Bevezetés
A hőre lágyuló polimer fóliákat széles körben használják a különböző ipari ágazatokban a költséghatékonyság, a könnyű súly, a rugalmasság, valamint az egyedi fizikai és kémiai tulajdonságok előnyei miatt. A felhasználási területek közé tartoznak többek között a csomagolás, címkék, hőre zsugorodó kábelburkolatok, bevonatok, valamint kondenzátor- és akkumulátor-szeparátorfóliák.
Azokban az esetekben, amikor a fóliák tulajdonságai az extrudálás után nem elegendőek az alkalmazáshoz, a fóliák nyújthatók a tulajdonságaik javítása érdekében. Az ilyen feldolgozás előnyei a mechanikai tulajdonságok javításától - a Termelési feszültségA folyási feszültséget úgy határozzák meg, mint azt a feszültséget, amely alatt nem következik be áramlás; a szó szoros értelmében nyugalmi állapotban gyenge szilárd anyagként, folyékony anyagként viselkedik, amikor folyik.folyáshatár vagy a Young-modulus növelésével - a fóliák átlátszóságával kapcsolatos optikai tulajdonságok javításáig, a nedvességáteresztő képesség csökkentéséig vagy az elektromos alkalmazásokban az átütési feszültség növeléséig terjednek.
E fóliák gyártása a fúvott vagy öntött fóliák extrudálására osztható. Továbbá, az extrudált fóliára gyakorolt feldolgozástól függően megkülönböztetünk biaxiálisan vagy egytengelyűen orientált (BO) polimereket. Ez utóbbi esetben ez a fóliák szekvenciális vagy egyidejű nyújtásával érhető el [1]. Az ezt követő nyújtási folyamat(ok) az üvegesedési hőmérséklet felett, de jóval a polimer olvadási hőmérséklete alatt történik(nek). A gépi irányban (MD), azaz a fóliák mozgási iránya mentén történő nyújtás a fóliát különböző sebességgel forgó hengerek között húzva valósul meg. Ennek során a második tekercskészlet gyorsabban forog, mint az első [1]. Szekvenciális húzás esetén a fóliát ezt követően egy kemencébe viszik, ahol a fóliát egy feszítőkereten kifeszítik. Itt bilincsek fogják meg a fólia szélét, és fokozatosan egymástól távolodva húzzák a fóliát [1].
Ezek a nyújtási folyamatok az alsó μm-es tartományba eső fóliavastagságokat eredményezhetnek. Ezek a folyamatok a polimerláncok preferenciális molekuláris orientációját idézik elő a fóliában. Ez a preferenciális orientáció az, ami a fóliák bizonyos mértékű zsugorodását eredményezi a melegítés során. Ez akkor válhat fontossá, amikor a fóliákat magasabb hőmérsékletnek teszik ki, ami a termék nem várt viselkedéséhez, vagy legrosszabb esetben a termék üzem közbeni meghibásodásához vezethet.
Hőzsugorodás és a megnyújtott erők helyreállításaPolimer fóliák
Ha a preferenciális orientációjú feszített fóliákat nem korlátozzák térbeli peremfeltételek, akkor egy bizonyos küszöbérték feletti melegítéskor zsugorodni fognak. Ezt az eljárást olyan nemzetközi szabványok szabályozzák, mint az ASTM D1204 és az ASTM D2732. A fóliákat azonban gyakran más anyagokkal kombinálva használják. Ebben az esetben a fóliát legalább az egyik oldalról beszűkítik, és akadályozzák a zsugorodásban. Ezért a visszahúzó erő, illetve a polimerfólián belüli feszültségek alakulása érdekes.
A NETZSCH DMA 303 Eplexor® segítségével ez a viselkedés jellemezhető egy egyénileg kiválasztott hőmérséklet/idő programra, állandó deformáció mellett végzett mérésekkel.
