Introduzione
I fogli di polimeri termoplastici sono ampiamente utilizzati in diversi settori industriali grazie ai loro vantaggi di economicità, leggerezza, flessibilità e proprietà fisiche e chimiche uniche. Le applicazioni includono, ma non solo, imballaggi, etichette, guaine termorestringenti per cavi, rivestimenti e fogli per separatori di condensatori e batterie.
Nei casi in cui le proprietà dei fogli dopo l'estrusione non siano sufficienti per l'applicazione, i fogli possono essere stirati per migliorarne le proprietà. I vantaggi di questa lavorazione vanno dal miglioramento delle proprietà meccaniche - aumentando la resistenza allo snervamento o il modulo di Young - al miglioramento delle proprietà ottiche relative alla trasparenza dei fogli, alla riduzione della permeabilità all'umidità o all'aumento della tensione di breakdown nelle applicazioni elettriche.
La produzione di questi fogli può essere classificata in estrusione di fogli soffiati o fusi. Inoltre, a seconda della lavorazione a cui è sottoposto il foglio estruso, si distingue tra polimeri orientati biassialmente o monoassialmente (BO). In quest'ultimo caso, l'orientamento può essere ottenuto mediante stiramento sequenziale o simultaneo dei fogli [1]. I successivi processi di stiramento avvengono al di sopra della temperatura di transizione vetrosa, ma molto al di sotto della Temperature di fusione ed entalpieL'entalpia di fusione di una sostanza, nota anche come calore latente, è una misura dell'apporto di energia, tipicamente calore, necessario per convertire una sostanza dallo stato solido a quello liquido. Il punto di fusione di una sostanza è la temperatura alla quale essa cambia stato da solido (cristallino) a liquido (fusione isotropa). temperatura di fusione del polimero. L'allungamento in direzione di macchina (MD), cioè lungo la direzione di movimento dei fogli, è realizzato mediante l'attrazione del foglio tra rulli che ruotano a velocità diverse. In questo modo, il secondo gruppo di rulli gira più velocemente del primo [1]. Nel caso dell'imbutitura sequenziale, il foglio viene successivamente trasferito in un forno dove viene steso su un telaio di supporto. Qui, le pinze afferrano il bordo del foglio e lo tirano allontanandolo gradualmente [1].
Questi processi di stiramento possono portare a spessori della lamina inferiori ai μm. Questi processi inducono un orientamento molecolare preferenziale delle catene polimeriche nella lamina. È questo orientamento preferenziale che introduce una certa tendenza al ritiro delle lamine durante il riscaldamento. Ciò può diventare importante quando le lamine sono sottoposte a temperature più elevate, il che può portare a un comportamento inaspettato del prodotto o, nel peggiore dei casi, a guasti del prodotto durante il servizio.
Restringimento termico e forze di ripristino di fogli polimerici stiratiFogli polimerici stirati
Se le lamine stirate con un orientamento preferenziale non sono limitate da alcuna condizione spaziale al contorno, si restringono quando il riscaldamento supera una certa soglia. Questa procedura è coperta da standard internazionali come ASTM D1204 e ASTM D2732. Tuttavia, le lamine sono spesso utilizzate in combinazione con altri materiali. In questo caso, la lamina è costretta da almeno un lato e ostacolata nella sua contrazione. Pertanto, lo sviluppo della forza di ripristino, o meglio, delle sollecitazioni all'interno della lamina polimerica è di interesse.
Con l'aiuto di NETZSCH DMA 303 Eplexor®, questo comportamento può essere caratterizzato per un programma di temperatura/tempo personalizzato, eseguendo misure in condizioni di deformazione costante.
Sperimentale
Il polipropilene biorientato (BO-PP) è stato studiato con il portacampioni a tensione d'acciaio (illustrato nella figura 1) di NETZSCH DMA 303 Eplexor®. Lo spessore nominale del campione era di 6 μm. Le lamine sono state tagliate a una larghezza di 10 mm. La lunghezza del campione è stata misurata con il sistema di rilevamento automatico della lunghezza del campione del DMA 303 Eplexor®.
Sono state eseguite misure di campioni tagliati lungo la MD e la direzione trasversale (TD, 90° rispetto alla MD). Prima delle misure, la lamina è stata sottoposta a una forza statica di 0,01 N per garantire che il campione non fosse rigonfio. All'inizio della misurazione, la deformazione del campione è stata impostata a 0 mm e la forza statica applicata è stata rimossa. Successivamente, i campioni sono stati riscaldati da una temperatura iniziale di 30°C a una velocità di riscaldamento target di 20 K/min fino alle temperature isoterme desiderate di 60°C, 90°C e 110°C. Il segmento IsotermicoI test a temperatura controllata e costante sono detti isotermici.isotermico è stato eseguito come Relaxation Sweep. Durante entrambi i segmenti, sono state registrate rispettivamente la forza e la sollecitazione del campione in funzione del tempo.
Durante il riscaldamento, l'espansione termica del materiale non può essere trascurata in questo tipo di misurazioni. Pertanto, come mostrato in questa sede, gli esperimenti dovrebbero essere eseguiti in modo IsotermicoI test a temperatura controllata e costante sono detti isotermici.isotermico per evitare la sovrapposizione dell'espansione termica e delle forze di ripristino che si verificano durante il riscaldamento continuo.
La tabella 1 riassume i parametri utilizzati in questa serie di misure.

