
19.12.2022 by Dr. Chiara Baldini
a NETZSCH-Gerätebau 60 éve: Hogyan optimalizáljuk a kompozitok kikeményedését?
Az egész éves, 60. évfordulónk megünneplésének részeként, amely decemberben a szoftvermegoldásokra összpontosít, ma egy sikeres esettanulmányt szeretnénk feleleveníteni. Ez a cikk a következő vállalatokkal való együttműködésnek köszönhetően készült Blacks S.r.l., egy olasz vállalatnak, amely fejlett kompozit anyagú alkatrészek, például szén-, üveg-, aramidszálak és hibrid szövetek kézi rétegezéssel és autoklávos kikeményítéssel történő tervezésére, prototípusgyártására és gyártására szakosodott.

Kinetics Neo - egy sikertörténet:
Dr. Chiara Leonardi, a Blacks K+F menedzserével együtt a következőkben összefoglaljuk az egész történetet.
"Néhány évvel ezelőtt úgy döntöttünk, hogy kibővítjük laboratóriumunkat egy DSC és egy TGA készülék megvásárlásával a NETZSCH, hogy mind a prepregeket, mind a kikeményített termékeket ellenőrizni tudjuk. Mindennapi szükségletünk, hogy rutinszerű méréseket végezzünk a beérkező nyersanyagokra, a prepregek öregedésére, az üvegátmenetekre, a rosttartalomra és a végtermékeink keményedési fokára vonatkozóan, hogy csak néhány példát említsünk" - mondja Dr. Leonardi.
2018-ban a Blacks új kihívással nézett szembe: egy karbon kerékpárfelni gyártására kérték fel őket. A megcélzott keményedési fokot 95%-ban határozták meg, hogy biztosítsák mind a mechanikai, mind a termikus teljesítményszintet, amelyet az ügyfél kért. Ezt az értéket a kiválasztott prepregnek a Blacks hőelemző laboratóriumában végzett kezdeti jellemzése után határozták meg.
Amikor a gyártási fázis megkezdődött, a Blacks számára egyértelművé vált, hogy olyan hőciklust kell találni, amely alkalmas két fő cél elérésére: az előre beállított keményedési célérték elérésére és a folyamatidő lerövidítésére.
"A mi megközelítésünk az, hogy mindenekelőtt a prepreg műszaki adatlapján javasolt hőkezelési ciklust alkalmazzuk. És ez volt a helyzet az első prototípus felni, az "SN1" autoklávos konszolidációjánál is. Ez az első gyártás azonban megmutatta, hogy a kívánt térhálósodási szint eléréséhez utólagos kikeményítésre van szükség" - emlékszik vissza Dr. Leonardi.
Az elért keményedési szint minősítése érdekében DSC méréseket végeztek a DSC 214 Polyma készülékkel mind a kikeményítetlen gyantán (prepreg), hogy értékeljék az anyag teljes keményedési entalpiáját (Htot), mind - ugyanilyen körülmények között - egy SN1 mintán, hogy mérjék a maradék keményedést (Hres).
Az 1. ábra mutatja a DSC-görbéket és a két mérés kiértékelt ExotermikusEgy mintaátalakulás vagy reakció exoterm, ha hő keletkezik.exotermikus keményedési jeleit.
.
A keményedés mértékét (α) a következő egyenlet segítségével számoltuk ki:

Az SN1 esetében az α-érték 94,5% volt, tehát alacsonyabb a célértéknél.
Hogyan érhető el a megcélzott keményedési fok?
Egyéb hasznos információ hiányában a classic módszer azt vizsgálja, hogy a maximális hőmérsékletet növelni kell-e, vagy az izoterm szakasz idejét meg kell-e hosszabbítani.
Ez a próba-hiba módszer azonban időigényes; emellett hosszú autokláv-leállási időt igényel és nagy nyersanyagfogyasztással jár. Ráadásul nem mindig kihasználható: Például a maximálisan megválasztható hőmérsékletet maga a gyanta bomlási hőmérséklete korlátozza.
Itt lépett a képbe a NETZSCH know-how.
