Introduzione
Nell'industria chimica e di processo, è spesso necessario pompare fluidi su lunghe distanze dallo stoccaggio alle varie unità di lavorazione e/o da un sito di impianto all'altro. È quindi spesso necessario calcolare i requisiti di pressione per il pompaggio, selectil diametro ottimale dei tubi, nonché la misurazione e il controllo della portata. Molte delle formule necessarie per stimare tali parametri sono disponibili in letteratura e richiedono una certa conoscenza dei parametri di lavorazione e delle proprietà del fluido.
Quando si ha a che fare con fluidi non newtoniani, spesso è sufficiente considerarli come fluidi a legge di potenza in termini di lavorazione, a causa delle velocità di taglio coinvolte.
Se il liquido obbedisce alla legge di potenza, la caduta di pressione attraverso il tubo può essere descritta dalla seguente equazione (1):
dove k è la consistenza e n l'indice della legge di potenza; Q è la portata attraverso il raggio r del tubo con una perdita di carico ΔP. Se il fluido è newtoniano, l'indice di legge di potenza ha un valore pari a 1.
La velocità di taglio incontrata durante questo processo è data dalla seguente espressione (2):
Misurando la portata volumetrica per un dato diametro del tubo, è quindi possibile stimare la velocità di taglio incontrata durante il processo di pompaggio. Se n non è noto in questa fase, può essere assunto pari a 1, che è il valore per un fluido newtoniano. Misurando la viscosità a selecte shear rate leggermente superiori e inferiori al valore calcolato, è possibile generare una porzione rilevante della curva di flusso. È quindi possibile applicare ai dati un Modello a legge di potenzaIl modello della legge di potenza è un modello reologico comune per quantificare (tipicamente) la natura di assottigliamento al taglio di un campione, con il valore più vicino a zero che indica un materiale più assottigliato al taglio.modello a legge di potenza e determinare i valori di k e n. Questi valori possono essere inseriti nelle equazioni 1 e 2 per ottenere rispettivamente la caduta di pressione attraverso il tubo e la velocità di taglio reale. Queste espressioni presuppongono un flusso laminare in stato stazionario (completamente sviluppato) e l'assenza di condizioni di scorrimento sulle pareti del tubo.
Sperimentale
- Questo esempio considera il trasporto di uno shampoo attraverso un tubo rettilineo con un raggio di 0,0125 m e una lunghezza di 10 m. La portata volumetrica è di 0,0005m3/s e l'indice della legge di potenza era noto come 0,15.
- Le misure al reometro rotazionale sono state effettuate utilizzando un reometro Kinexus con una cartuccia a piastre di Peltier e un sistema di misura a piastre parallele irruvidite da 40 mm (per evitare lo scivolamento del campione sulle superfici della geometria)2, e utilizzando sequenze standard preconfigurate nel software rSpace.
- È stata utilizzata una sequenza di caricamento standard per garantire che i campioni fossero soggetti a un protocollo di caricamento coerente e controllabile. ∙ Tutte le misure reologiche sono state eseguite a 25°C.
- La velocità di taglio rilevante per il flusso nel tubo è stata calcolata automaticamente come parte della sequenza di prova utilizzando i valori immessi di raggio, lunghezza, portata volumetrica e indice di legge di potenza del tubo
- È stata eseguita una tabella della velocità di taglio utilizzando un valore iniziale di (velocità di taglio calcolata/2) e un valore finale di (velocità di taglio calcolata ×2), e un modello di legge di potenza adattato alla curva di flusso risultante e la perdita di pressione calcolata è stata determinata.
Risultati e discussione
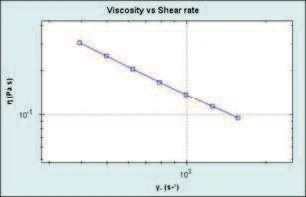
Dalle informazioni fornite, la velocità di taglio calcolata per il flusso nel tubo è stata determinata in 787 s-1. Ciò ha generato automaticamente una tabella di velocità di taglio comprese tra 394 s-1 e 1578 s-1 e ha prodotto una curva di Assottigliamento a taglioIl tipo più comune di comportamento non newtoniano è l'assottigliamento al taglio o flusso pseudoplastico, in cui la viscosità del fluido diminuisce all'aumentare del taglio.assottigliamento al taglio, come mostrato nella Figura 1.
Un'analisi della legge di potenza sulla curva risultante ha prodotto valori di k e n pari a 48,7 e 0,1506, rispettivamente. Questi valori sono stati utilizzati per determinare la velocità di taglio reale (se n non era noto inizialmente), la caduta di pressione e lo sforzo di taglio associato.
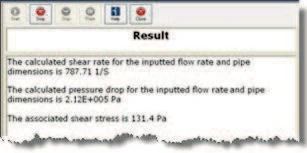
Questi valori calcolati sono stati quindi visualizzati come prompt nel software rSpace, come mostrato nella Figura 2.
Per pompare questo materiale alla portata richiesta sarà quindi necessaria una differenza di pressione attraverso il tubo di 212 kPa e uno sforzo di taglio associato di 131,4 Pa.
Conclusione
Un valore di shear rate è stato calcolato dai valori di input della portata e delle dimensioni del tubo, che sono stati utilizzati per generare una curva di flusso. L'equazione 1 è stata poi utilizzata per determinare la caduta di pressione attraverso il tubo in base ai parametri ottenuti da un'analisi della curva secondo la legge di potenza. Questa sequenza è quindi utile per prevedere i requisiti di pressione per ottenere la portata richiesta in un tubo circolare rettilineo.
Si prega di notare...
che si raccomanda di eseguire i test con geometria a cono e piastra o a piastra parallela, preferendo quest'ultima per le dispersioni e le emulsioni con particelle di large dimensioni. Questi tipi di materiali possono anche richiedere l'uso di geometrie dentellate o ruvide per evitare artefatti legati allo scivolamento sulla superficie della geometria.