Introduction
Thermoplastic polymer foils are widely used in various industry sectors due to their advantages of cost effectiveness, light weight, flexibility, and unique physical and chemical properties. Applications include, but are not limited to packaging, labels, heat-shrinkable cable sheathing, coatings, and capacitor and battery separator foils.
In cases where the properties of the foils after extrusion are not sufficient for the application, the foils can be stretched to enhance their properties. The benefits of such processing range from improving mechanical properties – by increasing yield strength or Young’s modulus to improving optical properties related to transparency of the foils, lowering moisture permeability, or increasing breakdown voltage in electrical applications.
The production of those foils can be classified into blown or cast foil extrusion. Furthermore, depending on the processing impacted on the extruded sheet, one distinguishes between biaxially or uniaxially oriented (BO) polymers. For the latter case, this can be achieved by either sequential or simultaneous stretching of the foils [1]. The subsequent stretching process(es) occur above the Glass Transition TemperatureThe glass transition is one of the most important properties of amorphous and semi-crystalline materials, e.g., inorganic glasses, amorphous metals, polymers, pharmaceuticals and food ingredients, etc., and describes the temperature region where the mechanical properties of the materials change from hard and brittle to more soft, deformable or rubbery.glass transition temperature, but far below the Melting Temperatures and EnthalpiesThe enthalpy of fusion of a substance, also known as latent heat, is a measure of the energy input, typically heat, which is necessary to convert a substance from solid to liquid state. The melting point of a substance is the temperature at which it changes state from solid (crystalline) to liquid (isotropic melt).melting temperature of the polymer. Elongation in the machine direction (MD), i.e., along the direction of movement of the foils, is accomplished by drawing the foil between rolls rotating at different speeds. Hereby, the second set of rolls spins faster than the first set [1]. In the case of sequential drawing, the foil is subsequently transferred to an oven where the foil is stretched on a tenter frame. Here, clamps grab the edge of the foil and draw the foil by moving gradually apart [1].
These stretching processes can result in foil thicknesses in the lower μm region. These processes induce a preferential molecular orientation of the polymer chains in the foil. It is this preferential orientation that introduces a certain tendency toward shrinkage of the foils during heating. This can become important when the foils are subjected to higher temperatures, which may lead to unexpected behavior of the product, or, in the worst case, to failures of the product during service.
Heat Shrinkage and Restoring Forces of Stretched Polymer Foils
If stretched foils with a preferential orientation are not restricted by any spatial boundary conditions, they will shrink upon heating above a certain threshold. This procedure is covered by international standards such as ASTM D1204 and ASTM D2732. However, foils are often used in combination with other materials. In this case, the foil is constricted from at least one side and hindered in its contraction. Therefore, the development of the restoring force, or rather, stresses within the polymer foil are of interest.
With the help of the NETZSCH DMA 303 Eplexor®, this behavior can be characterized for a custom-chosen temperature/ time program by performing measurements under constant deformation.
Experimental
Biaxially oriented polypropylene (BO-PP) was investigated with the steel tension sample holder (shown in figure 1) of the NETZSCH DMA 303 Eplexor®. The nominal sample thickness was 6 μm. The foils were cut to a width of 10 mm. The length of the specimen was measured with the automatic sample length detection system of the DMA 303 Eplexor®.
Measurements of samples cut along the MD and the transverse direction (TD, 90° relative to MD) were performed. Prior to the measurements, the foil was subjected to a static force of 0.01 N to guarantee that the sample was not bulged. With the start of the measurement, the deformation of the sample was set to 0 mm and the applied static force was removed. Subsequently, the samples were heated from a starting temperature of 30°C at a target heating rate of 20 K/min to the desired IsothermalTests at controlled and constant temperature are called isothermal.isothermal temperatures of 60°C, 90°C and 110°C. The IsothermalTests at controlled and constant temperature are called isothermal.isothermal segment was executed as RelaxationWhen a constant strain is applied to a rubber compound, the force necessary to maintain that strain is not constant but decreases with time; this behavior is known as stress relaxation. The process responsible for stress relaxation can be physical or chemical, and under normal conditions, both will occur at the same time. Relaxation Sweep. During both segments, the force and the StressStress is defined as a level of force applied on a sample with a well-defined cross section. (Stress = force/area). Samples having a circular or rectangular cross section can be compressed or stretched. Elastic materials like rubber can be stretched up to 5 to 10 times their original length.stress of the sample were recorded respectively as a function of time.
During heating, the thermal expansion of the material cannot be neglected in these kinds of measurements. Thus, as shown here, the experiments should be performed isothermally to avoid any superposition of thermal expansion and the restoring forces that occur during continuous heating.
An overview of the parameters used in this measurement series is summarized in table 1.

Table 1: Overview of the parameters used for this measurement series: The parameters, adjusted in the measurement program for the two segements (temperature sweep and RelaxationWhen a constant strain is applied to a rubber compound, the force necessary to maintain that strain is not constant but decreases with time; this behavior is known as stress relaxation. The process responsible for stress relaxation can be physical or chemical, and under normal conditions, both will occur at the same time. relaxation/CreepCreep describes a time and temperature dependent plastic deformation under a constant force. When a constant force is applied to a rubber compound, the initial deformation obtained due to the application of the force is not fixed. The deformation will increase with time.creep measuremenet are separately detailed.