"Úgy döntöttünk, hogy egy második prototípus felnit készítünk az elsőhöz hasonló, de hosszabb stagnálási ciklus alkalmazásával. Bár ez a ciklus elérte a megcélzott keményedési fokot, az így kapott teljes ciklusidő, 8 óra, túl hosszú volt a gyártási kapacitásunkhoz képest" - folytatja Dr. Leonardi. "Ezért felkértük a NETZSCH weboldalt, hogy segítsen nekünk egy új és gyorsabb hőprofil megtalálásában. Elvégeztünk néhány új DSC-mérést a prepregen, és az adatokat átadtuk a NETZSCH, aki a Kinetics Neo szoftverével varázsolt"."
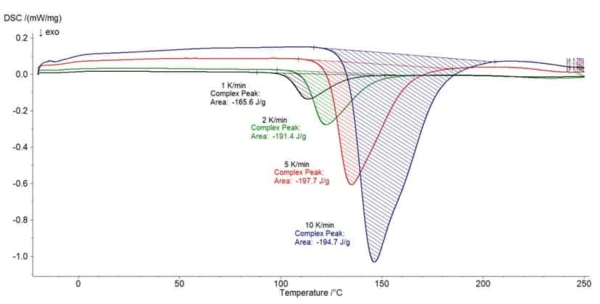
A kinetikai vizsgálatok elvégzéséhez általában legalább három különböző fűtési rámpa vagy három különböző IzotermikusAz ellenőrzött és állandó hőmérsékleten végzett vizsgálatokat izotermikusnak nevezzük.izotermikus hőmérséklet kötelező a teljes hőelemzési méréshez.
Ebben az esetben Blacks úgy döntött, hogy 1, 2, 5 és 10 K/perc sebességű dinamikus rámpákat alkalmaz. Az így kapott kiértékelt termogramok a 2. ábrán láthatók.
Kinetikai vizsgálatok elvégzése és az anyag viselkedésének előrejelzése
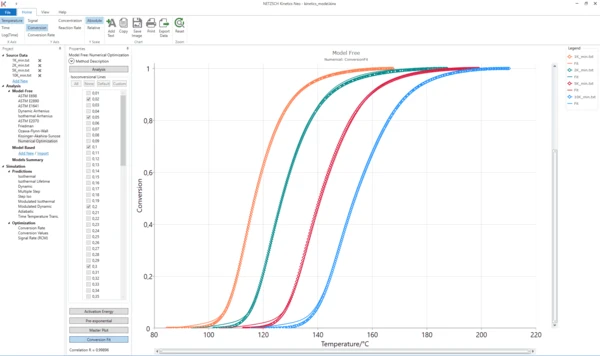
A különböző folyamatforgatókönyvek esetén a keményedési viselkedés előrejelzéséhez a négy különböző fűtési rámpán mért DSC-adatokat feltöltöttük a NETZSCH Kinetics Neo szoftverbe - amelyet akkoriban éppen újonnan fejlesztettek ki.
A 3. ábra mutatja a modellmentes megközelítés alkalmazásának eredményeképpen a szoftverben rendelkezésre álló modellek közül kiválasztott konverziós illesztést: Ez egy új matematikai technika, az úgynevezett "numerikus optimalizálás", amelyet a NETZSCH a kinetikai szimulációban nem jártas felhasználók támogatására tervezett, és általában az iparban, ahol az időigényes kiértékelések gyakran nem egyeztethetők össze a termelési igényekkel.
A túlmelegedés és ezáltal az anyag károsodásának elkerülése érdekében a szoftverben korlátozták a maximális reakciósebességet, hogy annak értéke soha ne haladja meg az SN2 prototípus előállításához használt keményítési ciklusban mért értéket.
Az újonnan tervezett keményítési ciklus teljes ideje 260 percnek bizonyult; a korábbi 480 perces időtartamhoz képest ez nagyon ígéretesnek tűnt a gyártási időmegtakarítás szempontjából.
De mi a helyzet a megcélzott keményedési fokkal?
Rövidebb idő, jobb gyógyulási hatékonyság
A Blacks bízott az új, optimalizált kikeményítési ciklusban, és úgy döntött, hogy azt alkalmazza a harmadik prototípus (SN3) gyártásánál.
