Johdanto
Additiiviset valmistustekniikat, erityisesti 3D-tulostus filamenteilla, ovat kehittyneet huomattavasti viime vuosina, ja niitä käytetään yhä useammin esimerkiksi prototyyppien valmistuksessa, muotoilussa, arkkitehtuurissa, taideteollisuudessa ja käsityössä sekä sisä- ja ulkokäyttöön tarkoitetuissa toiminnallisissa komponenteissa. Erityisen kiinnostavia ovat niin sanotut "täytetyt filamentit", joissa perusmateriaaliin - usein polymaitohappoon (PLA) - lisätään toiminnallisia täyteaineita, kuten puukuituja tai metallijauhetta (esim. ruostumatonta terästä). Nämä materiaaliyhdistelmät avaavat uusia mahdollisuuksia tulostettujen esineiden ulkonäön, rakenteen ja toiminnallisuuden suhteen.
Puulla täytetyt PLA-filamentit antavat komponenteille luonnollisen pinnan, ja niitä käytetään usein huonekalusuunnittelussa, pienoismallien valmistuksessa tai kestävien tuotteiden kehittämisessä. Metallitäytteiset PLA-muunnokset puolestaan mahdollistavat sellaisten esineiden luomisen, joilla on suurempi paino, parempi vakaus tai erityinen estetiikka, esimerkiksi koriste-elementit tai toiminnalliset prototyypit, joiden lämpötilakestävyys on parantunut. Näitä materiaaleja käyttää esimerkiksi saksalainen työkalujen ja materiaalien tutkimusyhdistys FGW (German Research Association for Tools and Materials) työkalujen kehittämisessä käytettävien demonstraattoreiden ja prototyyppien rakentamisessa kestävämpien sovellusratkaisujen luomiseksi.
Kuvassa 1 esitetään esimerkkejä puulla ja metallilla täytettyjen PLA-filamenttien sovelluksista demonstrointi- ja prototyyppien rakentamisen yhteydessä. Vasemmalla on puulla täytetystä filamentista valmistettuja veitsen- ja työkalukahvoja, jotka tarjoavat miellyttävän tuntuman sekä luonnollisen, esteettisesti miellyttävän pinnan. Toisessa kuvassa on joustaviin mekanismeihin perustuvien puristuspihtien toiminnallinen demonstraattori - esimerkki monimutkaisen liikemekaniikan toteuttamisesta additiivisen valmistuksen avulla kestävillä materiaaleilla. Oikealla on ruuvi ja siihen sopiva mutteri, joka on valmistettu pronssitäytteisestä filamentista ja joka toimii havainnollistavana prototyyppinä metallia muistuttaville sovelluksille sen suuremman painon ja metallisen ulkonäön ansiosta.
PLA-pohjaisten filamenttien keskeinen etu on niiden biohajoavuus ja suhteellisen ympäristöystävällinen valmistus uusiutuvista raaka-aineista, kuten maissitärkkelyksestä tai sokeriruo'osta.

Kohdistettu täyttö orgaanisilla tai epäorgaanisilla materiaaleilla mahdollistaa sellaisten PLA-yhdisteiden kehittämisen, jotka ovat paitsi kestävämpiä, myös vastaavat tai jopa ylittävät perinteisten (biohajoamattomien) filamenttien, kuten ABS- tai PETG-kuitujen, mekaaniset ominaisuudet ja säänkestävyyden, samalla kun tuotantokustannukset pysyvät vertailukelpoisina tai jopa alhaisempina.
Pelkkä mekaaninen karakterisointi ei riitä arvioimaan täytettyjen PLA-filamenttien soveltuvuutta vaativiin sovelluksiin. Erityisesti kehitettäessä kestäviä materiaaleja on ratkaisevan tärkeää ymmärtää tarkasti niiden lämmönkestävyys ja terminen hajoamiskäyttäytyminen. Tässä yhteydessä termogravimetrinen analyysi (TGA) tarjoaa arvokasta tietoa.
