Введение
Термопластичные полимерные пленки широко используются в различных отраслях промышленности благодаря таким преимуществам, как экономичность, малый вес, гибкость и уникальные физические и химические свойства. Области применения включают, в частности, упаковку, этикетки, термоусадочную оболочку для кабелей, покрытия, а также фольгу для сепараторов конденсаторов и батарей.
В случаях, когда свойства пленки после экструзии недостаточны для применения, пленка может быть растянута для улучшения ее свойств. Преимущества такой обработки варьируются от улучшения механических свойств - за счет повышения предела текучести или модуля Юнга до улучшения оптических свойств, связанных с прозрачностью пленок, снижением влагопроницаемости или повышением напряжения пробоя в электрических приложениях.
Производство этих пленок можно разделить на экструзию с раздувом или литье. Кроме того, в зависимости от способа обработки экструдированного листа различают двуосно- или одноосно-ориентированные (BO) полимеры. В последнем случае это может быть достигнуто путем последовательного или одновременного растяжения пленок [1]. Последующее растяжение происходит выше температуры стеклования, но гораздо ниже температуры плавления полимера. Удлинение в машинном направлении (MD), т.е. вдоль направления движения фольги, осуществляется путем протягивания фольги между валками, вращающимися с разными скоростями. При этом второй комплект валков вращается быстрее, чем первый [1]. В случае последовательной вытяжки фольга затем переносится в печь, где она натягивается на раму. Здесь зажимы захватывают край фольги и растягивают ее, постепенно раздвигая [1].
Эти процессы растяжения могут привести к толщине фольги в области менее мкм. Эти процессы вызывают преимущественную молекулярную ориентацию полимерных цепей в фольге. Именно эта преимущественная ориентация создает определенную тенденцию к усадке пленок при нагревании. Это может стать важным, когда фольга подвергается воздействию высоких температур, что может привести к неожиданному поведению продукта или, в худшем случае, к его поломке во время эксплуатации.
Термоусадка и восстанавливающие силы растянутыхПолимерные пленки
Если растянутые пленки с преимущественной ориентацией не ограничены никакими пространственными граничными условиями, то при нагревании выше определенного порога они будут сжиматься. Эта процедура описана в международных стандартах, таких как ASTM D1204 и ASTM D2732. Однако фольга часто используется в сочетании с другими материалами. В этом случае фольга сжимается по крайней мере с одной стороны и препятствует ее сжатию. Поэтому интерес представляет развитие восстанавливающей силы, а точнее, напряжений внутри полимерной пленки.
С помощью NETZSCH DMA 303 Eplexor® это поведение может быть охарактеризовано для выбранной программы температуры/времени путем проведения измерений при постоянной деформации.
Экспериментальный
Двуосноориентированный полипропилен (BO-PP) исследовался с помощью стального держателя образцов с натяжением (показан на рис. 1) NETZSCH DMA 303 Eplexor®. Номинальная толщина образца составляла 6 мкм. Пленки были вырезаны шириной 10 мм. Длина образца измерялась с помощью автоматической системы определения длины образца DMA 303 Eplexor®.
Измерения проводились для образцов, вырезанных вдоль MD и в поперечном направлении (TD, 90° относительно MD). Перед измерениями к фольге прикладывали статическое усилие 0,01 Н, чтобы убедиться, что образец не выпуклый. С началом измерений деформация образца устанавливалась на 0 мм, а приложенная статическая сила снималась. Затем образцы нагревались от начальной температуры 30°C при заданной скорости нагрева 20 К/мин до желаемых изотермических температур 60°C, 90°C и 110°C. Изотермический сегмент выполнялся как Relaxation Sweep. Во время обоих сегментов сила и напряжение образца регистрировались как функция времени.
Во время нагрева тепловым расширением материала нельзя пренебречь при подобных измерениях. Поэтому, как показано здесь, эксперименты следует проводить изотермически, чтобы избежать наложения теплового расширения и восстанавливающих сил, возникающих при непрерывном нагреве.
Обзор параметров, использованных в данной серии измерений, приведен в таблице 1.

