Johdanto
Kemian- ja prosessiteollisuudessa joudutaan usein pumppaamaan nesteitä pitkiä matkoja varastosta eri prosessointiyksiköihin ja/tai laitospaikasta toiseen. Tämän vuoksi on usein tarpeen laskea pumppauksen painevaatimukset, valita optimaalinen putken halkaisija sekä mitata ja valvoa virtausnopeutta. Kirjallisuudessa on saatavilla monia kaavoja, joita tarvitaan tällaisten parametrien arvioimiseen, ja ne edellyttävät jonkin verran tietoa näistä prosessointiparametreista sekä nesteen ominaisuuksista.
Kun käsitellään ei-newtonilaisia nesteitä, riittää usein, että niitä pidetään prosessoinnin kannalta potenssilakien mukaisina nesteinä, koska kyseessä ovat leikkausnopeudet.
Jos neste noudattaa potenssilakia, painehäviö putken poikki voidaan kuvata seuraavalla yhtälöllä (1):
jossa k on johdonmukaisuus ja n potenssilaki-indeksi; Q on virtausnopeus putken säteen r läpi painehäviöllä ΔP. Jos neste on newtonilaista, potenssi-indeksin arvo on 1.
Prosessin aikana esiintyvä leikkausnopeus saadaan seuraavasta lausekkeesta (2):
Mittaamalla tilavuusvirta tietyn putken halkaisijan osalta voidaan näin ollen arvioida pumppausprosessin aikana esiintyvä leikkausnopeus. Jos n ei ole tässä vaiheessa tiedossa, sen arvoksi voidaan ottaa 1, joka on newtonilaisen nesteen arvo. Mittaamalla viskositeetti valituilla leikkausnopeuksilla, jotka ovat hieman lasketun arvon ylä- ja alapuolella, voidaan muodostaa relevantti osa virtauskäyrästä. Tämän jälkeen dataan voidaan sovittaa TeholakimalliPotenssilakimalli on yleinen reologinen malli, jonka avulla voidaan (tyypillisesti) kvantifioida näytteen leikkausohennuksen luonnetta, jolloin arvo lähempänä nollaa osoittaa leikkausohennusta voimistavaa materiaalia.potenssilakimalli ja määrittää k:n ja n:n arvot. Nämä arvot voidaan sitten syöttää yhtälöihin 1 ja 2, jolloin saadaan painehäviö putken yli ja todellinen leikkausnopeus. Näissä lausekkeissa oletetaan, että virtaus on tasaista (täysin kehittynyttä) laminaarista virtausta ja että putken seinämillä ei ole liukastumisolosuhteita.
Kokeellinen
- Tässä esimerkissä tarkastellaan shampootuotetta, jota kuljetetaan suorassa putkessa, jonka säde on 0,0125 m ja pituus 10 m. Tilavuusvirta on 0,0005m3/s ja potenssilaki-indeksin tiedettiin olevan 0,15.
- Pyörimisreometrimittaukset tehtiin Kinexus-reometrillä, jossa oli Peltier-levypatruuna ja 40 mm:n karhennettu rinnakkaislevyjen mittausjärjestelmä (näytteen liukumisen välttämiseksi geometrian pinnoilla)2 ja jossa käytettiin vakiomuotoisia, valmiiksi konfiguroituja sekvenssejä rSpace -ohjelmistossa.
- Vakioidun lataussekvenssin avulla varmistettiin, että näytteisiin sovelletaan johdonmukaista ja hallittavissa olevaa latausprotokollaa. ∙ Kaikki reologiset mittaukset tehtiin 25 °C:ssa.
- Putkessa tapahtuvan virtauksen kannalta merkityksellinen leikkausnopeus laskettiin automaattisesti osana testisekvenssiä käyttäen syötettyjä putken säteen, pituuden, tilavuusvirran ja teholain indeksin arvoja
- Leikkausnopeustaulukko, jossa käytettiin alkuarvoa (laskettu leikkausnopeus/2) ja loppuarvoa (laskettu leikkausnopeus ×2), tehtiin, ja tuloksena saatuun virtauskäyrään sovitettiin TeholakimalliPotenssilakimalli on yleinen reologinen malli, jonka avulla voidaan (tyypillisesti) kvantifioida näytteen leikkausohennuksen luonnetta, jolloin arvo lähempänä nollaa osoittaa leikkausohennusta voimistavaa materiaalia.potenssilakimalli ja määritettiin laskettu painehäviö.
Tulokset ja keskustelu
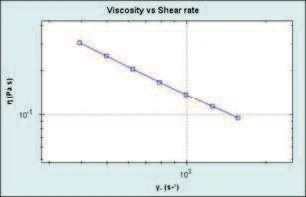
Toimitettujen tietojen perusteella putkessa tapahtuvan virtauksen laskennalliseksi leikkausnopeudeksi määritettiin 787 s-1. Näin luotiin automaattisesti taulukko leikkausnopeuksista välillä 394 s-1 - 1578 s-1 ja tuotettiin kuvan 1 mukainen leikkausohennuskäyrä.
Tuloksena saadun käyrän potenssilakianalyysin avulla saatiin k:n arvoksi 48,7 ja n:n arvoksi 0,1506. Näitä arvoja käytettiin sitten todellisen leikkausnopeuden (jos n ei ollut alun perin tiedossa), painehäviön ja siihen liittyvän leikkausjännityksen määrittämiseen.
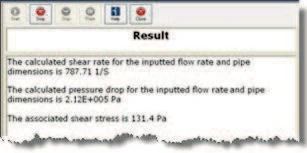
Nämä lasketut arvot näytettiin sitten rSpace -ohjelmiston kehotteena kuvan 2 mukaisesti.
Tämän materiaalin pumppaaminen vaaditulla virtausnopeudella edellyttää siis 212 kPa:n paine-eroa putken poikki ja siihen liittyvää 131,4 Pa:n leikkausjännitystä.
Päätelmä
Leikkausnopeusarvo laskettiin virtausnopeuden ja putken mittojen syöttöarvoista, joita käytettiin virtauskäyrän luomiseksi. Yhtälöä 1 käytettiin sitten putken yli tapahtuvan painehäviön määrittämiseen käyrän potenssilakianalyysistä saatujen parametrien perusteella. Tämä jakso on siten hyödyllinen ennustettaessa painevaatimuksia, joilla saavutetaan vaadittu virtausnopeus suorassa pyöreässä putkessa.
Huomaa...
että testaus suositellaan tehtäväksi kartio- ja levy- tai rinnakkaislevygeometrialla - jälkimmäinen on suositeltavampi, kun kyseessä ovat dispersiot ja emulsiot, joiden hiukkaskoko on large. Tällaiset materiaalityypit saattavat myös vaatia hammastettujen tai karhennettujen geometrioiden käyttöä, jotta vältetään geometrian pinnalla tapahtuvaan liukumiseen liittyvät artefaktat.