Kísérleti
A biaxiálisan orientált polipropilént (BO-PP) a NETZSCH DMA 303 Eplexor® acél feszítő mintatartóval (lásd az 1. ábrát) vizsgálták. A minta névleges vastagsága 6 μm volt. A fóliákat 10 mm szélességűre vágták. A minta hosszát a DMA 303 Eplexor® automatikus mintahossz-érzékelő rendszerével mértük.
Az MD és a keresztirányban (TD, az MD-hez képest 90°-ban) vágott minták mérését végeztük el. A mérések előtt a fóliára 0,01 N statikus erőt gyakoroltunk, hogy garantáljuk, hogy a minta nem domborodik ki. A mérés megkezdésével a minta deformációját 0 mm-re állítottuk be, és az alkalmazott statikus erőt megszüntettük. Ezt követően a mintákat a 30°C-os kezdőhőmérsékletről 20 K/perc célzott fűtési sebességgel a kívánt 60°C, 90°C és 110°C IzotermikusAz ellenőrzött és állandó hőmérsékleten végzett vizsgálatokat izotermikusnak nevezzük.izotermikus hőmérsékletre melegítettük. Az IzotermikusAz ellenőrzött és állandó hőmérsékleten végzett vizsgálatokat izotermikusnak nevezzük.izotermikus szakaszt RelaxációAmikor egy gumikeverékre állandó feszültséget alkalmazunk, a feszültség fenntartásához szükséges erő nem állandó, hanem idővel csökken; ezt a viselkedést nevezzük feszültségrelaxációnak. A feszültséglazulásért felelős folyamat lehet fizikai vagy kémiai, és normál körülmények között mindkettő egyszerre következik be. Relaxációs söprésként hajtottuk végre. Mindkét szegmens során a minta erejét és feszültségét az idő függvényében rögzítettük.
A melegítés során az anyag hőtágulása nem elhanyagolható az ilyen típusú méréseknél. Ezért, mint itt is látható, a kísérleteket izotermikusan kell elvégezni, hogy elkerülhető legyen a folyamatos fűtés során fellépő hő tágulás és a visszaállító erők szuperpozíciója.
A méréssorozatban használt paraméterek áttekintése az 1. táblázatban van összefoglalva.

1. táblázat: A méréssorozathoz használt paraméterek áttekintése: A mérési programban a két szegmenshez (hőmérséklet-söprés és RelaxációAmikor egy gumikeverékre állandó feszültséget alkalmazunk, a feszültség fenntartásához szükséges erő nem állandó, hanem idővel csökken; ezt a viselkedést nevezzük feszültségrelaxációnak. A feszültséglazulásért felelős folyamat lehet fizikai vagy kémiai, és normál körülmények között mindkettő egyszerre következik be. relaxációs/csúszásmérés) beállított paraméterek külön-külön vannak részletezve.
| Paraméter | Érték |
| Mérési mód | Feszültség |
| A minta méretei | 6 μm vastagság × 10 mm szélesség × ≈21 mm hossz |
| Hőmérséklet Sweep | |