Таблица 1: Обзор параметров, использованных для данной серии измерений: Параметры, настроенные в программе измерений для двух сегментов (температурная развертка и измерение релаксации/ползучести), описаны отдельно.
| Параметр | Значение |
| Режим измерения | Напряжение |
| Размеры образца | толщина 6 мкм × ширина 10 мм × длина ≈21 мм |
| Скачок температуры | |
| Скорость нагрева | 20 К/мин до целевой температуры |
| Контактное усилие | 0.010 Н ± 0,005 Н |
| Тип статической нагрузки | Деформация |
| Установленное значение | 0 мм (предел 40 Н) |
| Тип динамической нагрузки | Сила |
| Заданное значение | 0 Н (предел 100 %) @ 1 Гц |
| Измерение релаксации/ретардации | |
| Температура | Изотерма при 60°C, 90°C или 110°C |
| Тип статической нагрузки | Деформация |
| Целевое значение | 0 мм (предел 40 Н) |
Результаты измерений
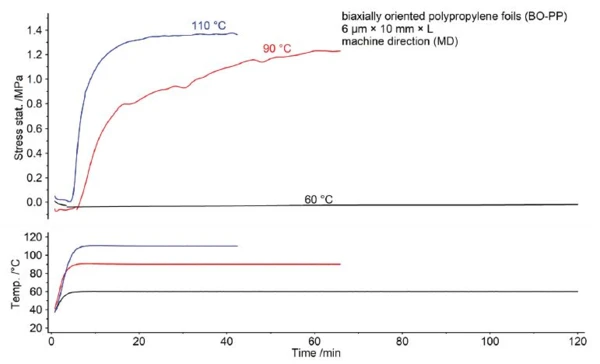
На рисунке 2 показаны расчетные напряжения МД-образцов в зависимости от времени для различных изотермических температур 60°C (черная кривая), 90°C (красная кривая) и 110°C (синяя кривая). После определенного времени инкубации нарастание напряжения происходит по экспоненте, пока не достигает плато для измерений при 90°C и 110°C. Нарастание напряжений в фольге происходит быстрее при более высоких температурах. При температурах 60°C и ниже заметного увеличения напряжений не наблюдается. В течение 2 ч не наблюдается значительного увеличения напряжений.
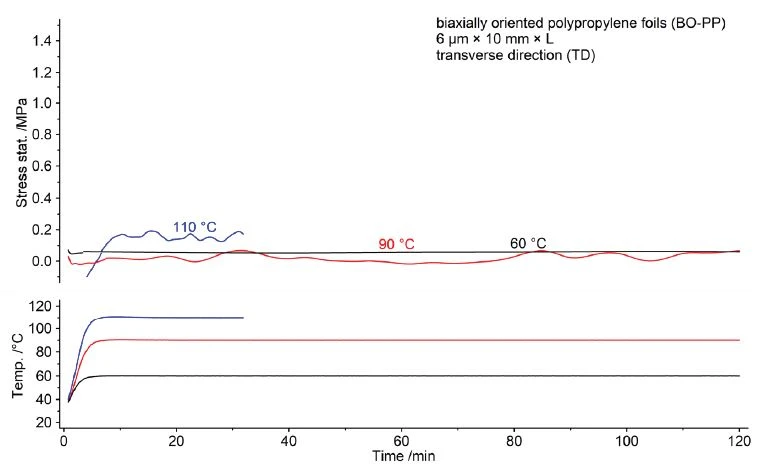
В случае фольги TD (см. рис. 3) не наблюдается значительного экспоненциального поведения кривой напряжений ни при одной из трех различных изотермических температур. Для измерения при 110°C небольшое увеличение может свидетельствовать о росте напряжения small. Тем не менее, рост напряжения в этом случае small по сравнению с измерениями MD-фольги при той же температуре.
Заключение
Растяжение фольги в процессе производства приводит к преимущественной ориентации полимерных цепей вдоль направлений вытяжки. Хотя это позволяет улучшить некоторые свойства фольги, это может привести к ограничениям в использовании при высоких температурах. Поскольку наиболее стабильной конфигурацией полимерных цепей является изотропное распределение ориентаций (что максимизирует энтропию и снижает свободную энергию Гиббса системы), полимерные цепи начинают возвращаться к этому состоянию при повторном нагревании.
По сравнению с TD-пленками, MD-пленки демонстрируют напряжения до 1,4 МПа во время измерений при 110°C. Для пленок TD не было обнаружено значительной восстанавливающей силы.
Это связано с отсутствием вытяжки в TD при изготовлении фольги, поэтому напряжения в этой ориентации не обнаруживаются.