Introducción
Las láminas de polímero termoplástico se utilizan ampliamente en diversos sectores industriales debido a sus ventajas de rentabilidad, ligereza, flexibilidad y propiedades físicas y químicas únicas. Las aplicaciones incluyen, entre otras, envases, etiquetas, revestimientos termorretráctiles de cables, recubrimientos y láminas separadoras de condensadores y baterías.
En los casos en que las propiedades de las láminas después de la extrusión no son suficientes para la aplicación, las láminas pueden estirarse para mejorar sus propiedades. Las ventajas de este tipo de procesamiento van desde la mejora de las propiedades mecánicas -aumentando el Tensión de fluenciaEl límite elástico se define como la tensión por debajo de la cual no se produce flujo; literalmente, se comporta como un sólido débil en reposo y como un líquido cuando cede.límite elástico o el módulo de Young- hasta la mejora de las propiedades ópticas relacionadas con la transparencia de las láminas, la reducción de la permeabilidad a la humedad o el aumento de la tensión de ruptura en aplicaciones eléctricas.
La producción de estas láminas puede clasificarse en extrusión de láminas sopladas o fundidas. Además, en función del tratamiento que se aplique a la lámina extruida, se distingue entre polímeros orientados biaxialmente o uniaxialmente (BO). En este último caso, el estirado de las láminas puede ser secuencial o simultáneo [1]. Los procesos de estiramiento subsiguientes tienen lugar por encima de la temperatura de transición vítrea, pero muy por debajo de la Temperaturas y entalpías de fusiónLa entalpía de fusión de una sustancia, también conocida como calor latente, es una medida del aporte de energía, normalmente calor, que es necesario para convertir una sustancia del estado sólido al líquido. El punto de fusión de una sustancia es la temperatura a la que cambia de estado sólido (cristalino) a líquido (fusión isotrópica).temperatura de fusión del polímero. El alargamiento en la dirección de la máquina (DM), es decir, a lo largo de la dirección de movimiento de las láminas, se consigue estirando la lámina entre rodillos que giran a diferentes velocidades. De este modo, el segundo juego de rodillos gira más rápido que el primero [1]. En el caso del estirado secuencial, la lámina se transfiere posteriormente a un horno donde se estira sobre un bastidor. Aquí, unas pinzas agarran el borde de la lámina y la estiran separándose gradualmente [1].
Estos procesos de estiramiento pueden dar lugar a espesores de lámina inferiores a μm. Estos procesos inducen una orientación molecular preferente de las cadenas de polímero en la lámina. Es esta orientación preferencial la que introduce una cierta tendencia a la contracción de las láminas durante el calentamiento. Esto puede llegar a ser importante cuando las láminas se someten a temperaturas más altas, lo que puede dar lugar a un comportamiento inesperado del producto o, En el peor de los casosEn relación con un reactor químico, el peor escenario posible es la situación en la que la producción de temperatura y/o presión causada por la reacción se descontrola.en el peor de los casos, a fallos del producto durante el servicio.
Contracción por calor y fuerzas de restauración de láminas de polímero estiradasLáminas de polímero
Si las láminas estiradas con una orientación preferente no están limitadas por ninguna condición de contorno espacial, se encogerán al calentarse por encima de un determinado umbral. Este procedimiento está contemplado en normas internacionales como ASTM D1204 y ASTM D2732. Sin embargo, las láminas se utilizan a menudo en combinación con otros materiales. En este caso, la lámina se constriñe al menos por un lado y se dificulta su contracción. Por lo tanto, el desarrollo de la fuerza de restauración, o más bien, las tensiones dentro de la lámina de polímero son de interés.
Con la ayuda del NETZSCH DMA 303 Eplexor®, este comportamiento puede caracterizarse para un programa de temperatura/tiempo elegido por el usuario realizando mediciones bajo deformación constante.
Experimental
Se investigó el polipropileno orientado biaxialmente (BO-PP) con el portamuestras de tensión de acero (mostrado en la figura 1) del NETZSCH DMA 303 Eplexor®. El espesor nominal de la muestra fue de 6 μm. Las láminas se cortaron a una anchura de 10 mm. La longitud de la probeta se midió con el sistema de detección automática de la longitud de la muestra del DMA 303 Eplexor®.
Se realizaron mediciones de muestras cortadas a lo largo de la MD y de la dirección transversal (TD, 90° con respecto a la MD). Antes de las mediciones, la lámina se sometió a una fuerza estática de 0,01 N para garantizar que la muestra no estuviera abombada. Al comenzar la medición, la deformación de la muestra se fijó en 0 mm y se retiró la fuerza estática aplicada. Posteriormente, las muestras se calentaron desde una temperatura inicial de 30°C a una velocidad de calentamiento objetivo de 20 K/min hasta las temperaturas isotérmicas deseadas de 60°C, 90°C y 110°C. El segmento IsotérmicoLos ensayos a temperatura controlada y constante se denominan isotérmicos.isotérmico se ejecutó como Barrido de RelajaciónCuando se aplica una tensión constante a un compuesto de caucho, la fuerza necesaria para mantener esa tensión no es constante, sino que disminuye con el tiempo; este comportamiento se conoce como relajación de tensiones. El proceso responsable de la relajación de tensiones puede ser físico o químico y, en condiciones normales, ambos ocurrirán al mismo tiempo. relajación. Durante ambos segmentos, se registraron respectivamente la fuerza y la tensión de la muestra en función del tiempo.
Durante el calentamiento, la dilatación térmica del material no puede despreciarse en este tipo de mediciones. Por lo tanto, como se muestra aquí, los experimentos deben realizarse isotérmicamente para evitar cualquier superposición de la expansión térmica y las fuerzas de restauración que se producen durante el calentamiento continuo.