Tabella 1: Panoramica dei parametri utilizzati per questa serie di misure: I parametri, regolati nel programma di misura per i due segmenti (sweep di temperatura e misura di RilassamentoQuando si applica una deformazione costante a una mescola di gomma, la forza necessaria per mantenere tale deformazione non è costante, ma diminuisce nel tempo; questo comportamento è noto come rilassamento delle sollecitazioni. Il processo responsabile del rilassamento delle tensioni può essere fisico o chimico e, in condizioni normali, si verificano entrambi contemporaneamente. rilassamento/crep) sono dettagliati separatamente.
| Parametro | Valore |
| Modalità di misurazione | Tensione |
| Dimensioni del campione | 6 μm spessore × 10 mm larghezza × ≈21 mm lunghezza |
| Sweep di temperatura | |
| Velocità di riscaldamento | 20 K/min fino alla temperatura target |
| Forza di contatto | 0.010 N ± 0,005 N |
| Tipo di carico statico | Deformazione |
| Valore impostato | 0 mm (limite 40 N) |
| Tipo di carico dinamico | Forza |
| Valore nominale | 0 N (limite del 100 %) @ 1 Hz |
| Misura di RilassamentoQuando si applica una deformazione costante a una mescola di gomma, la forza necessaria per mantenere tale deformazione non è costante, ma diminuisce nel tempo; questo comportamento è noto come rilassamento delle sollecitazioni. Il processo responsabile del rilassamento delle tensioni può essere fisico o chimico e, in condizioni normali, si verificano entrambi contemporaneamente. rilassamento/ritardo | |
| Temperatura di esercizio | Isoterma a 60°C, 90°C o 110°C |
| Tipo di carico statico | Deformazione |
| Valore target | 0 mm (limite 40 N) |
Risultati della misurazione
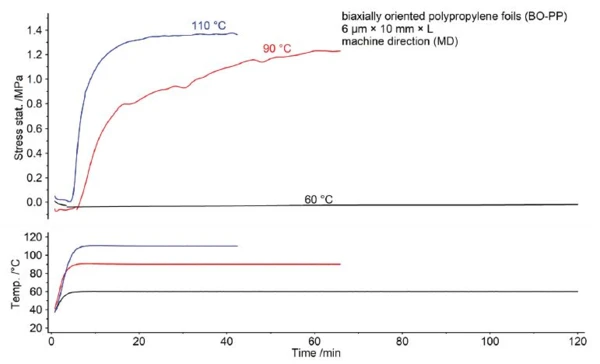
Nella figura 2 sono mostrati gli Lo stressLa sollecitazione è definita come un livello di forza applicato su un campione con una sezione trasversale ben definita. (Sollecitazione = forza/area). I campioni con sezione trasversale circolare o rettangolare possono essere compressi o allungati. I materiali elastici come la gomma possono essere allungati fino a 5-10 volte la loro lunghezza originale.stress calcolati dei campioni MD in funzione del tempo per le diverse temperature isotermiche di 60°C (curva nera), 90°C (curva rossa) e 110°C (curva blu). Dopo un certo tempo di incubazione, l'aumento delle sollecitazioni sembra procedere in modo esponenziale fino a raggiungere un valore di plateau per le misurazioni a 90°C e 110°C. L'accumulo delle sollecitazioni con le lamine avviene più rapidamente a temperature più elevate. A temperature di 60°C o inferiori, non è possibile rilevare un aumento misurabile delle sollecitazioni. Per una durata di 2 ore, non si osserva un aumento significativo delle sollecitazioni.
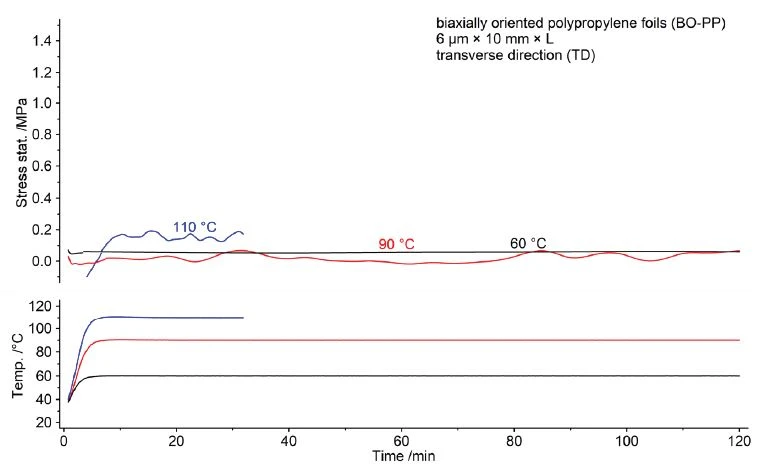
Nel caso delle lamine TD (illustrate nella figura 3), non si osserva un comportamento esponenziale significativo nella curva di sollecitazione per nessuna delle tre diverse temperature isotermiche. Per la misura a 110°C, il leggero aumento potrebbe far pensare a un small aumento della sollecitazione. Tuttavia, l'aumento delle sollecitazioni è small rispetto alle misure delle lamine MD alla stessa temperatura.
Conclusione
L'allungamento del foglio durante il processo di produzione introduce un orientamento preferenziale delle catene polimeriche lungo le direzioni di disegno. Se da un lato ciò consente di migliorare le proprietà delle lamine, dall'altro può comportare limitazioni nell'utilizzo a temperature più elevate. Poiché la configurazione più stabile delle catene polimeriche è una distribuzione isotropa delle orientazioni (che massimizza l'entropia e abbassa l'energia libera di Gibbs del sistema), le catene polimeriche inizieranno a tornare verso questo stato al momento del riscaldamento.
Rispetto alle lamine TD, le lamine MD presentano sollecitazioni fino a 1,4 MPa durante le misurazioni a 110°C. Non è stata rilevata alcuna forza di ripristino significativa per le lamine TD.
Questo è in accordo con la mancanza di imbutitura in TD durante la produzione delle lamine, quindi non sono state rilevate sollecitazioni in questo orientamento.