11.05.2022 by Prof. Dr. Ing. Sascha Englich
Formsprutning av härdplaster inom e-mobilitet
Materialanalys är av stor betydelse för såväl komponent- som form- och processdesign inom fordonsindustrin. Läs om hur differential scanning calorimetry och reologi bidrar till optimeringen av formsprutning av epoxiharts och lär dig mer om formsprutningsprocessen för härdplaster och dess tillämpning vid inkapsling av elektronik i den första delen av denna nya bloggserie.
Prof. Dr. Ing. Sascha Englich är professor i plastteknik vid Steinbeis University of Berlin och expert på plastmaterial och processteknik hos Schwarz Plastic Technologies*. Som en del av en bloggserie om optimering av formsprutning av epoxiharts med hjälp av differential scanning calorimetry och reologi förklarar han i den här första artikeln processen för formsprutning av härdplaster och dess tillämpning vid inkapsling av fordonselektronik. Dessutom presenteras vikten av materialanalyser, t.ex. DSC eller rotationsreometer, för komponent-, form- och processdesign.
E-Mobility ställer höga krav på materialen: Varför härdplaster fungerar bättre än termoplaster vid inkapsling av elektroniska komponenter.
För många tillämpningar erbjuder härdplastens egenskaper idealiska förutsättningar för effektiv komponentdesign och tillverkning. Tack vare sitt utmärkta termomekaniska beteende, som - jämfört med termoplaster - är nästan konstant upp till ett mycket högt temperaturområde tillsammans med lika övertygande kemisk beständighet och elektriska isoleringsegenskaper, är härdade material predestinerade för många komponentapplikationer under "hårda" förhållanden. Härdplastmaterial står i centrum idag, särskilt på grund av de krav som ställs på applikationer inom e-mobilitet. De är idealiska för så kallade inkapslingsapplikationer (figur 1).

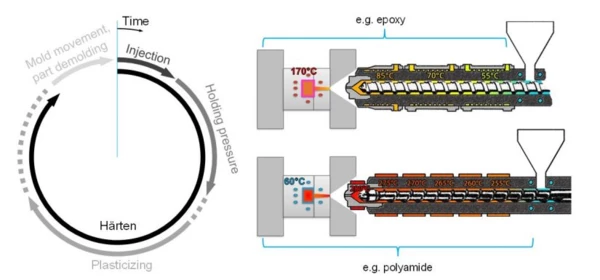
Även om de till synes inte skiljer sig så mycket åt, eftersom båda börjar i pelletsform (figur 2), skiljer sig härdplast- och termoplastgjutmassor avsevärt från varandra. Detta gäller både deras materialegenskaper och bearbetning, till exempel genom formsprutning. Det främsta skälet till detta är härdplastmaterialens reaktiva beteende under (och i vissa fall även före) bearbetningen. Detta innebär att - förutom fysikaliska processer - även kemiska processer (3-dimensionell tvärbindning) äger rum och påverkar varandra i processen. Dessa och andra speciella egenskaper i samband med härdplastformningskomponenter måste alltid beaktas vid maskin- och processutformning.

Temperaturen som den övergripande avgörande faktorn
Det huvudsakliga processflödet vid formsprutning av härdplastformar motsvarar det för termoplaster.
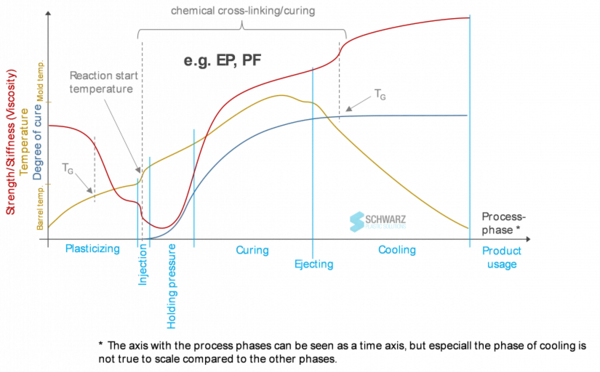
Processfaserna mjukgöring, insprutning, hålltryck, stelning/Härdning (tvärbindningsreaktioner)Termen "crosslinking" betyder bokstavligen översatt "tvärnätverk". I kemiska sammanhang används det för reaktioner där molekyler länkas samman genom att införa kovalenta bindningar och bilda tredimensionella nätverk.härdning körs som en cykel. De enskilda faserna skiljer sig dock åt med avseende på de materialspecifika maskin- och formkomponenterna samt processparametrarna (figur 3). Den initialt mest uppenbara skillnaden är den i det närmaste "omvända" temperaturregleringen. Härdade gjutmassor plastifieras så skonsamt som möjligt i mediatempade cylindrar vid temperaturer upp till max. 90°C (materialspecifikt) för att förhindra att tvärbindningsreaktionen startar i förtid. Detta inkluderar även måttliga mottryck, skruvhastigheter och skruvrotskompressioner. Som högviskösa smältor sprutas de sedan in i en mestadels elektriskt uppvärmd form. Under hålltrycket och under en återstående härdningstid (motsvarande den återstående kyltiden för termoplaster) sker den kemiska tvärbindningen/härdningsreaktionen. Formtemperaturer på upp till ca 180°C påskyndar denna process. I detta tillstånd är materialet irreversibelt kemiskt tvärbundet och kan inte längre smältas med ökad temperatur. Utöver dessa grundläggande processegenskaper finns det ett antal viktiga materialspecifika detaljer som måste beaktas, särskilt när det gäller form- och processutformning.