| Fűtési sebesség | 20 K/perc a célhőmérsékletig |
| Érintkezési erő | 0.010 N ± 0,005 N |
| Statikus terhelés típusa | Deformáció |
| Beállított érték | 0 mm (40 N határérték) |
| Dinamikus terhelés típusa | Erő |
| Célérték | 0 N (100 %-os határérték) @ 1 Hz |
| Relaxáció/visszavágás mérése | |
| Hőmérséklet | Izoterm 60°C, 90°C vagy 110°C hőmérsékleten |
| Statikus terhelés típusa | Deformáció |
| Célérték | 0 mm (40 N határérték) |
Mérési eredmények
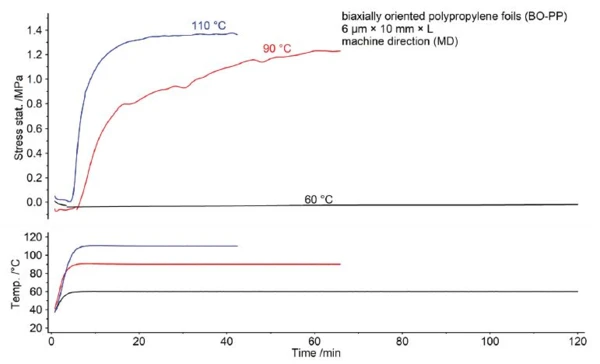
A 2. ábrán az MD-minták számított feszültségét az idő függvényében mutatjuk be a különböző IzotermikusAz ellenőrzött és állandó hőmérsékleten végzett vizsgálatokat izotermikusnak nevezzük.izotermikus hőmérsékleteken: 60°C (fekete görbe), 90°C (piros görbe) és 110°C (kék görbe). Egy bizonyos inkubációs idő után a feszültségnövekedés exponenciális módon látszik haladni, amíg a 90°C-on és 110°C-on végzett méréseknél el nem éri a plató értékét. A fóliáknál a feszültségek felépülése magasabb hőmérsékleten gyorsabban következik be. A 60°C-os vagy annál alacsonyabb hőmérsékleteken nem mutatható ki mérhető feszültségnövekedés. A 2 órás időtartam alatt nem figyelhető meg jelentős feszültségnövekedés.
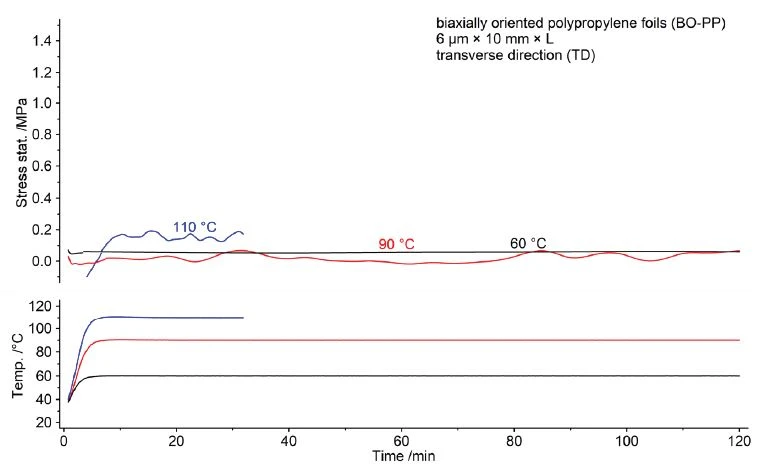
A TD-fóliák esetében (a 3. ábrán látható) a feszültséggörbében a három különböző IzotermikusAz ellenőrzött és állandó hőmérsékleten végzett vizsgálatokat izotermikusnak nevezzük.izotermikus hőmérséklet egyikénél sem figyelhető meg jelentős exponenciális viselkedés. A 110 °C-on végzett mérés esetében az enyhe növekedés a feszültség small felhalmozódására utalhat. A feszültségnövekedése azonban small az MD-fóliák azonos hőmérsékleten végzett méréseihez képest.
Következtetés
A fólia nyújtása a gyártási folyamat során a polimerláncok preferenciális orientációját hozza létre a húzási irányok mentén. Bár ez számos jobb tulajdonságot eredményez a fóliákban, magasabb hőmérsékleten a felhasználhatóság korlátozásához vezethet. Mivel a polimerláncok legstabilabb konfigurációja az orientációk izotróp eloszlása (így maximalizálva az entrópiát és csökkentve a rendszer Gibbs-féle szabad energiáját), a polimerláncok újramelegítéskor elkezdenek visszatérni ebbe az állapotba.
A TD fóliákkal összehasonlítva az MD fóliák 110°C-on végzett mérések során akár 1,4 MPa feszültséget mutatnak. A TD-fóliák esetében nem észleltünk jelentős visszaállító erőt.
Ez összhangban van azzal, hogy a TD-ben a fóliák gyártása során nem történt húzás, így ebben az orientációban nem észlelhetők feszültségek.