Tallentamalla tarkasti massahäviöt lämpötilan funktiona voidaan tehdä johtopäätöksiä polymeerikantajan vakaudesta, täyteaineiden läsnäolosta ja määrästä sekä termisten hajoamisprosessien alkamisesta ja etenemisestä. Yhdessä kehittyneiden kaasujen analyysin kanssa - esimerkiksi FT-IR:n avulla - voidaan myös tunnistaa syntyvät hajoamistuotteet.
Tässä tutkimuksessa verrattiin kahta kaupallisesti saatavilla olevaa PLA-pohjaista filamenttia, jotka oli täytetty puulla ja ruostumattomalla teräksellä, toisiinsa. Mittausparametrit on esitetty yksityiskohtaisesti taulukossa 1.
Taulukko 1: Mittausolosuhteet
| Laite | TG 309 Libra®, kytketty Bruker Optics FT-IR INVENIO -laitteeseen ulkoisen kaasukennon kautta |
|---|---|
| Lämpötilaohjelma | RT-850 °C, N2-ilmakehä, 850°C-1000°C, ilmakehä |
| Lämmitysnopeus | 10 K/min |
| Näytteen massa | 15-20 mg |
| Upokas | Al2O3, 85 μl, avoin |
Tulokset ja keskustelu
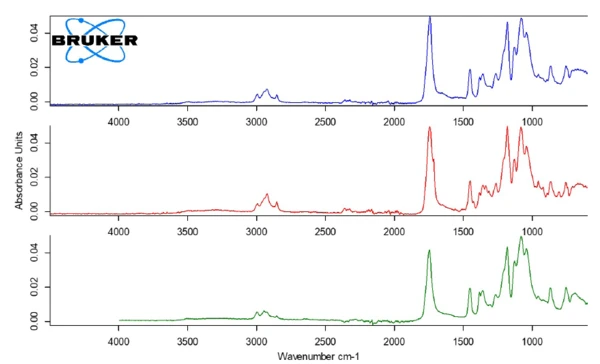
Aluksi kirjattiin kahden lähtöaineen ATR-FT-IR-spektrit (kuva 2). Molemmat täytetyt PLA-filamentit vastasivat hyvin olemassa olevaa PLA:n tietokannan spektriä. Olemassa olevan täyttömateriaalin vaikutusta ei kuitenkaan voida vielä tunnistaa.
Kuvassa 3 esitetään kahden täytetyn filamentin TGA-tulosten vertailu. Molemmat filamentit kuumennettiin inertissä ilmakehässä 850 °C:seen nopeudella 10 K/min. Puulla täytetyn filamentin small massahäviö oli 1,02 % jo alle 200 °C:n lämpötilassa, mikä johtuu oletettavasti kosteuden vapautumisesta puupitoisuudesta. PyrolyysiPyrolyysi on orgaanisten yhdisteiden lämpöhajoamista inertissä ilmakehässä.Pyrolyysi alkoi molemmissa näytteissä yli 250 °C:n lämpötilassa. Tällöin ruostumattomalla teräksellä täytetyn filamentin massahäviö oli 39,73 %.
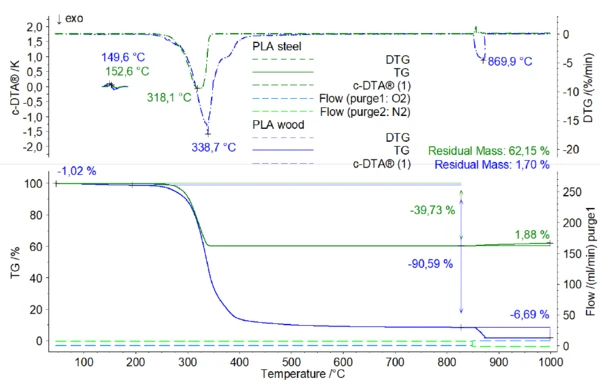
Puulla täytetyn filamentin tapauksessa polymeerikomponentin PyrolyysiPyrolyysi on orgaanisten yhdisteiden lämpöhajoamista inertissä ilmakehässä.pyrolyysi tapahtui puukomponentin pyrolyysin päälle. Tämä johti 90,59 prosentin kokonaismassahäviöön. Lopuksi yli 850 °C:n lämpötilassa käytettiin synteettistä ilmaa puhdistuskaasuna. Puuta sisältävässä näytteessä havaittiin syntyneen pyrolyysinoken palaminen. Sitä vastoin ruostumattomalla teräksellä täytetyssä näytteessä havaittiin lievää massan lisäystä, joka voidaan katsoa johtuvan metallisisällön hapettumisesta. Näiden kahden näytteen jäännösmassaa kutsutaan tuhkapitoisuudeksi, ja se oli 1,70 % (PLA+puu) ja 62,15 % (PLA+ruostumaton teräs).