Låg viskositet - skonsam bearbetning
Det som gör härdplaster, t.ex. epoxibaserade gjutmassor, så intressanta för de ovan nämnda inkapslingsapplikationerna är deras låga viskositet i mjukgjort tillstånd.
Det finns visserligen också termoplaster med låg smältviskositet (PA, PBT, PPS etc.), men när det gäller processprincipen att spruta in en varm smälta i en kyld form och därmed frysa materialet på formväggen eller en insats, nås dock gränserna snabbt, särskilt när det gäller känsliga elektroniska insatser och tunna väggtjocklekar. Här har särskilt gjutmassor av epoxiharts fördelar, eftersom de - utan att omedelbart frysa på formväggen - möjliggör skonsam bearbetning, dvs. låga tryck och temperaturer (jämför massatemperatur för tekniska härdplaster >240°C, formtemperatur för härdplaster <180°C).
Varför termisk analys, reologi och reokinetisk simulering redan hjälper till under produktdesignen
För att kunna dra nytta av denna fördel även i ekonomiska processer ställs höga krav på materialet och formen. Den tidigare nämnda låga viskositeten, särskilt vid kontakt med den heta formväggen, kräver en väl tätad form för att hålla flamproduktionen på ett minimum. Detta kräver ett riktat avluftningskoncept för att låta den instängda luften komma ut och för att undvika till exempel brännare. Ur bearbetningsteknisk synvinkel ställs två huvudkrav på materialet. För det första ska viskositeten vara så låg som möjligt under hela injektionsprocessen, som i vissa fall kan ta <10 s i inkapslingsprocesser. Den efterföljande hålltrycks- och härdningsfasen, som åtföljs av en ökning av viskositeten, bör vara så snabb som möjligt för att uppnå korta ekonomiska cykler.
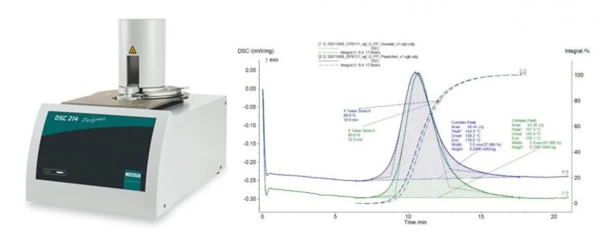
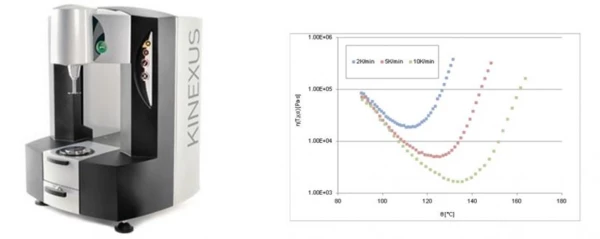
För att kunna uppfylla dessa krav när det gäller formkonstruktion och materialval utan stora experimentella ansträngningar är det lämpligt att utföra processimuleringar för att optimera formen, materialet och processen i förväg. Det finns ett antal programvarulösningar tillgängliga på marknaden, som alla har det gemensamt att de kräver tillförlitliga materialdata avseende respektive reokinetiskt (reaktionsberoende reologiskt beteende) materialbeteende för en realistisk simuleringsrepresentation av flödeshärdningsprocessen. Således kan den kemiska reaktiviteten (tvärbindning/härdningsreaktion) analyseras (figur 5) och utvärderas med hjälp av DSC-analys (Differential Scanning Calorimetry). Viskositetsanalyser kan utföras med hjälp av en rotationsreometer (bild 6). De uppmätta materialspecifika data från båda mätmetoderna kan sedan illustreras i matematiska modeller för att utföra simulativa optimeringsloopar med hjälp av olika programvarupaket. Till exempel kan programvaranNETZSCH Kinetics Neo användas för att beräkna effekten av olika temperaturscenarier (formtemperatur, Smälttemperaturer och entalpierEtt ämnes smältningsenthalpi, även kallad latent värme, är ett mått på den energitillförsel, vanligtvis värme, som krävs för att omvandla ett ämne från fast till flytande tillstånd. Ett ämnes smältpunkt är den temperatur vid vilken det ändrar tillstånd från fast (kristallin) till flytande (isotropisk smälta).smälttemperatur) på härdningsbeteendet för att uppnå den optimala balansen mellan problemfri formfyllning med lågt tryck och efterföljande snabb kylning.
Läs nästa inlägg i den här serien om du vill veta mer om de DSC-mätningar som krävs för dessa applikationer.
För mer information i förväg, gå till NETZSCH Analyzing & Testing.
*Schwarz Plastic Technologies är ett konsultföretag för specifika utmaningar inom plastindustrin med fokus på ingenjörskonst, processteknik och plastspecifik marknadsföring.