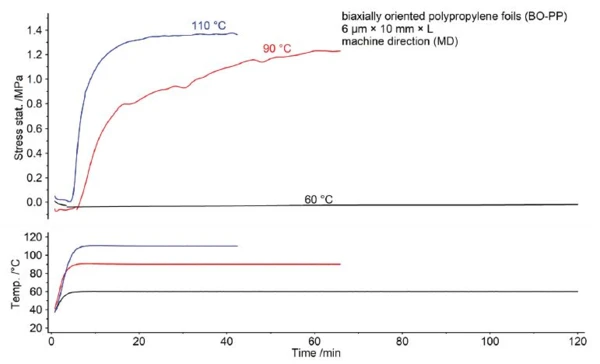
Kuvassa 2 on esitetty MD-näytteiden laskettu jännitys ajan funktiona eri isotermisissä lämpötiloissa 60 °C (musta käyrä), 90 °C (punainen käyrä) ja 110 °C (sininen käyrä). Tietyn inkubaatioajan jälkeen jännityksen kasvu näyttää etenevän eksponentiaalisesti, kunnes se saavuttaa tasotason 90 °C:n ja 110 °C:n mittauksissa. Jännitysten muodostuminen kalvoilla tapahtuu nopeammin korkeammissa lämpötiloissa. Lämpötiloissa 60 °C tai sitä alhaisemmissa lämpötiloissa ei ole havaittavissa mitattavaa jännityksen kasvua. Kahden tunnin keston aikana ei havaita merkittävää jännityksen kasvua.
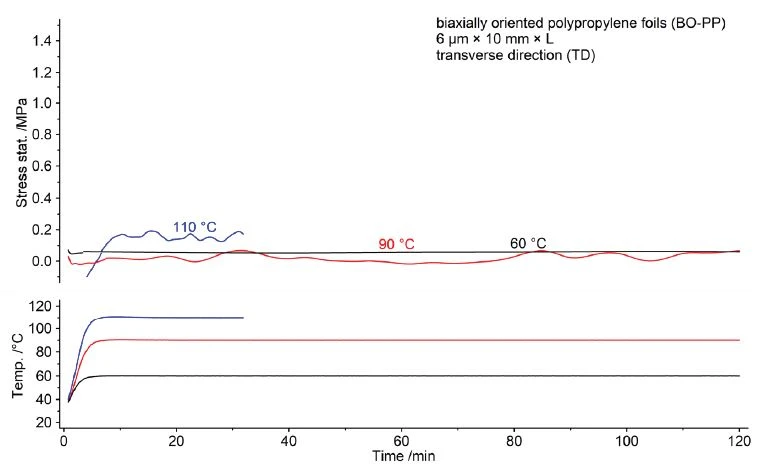
TD-kalvojen tapauksessa (esitetty kuvassa 3) jännityskäyrässä ei ole havaittavissa merkittävää eksponentiaalista käyttäytymistä missään kolmesta eri isotermisestä lämpötilasta. Mittauksessa 110 °C:n lämpötilassa havaittu lievä nousu saattaa viitata small jännityksen kasvuun. Sen jännityksen kasvu on kuitenkin small verrattuna MD-kalvojen mittauksiin samassa lämpötilassa.
Päätelmä
Kalvon venyttäminen valmistusprosessin aikana saa aikaan polymeeriketjujen suuntautumisen vetosuuntiin. Vaikka tämä parantaa kalvojen ominaisuuksia, se voi rajoittaa niiden käytettävyyttä korkeammissa lämpötiloissa. Koska polymeeriketjujen stabiilein konfiguraatio on suuntausten isotrooppinen jakauma (mikä maksimoi entropian ja alentaa systeemin Gibbsin vapaata energiaa), polymeeriketjut alkavat palautua tähän tilaan uudelleen lämmitettäessä.
TD-kalvoihin verrattuna MD-kalvoissa esiintyy jopa 1,4 MPa:n jännityksiä mittauksissa 110 °C:ssa. TD-kalvoissa ei havaittu merkittävää palautusvoimaa.
Tämä on sopusoinnussa sen kanssa, että TD-kalvoja ei ole vedetty niiden valmistuksen aikana, joten tässä orientaatiossa ei havaita jännityksiä.