"Amikor DSC-vel megvizsgáltuk a keményedési fokot, ugyanúgy, ahogy az előző két kerékpárfelni esetében is tettük, rájöttünk, hogy a kinetikailag optimalizált keményítési ciklus nemcsak a gyártási idő közel felére csökkentését tette lehetővé, hanem a keményedési fok további javítását is. Igazi happy end" - zárta mondandóját Dr. Leonardi.
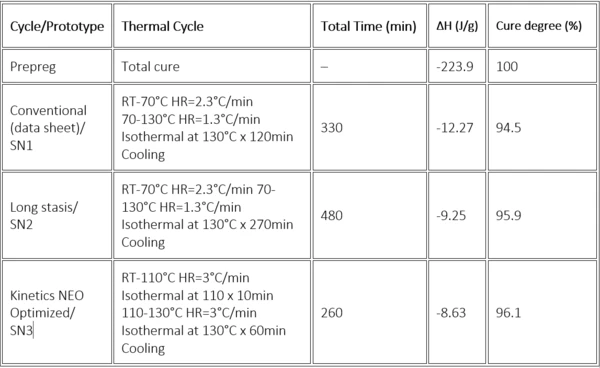
Valóban, a Blacks S.r.l. által gyártott CFRP kerékpárfelni autoklávos gyártási ciklusa 46%-kal csökkent időben a korábbi ciklushoz képest, amely elérte a kívánt keményítési célt; sőt, még a megcélzott keményedési fokot is túlteljesítette (96,1%-os végeredménnyel), és egyúttal elkerülte a túlmelegedést.
A 4. ábra az egyes kerékpárfelnik gyártására vonatkozó összes releváns adat összehasonlítását mutatja be egy pillantással.
Ez az esettanulmány egyértelműen bemutatta, hogy a gyártási ciklusok hogyan optimalizálhatók a kombinált DSC-Kinetika megközelítéssel. A próbálgatással és tévedéssel történő gyártáshoz képest az anyagjellemzés és szimuláció sokkal hatékonyabb, és mindössze néhány milligramm gyantát igényel, így nagy költségmegtakarítást hoz a kompozitipar számára mind a nyersanyagok, mind a gyártási idő tekintetében.
.
Köszönetnyilvánítás
A Blacks S.r.l. és a NETZSCH közötti együttműködés más területekre is kiterjedt, és jelenleg is aktív. Dr. Chiara Leonardi gyakran volt vendégelőadónk konferenciákon, szemináriumokon és webináriumokon.
A "Curing Optimization" esettanulmányt világszerte bemutatták, és a Compositi Magazine-ban is megjelentették (2018. decemberi szám: 20-28. oldal). Itt elolvashatja a teljes cikket, hogy mélyebb betekintést nyerjen ebbe a projektbe.
A Blacks emellett folyamatosan növekszik: a német ITQF Minőségügyi Intézet "A növekedés bajnokai" című felmérésének ötödik kiadása a Blacks-t a gazdasági fellendülés motorjaként idén a 800 vállalat között ismerte el, a 2018 és 2021 közötti hároméves időszakban az átlagos éves növekedési ráta meghaladja a 11,3%-ot.
Ez az elismerés megerősítette folyamatos elkötelezettségüket a kiválóságra és az innovációra való törekvés iránt. Úgy tűnik, hogy a Blacks valóban osztja a Proven Excellence jövőképünket!
Gratulálunk ügyfelünknek, és még egyszer köszönjük Dr. Chiara Leonardinak a támogatást, miközben várjuk, hogy együtt nézzünk szembe az új kihívásokkal.
______________________________________________________________________________________
További információért arról, hogy hogyan használhatja Kinetics Neo szoftverünket a kikeményedési folyamat modellezésére, kérjük, látogasson el a következő weboldalra weboldal erre a célra fenntartott szakaszát.
Ha szeretné megtekinteni a Dr. Chiara Leonardi által bemutatott rögzített webináriumot, kérjük, vegye fel a kapcsolatot közvetlenül olaszországi fióktelepünkkel e-mailben: info.niv@NETZSCH.com