Näytteiden sulamisalueet voidaan ottaa c-DTA® (laskettu DTA) -signaalista. Ne olivat noin 150 °C. Sulamislämpötilan yläpuolella ja hajoamisen alkamislämpötilan alapuolella olevaa lämpötila-aluetta voidaan käyttää 3D-tulostuksen käsittelylämpötilana. Liian korkea tulostuslämpötila voi kuitenkin aiheuttaa polymeerin hajoamisen alkamisen jo tulostusprosessin aikana.
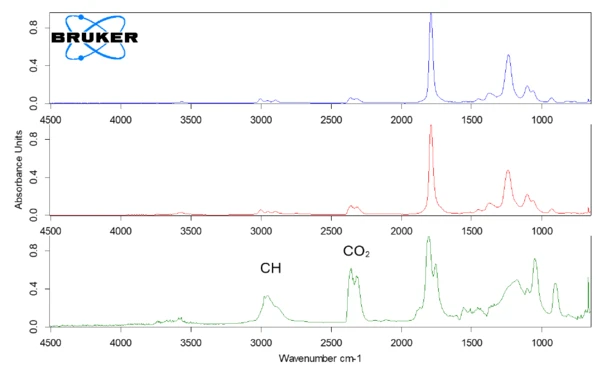
Kehittyneiden kaasujen analysoimiseksi ne siirrettiin Bruker FT-IR INVENIO -laitteen ulkoiseen kaasumittauskennoon lämmitetyn siirtolinjan avulla. Saadut spektrit esitetään kuvassa 4. Polymeerin PyrolyysiPyrolyysi on orgaanisten yhdisteiden lämpöhajoamista inertissä ilmakehässä.pyrolyysi osoittaa molemmissa näytteissä samoja ominaisuuksia (sininen ja punainen spektri), vaikka yksittäisiä komponentteja ei voida tunnistaa. IR-kaista 1790 cm-1:ssä osoittaa karbonyylifunktion vapautumista, jota esiintyy tyypillisesti PLA:n hajoamistuotteissa. Oletettavasti monia aineita vapautuu samanaikaisesti.
Kuvassa 4 oleva vihreä spektri osoittaa puukomponenttien pyrolyysin. Karbonyylifunktioiden lisäksi näkyviin tulee muita piikkejä ja hartioita. Esimerkiksi havaittiin CH-funktioita jaCO2:ta, jotka ovat tyypillisiä biomassanäytteiden termiselle hajoamiselle. Tästä voidaan päätellä, että puun täyteaine hajoaa korkeammissa lämpötiloissa, kun taas vain PLA-pohja hajoaa matalammissa lämpötiloissa.
Päätelmä
TGA-FT-IR:n avulla voidaan saada kattavaa tietoa täytettyjen PLA-filamenttien lämpöstabiilisuudesta ja koostumuksesta. Analyysi osoittaa PLA-matriisin sulamisalueen ja termisen hajoamisen alkamisen. Näitä tietoja voidaan käyttää Identify turvallisen käsittelyikkunan määrittämiseen. Orgaaniset täyteaineet, kuten puu, tuottavat pyrolyysin aikana haihtuvia yhdisteitä ja pyrolyysinokea, kun taas metalliset täyteaineet jättävät selkeän tuhkajäännöksen, jota voidaan käyttää täyteainepitoisuuden määrittämiseen.
Yhdistetty FT-IR-kaasuanalyysi mahdollistaa vapautuvien hajoamistuotteiden tunnistamisen. Näin materiaalin koostumus voidaan arvioida tarkasti ja materiaali, mukaan lukien täyteaineen tyyppi, voidaan tunnistaa selkeästi.