この作業では、60℃、80℃、100℃での硬化中に試験を実施した。各温度において、一連の試験を約110分間実施した(一般的な生産時間に相当)。この特別な温度プログラムは、生産工場における一般的な硬化プロセス範囲に沿うように選択された。試験は、装置の試料ホルダーステージを選択した温度に予熱することで実施された。その後、試料を挿入し、直ちに試験を開始した。試験開始時に液体である試料を測定するには、フラッシュシステム内で試料を必要な位置と形状に保つための特別な試料ホルダーが必要です。この試料ホルダーを図1に示します。
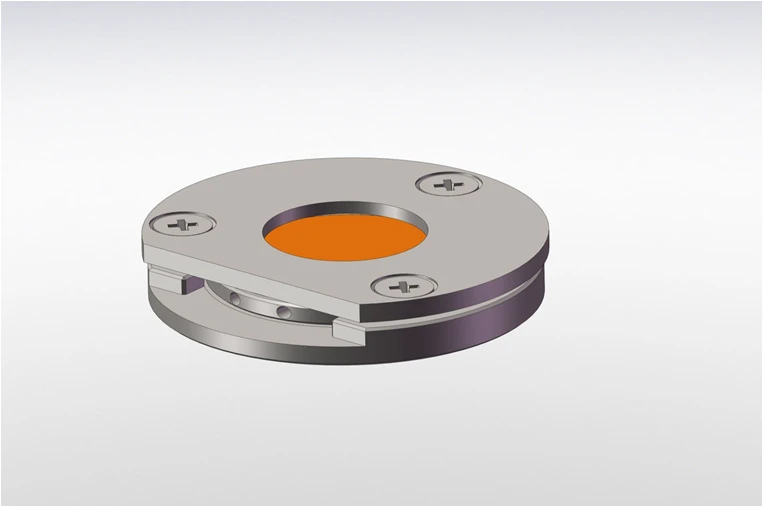
これは2つの金属製オリフィスから成り、厚みのはっきりしたPEEK製リングで隔てられている。オリフィスとディスタンスリングの間には、薄い金属板が挿入されている。このセットアップにより、試料ホルダーの内部には、明確な寸法のタイトボリュームが形成される。PEEKリングには、液体材料を充填するための2つの穴がある。つ目の穴は、充填中にシステムからガスが抜けるのを防ぐ。そのため、ホルダー内で気泡を発生させるリスクなしに、高粘度の液体を充填することができます。試料ホルダーが完全に充填された後、2つの穴は閉じられる。その後、セットアップ全体をフラッシュシステム内に設置し、試験を実施する。試験後、システムは分解でき、硬化した樹脂ディスクは最終検査やさらなる分析のために取り出すことができる。
測定結果
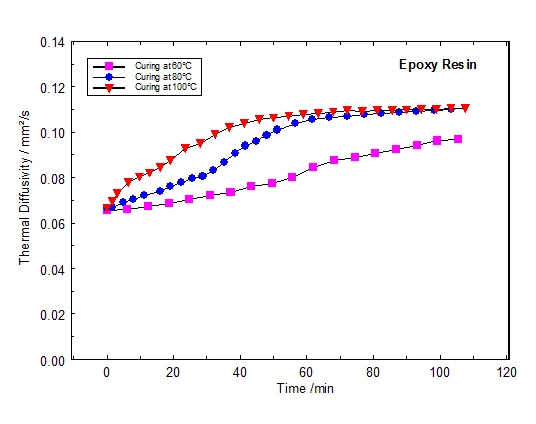
図2は、硬化温度60℃、80℃、100℃における樹脂の熱拡散率の時間に対する値を示しています。この図からわかるように、熱拡散率はすべてのケースで時間とともに増加します。60℃の結果は、時間に対してほぼ一定の増加を示しています。80℃では、最初の30分間は熱拡散率が直線的に速く増加する。その後、曲線に段差が見られる。80分後、結果はほぼ安定したプラトーに達する。硬化プロセスの初期では、100℃での結果が最も速く増加する。しかし、ここでは熱拡散率の上昇に2段階の特徴が見られます。