En la tabla 1 se resumen los parámetros utilizados en esta serie de mediciones.

Tabla 1: Resumen de los parámetros utilizados para esta serie de mediciones: Los parámetros, ajustados en el programa de medición para los dos segmentos (barrido de temperatura y medición de RelajaciónCuando se aplica una tensión constante a un compuesto de caucho, la fuerza necesaria para mantener esa tensión no es constante, sino que disminuye con el tiempo; este comportamiento se conoce como relajación de tensiones. El proceso responsable de la relajación de tensiones puede ser físico o químico y, en condiciones normales, ambos ocurrirán al mismo tiempo. relajación/retroceso) se detallan por separado.
| Parámetro | Valor |
| Modo de medición | Tensión |
| Dimensiones de la muestra | 6 μm de grosor × 10 mm de anchura × ≈21 mm de longitud |
| Barrido de temperatura | |
| Velocidad de calentamiento | 20 K/min hasta la temperatura objetivo |
| Fuerza de contacto | 0.010 N ± 0,005 N |
| Tipo de carga estática | Deformación |
| Valor de ajuste | 0 mm (límite 40 N) |
| Tipo de carga dinámica | Fuerza |
| Valor objetivo | 0 N (límite 100 %) @ 1 Hz |
| Medición de RelajaciónCuando se aplica una tensión constante a un compuesto de caucho, la fuerza necesaria para mantener esa tensión no es constante, sino que disminuye con el tiempo; este comportamiento se conoce como relajación de tensiones. El proceso responsable de la relajación de tensiones puede ser físico o químico y, en condiciones normales, ambos ocurrirán al mismo tiempo. relajación/retardo | |
| Temperatura | Isoterma a 60°C, 90°C o 110°C |
| Tipo de carga estática | Deformación |
| Valor objetivo | 0 mm (40 N Límite) |
Resultados de las mediciones
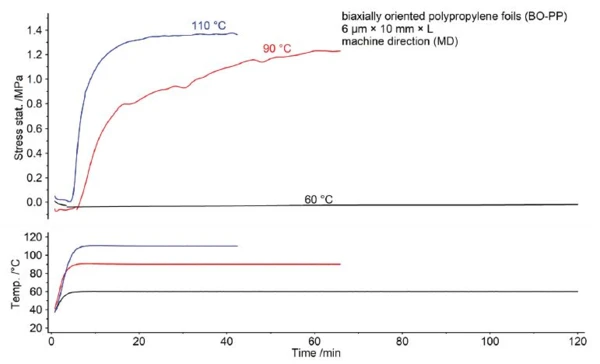
En la figura 2, se muestra la tensión calculada de las muestras de DM en función del tiempo para las diferentes temperaturas isotérmicas de 60°C (curva negra), 90°C (curva roja) y 110°C (curva azul). Después de un cierto tiempo de incubación, la acumulación de tensiones parece proceder de forma exponencial hasta que alcanza un valor de meseta para las mediciones a 90°C y 110°C. La acumulación de tensiones con las láminas se produce más rápidamente a temperaturas más elevadas. A temperaturas de 60°C o inferiores, no se detecta ningún aumento medible de la tensión. Para la duración de 2 h, no se observa ningún aumento significativo de la tensión.
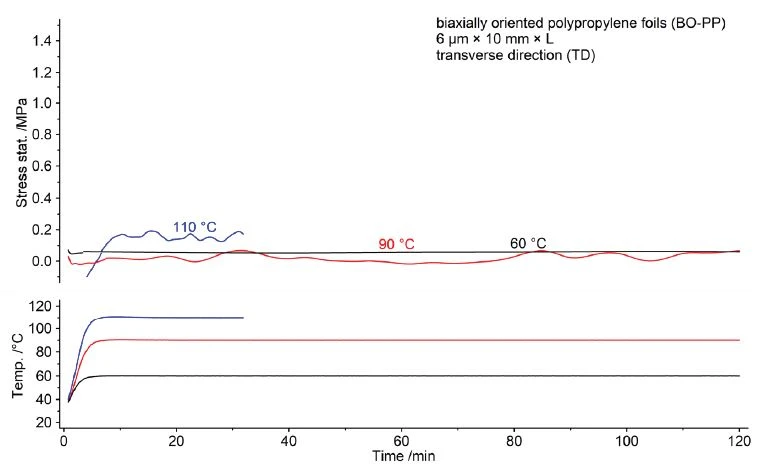
En el caso de las láminas de TD (mostradas en la figura 3), no se observa ningún comportamiento exponencial significativo en la curva de tensión para ninguna de las tres temperaturas isotérmicas diferentes. En el caso de la medición a 110°C, el ligero aumento podría sugerir una acumulación de la tensión en small. Sin embargo, su aumento de tensión es small en comparación con las mediciones de las láminas MD a la misma temperatura.
Conclusión
El estiramiento de la lámina durante el proceso de fabricación introduce una orientación preferente de las cadenas poliméricas a lo largo de las direcciones de estirado. Aunque esto mejora varias propiedades de las láminas, puede limitar su utilización a temperaturas más elevadas. Dado que la configuración más estable de las cadenas de polímero es una distribución isotrópica de orientaciones (maximizando así la entropía y reduciendo la energía libre de Gibbs del sistema), las cadenas de polímero empezarán a volver a este estado al recalentarse.
En comparación con las láminas TD, las láminas MD presentan tensiones de hasta 1,4 MPa durante las mediciones a 110°C. No se detectó ninguna fuerza de restauración significativa en las láminas TD.
Esto concuerda con la falta de embutición en TD durante la fabricación de las láminas, por lo que no se detectan tensiones en esta orientación.