| Parameter | Value |
| Measurement mode | Tension |
| Sample dimensions | 6 μm thickness × 10 mm width × ≈21 mm length |
| Temperature Sweep | |
| Heating rate | 20 K/min to the target temperature |
| Contact force | 0.010 N ± 0.005 N |
| Static load type | Deformation |
| Set value | 0 mm (40 N limit) |
| Dynamic load type | Force |
| Target Value | 0 N (100 % limit) @ 1 Hz |
| RelaxationWhen a constant strain is applied to a rubber compound, the force necessary to maintain that strain is not constant but decreases with time; this behavior is known as stress relaxation. The process responsible for stress relaxation can be physical or chemical, and under normal conditions, both will occur at the same time. Relaxation/Retardation Measurement | |
| Temperature | Isotherm at 60°C, 90°C or 110°C |
| Static load type | Deformation |
| Target value | 0 mm (40 N Limit) |
Measurement Results
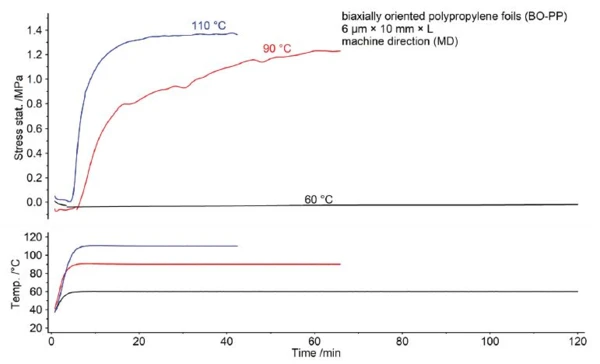
In figure 2, the calculated StressStress is defined as a level of force applied on a sample with a well-defined cross section. (Stress = force/area). Samples having a circular or rectangular cross section can be compressed or stretched. Elastic materials like rubber can be stretched up to 5 to 10 times their original length.stress of the MD samples as a function of time are shown for the different IsothermalTests at controlled and constant temperature are called isothermal.isothermal temperatures of 60°C (black curve), 90°C (red curve) and 110°C (blue curve). After a certain incubation time, the StressStress is defined as a level of force applied on a sample with a well-defined cross section. (Stress = force/area). Samples having a circular or rectangular cross section can be compressed or stretched. Elastic materials like rubber can be stretched up to 5 to 10 times their original length.stress build-up appears to proceed in an exponential manner until it reaches a plateau value for the measurements at 90°C and 110°C. The build-up of the stresses with the foils occurs faster for higher temperatures. At temperatures of 60°C or lower, no measurable StressStress is defined as a level of force applied on a sample with a well-defined cross section. (Stress = force/area). Samples having a circular or rectangular cross section can be compressed or stretched. Elastic materials like rubber can be stretched up to 5 to 10 times their original length.stress increase is detectable. For the duration of 2 h, no significant StressStress is defined as a level of force applied on a sample with a well-defined cross section. (Stress = force/area). Samples having a circular or rectangular cross section can be compressed or stretched. Elastic materials like rubber can be stretched up to 5 to 10 times their original length.stress increase is observed.
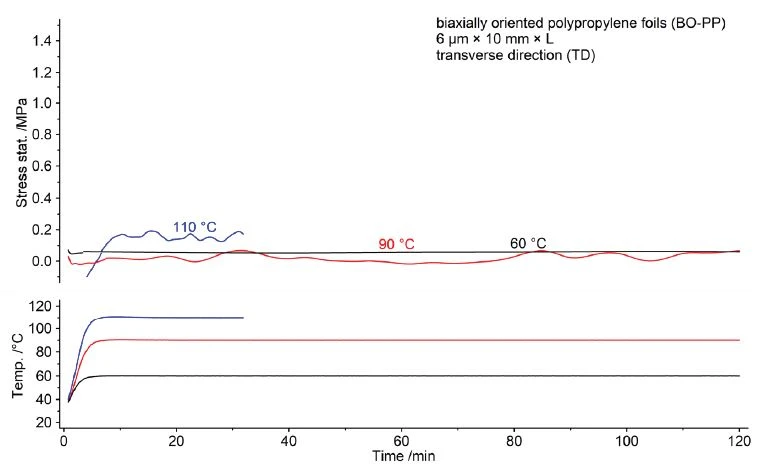
In the case of the TD foils (shown in figure 3), no significant exponential behavior in the StressStress is defined as a level of force applied on a sample with a well-defined cross section. (Stress = force/area). Samples having a circular or rectangular cross section can be compressed or stretched. Elastic materials like rubber can be stretched up to 5 to 10 times their original length.stress curve can be observed for any of the three different IsothermalTests at controlled and constant temperature are called isothermal.isothermal temperatures. For the measurement at 110°C, the slight increase might suggest a small build-up of the StressStress is defined as a level of force applied on a sample with a well-defined cross section. (Stress = force/area). Samples having a circular or rectangular cross section can be compressed or stretched. Elastic materials like rubber can be stretched up to 5 to 10 times their original length.stress. However, its StressStress is defined as a level of force applied on a sample with a well-defined cross section. (Stress = force/area). Samples having a circular or rectangular cross section can be compressed or stretched. Elastic materials like rubber can be stretched up to 5 to 10 times their original length.stress increase is small compared to measurements of the MD foils at the same temperature.
Conclusion
Stretching of the foil during the manufacturing process introduces preferential orientation of the polymer chains along the drawing directions. While this yields several improved properties in the foils, it may lead to limitations in usability at higher temperatures. Since the most stable configuration of the polymer chains is an isotropic distribution of orientations (thus maximizing entropy and lowering the Gibbs free energy of the system), the polymer chains will start to return toward this state upon reheating.
In comparison to the TD foils, MD foils exhibit stresses of up to 1.4 MPa during the measurements at 110°C. No significant restoring force was detected for the TD foils.
This is in accordance with the lack of drawing in TD during manufacturing of the foils, thus no stresses are detected in this orientation.