Inledning
Inom kemi- och processindustrin är det ofta nödvändigt att pumpa vätskor över långa sträckor från lager till olika bearbetningsenheter och/eller från en anläggning till en annan. Det är därför ofta nödvändigt att beräkna tryckkraven för pumpning, valet av optimal rördiameter samt mätning och styrning av flödeshastigheten. Många av de formler som krävs för att uppskatta sådana parametrar finns tillgängliga i litteraturen och kräver viss kunskap om dessa processparametrar samt vätskans egenskaper.
När det gäller icke-newtonska vätskor är det ofta tillräckligt att betrakta dem som power law-vätskor när det gäller bearbetning på grund av de involverade skjuvhastigheterna.
Om vätskan följer power law-beteendet kan tryckfallet över röret beskrivas med följande ekvation (1):
där k är konsistensen och n power law-indexet; Q är flödeshastigheten genom röret med radien r och tryckfallet ΔP. Om vätskan är newtonsk har power law-indexet värdet 1.
Den skjuvhastighet som uppstår under denna process ges av följande uttryck (2):
Genom att mäta volymflödet för en given rördiameter är det därför möjligt att uppskatta den skjuvning som uppstår under pumpningsprocessen. Om n är okänt i detta skede kan det antas vara 1, vilket är värdet för en newtonsk vätska. Genom att mäta viskositeten vid utvalda skjuvhastigheter något över och under det beräknade värdet kan en relevant del av flödeskurvan genereras. En potenslagsmodell kan sedan anpassas till data och värdena för k och n kan bestämmas. Dessa värden kan sedan matas in i ekvation 1 och 2 för att få fram tryckfallet över röret respektive den verkliga skjuvhastigheten. Dessa uttryck förutsätter laminärt flöde i steady state (fullt utvecklat) och inga glidförhållanden vid rörväggarna.
Experimentell
- I detta exempel transporteras en schampoprodukt genom ett rakt rör med en radie på 0,0125 m och en längd på 10 m. Det volymetriska flödet är 0,0005m3/s och potenslagsindexet var känt som 0,15.
- Mätningarna med rotationsreometern gjordes med en Kinexus-reometer med Peltier-plattkassett och mätsystem med 40 mm uppruggade parallella plattor (för att undvika att provet glider på geometriytorna)2 , och med hjälp av förkonfigurerade standardsekvenser i programvaran rSpace.
- En standardiserad laddningssekvens användes för att säkerställa att proverna var föremål för ett konsekvent och kontrollerbart laddningsprotokoll. ∙ Alla reologimätningar utfördes vid 25°C.
- Den relevanta skjuvhastigheten för flödet i röret beräknades automatiskt som en del av testsekvensen med hjälp av inmatade värden för rörets radie, längd, volymflöde och power law-index
- En tabell över skjuvhastigheten med ett startvärde på (beräknad skjuvhastighet/2) och ett slutvärde på (beräknad skjuvhastighet ×2) utfördes, och en potenslagsmodell anpassades till den resulterande flödeskurvan och det beräknade tryckfallet bestämdes.
Resultat och diskussion
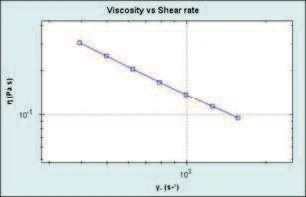
Utifrån den information som lämnades bestämdes den beräknade skjuvhastigheten för flödet i röret till 787 s-1. Detta genererade automatiskt en tabell med skjuvhastigheter mellan 394 s-1 och 1578 s-1 och gav en kurva för skjuvtunning enligt figur 1.
En potenslaganalys av den resulterande kurvan gav värden för k och n på 48,7 respektive 0,1506. Dessa värden användes sedan för att bestämma den verkliga skjuvhastigheten (om n inte var känt från början), tryckfallet och den tillhörande skjuvspänningen.
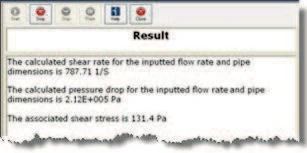
Dessa beräknade värden visades sedan som en prompt i programvaran rSpace, se figur 2.
För att pumpa detta material med önskad flödeshastighet krävs därför en tryckskillnad över röret på 212 kPa och en tillhörande skjuvspänning på 131,4 Pa.
Slutsats
Ett värde för skjuvhastigheten beräknades utifrån ingångsvärden för flödeshastighet och rördimensioner, som användes för att generera en flödeskurva. Ekvation 1 användes sedan för att bestämma tryckfallet över röret baserat på parametrar som erhållits från en power law-analys av kurvan. Denna sekvens är därför användbar för att förutsäga tryckkrav för att uppnå önskad flödeshastighet i ett rakt cirkulärt rör.
Vänligen notera...
att provning rekommenderas att utföras med kon- och platt- eller parallellplattgeometri - där den senare är att föredra för dispersioner och emulsioner med large partikelstorlekar. Sådana materialtyper kan också kräva användning av tandade eller grova geometrier för att undvika artefakter som beror på glidning på geometriytan.