11.05.2022 by Prof. Dr. Ing. Sascha Englich
Sprøjtestøbning af hærdeplast i e-mobilitet
Materialeanalyse er af stor betydning for komponent-, form- og procesdesign i bilindustrien. Læs, hvordan differentiel scanningskalorimetri og reologi bidrager til optimering af sprøjtestøbning af epoxyharpiks, og lær mere om den termohærdende sprøjtestøbningsproces og dens anvendelse til indkapsling af elektronik i den første del af denne nye blogserie.
Prof. Dr. Ing. Sascha Englich er professor i plastteknik ved Steinbeis University of Berlin og ekspert i plastmaterialer og procesteknologi hos Schwarz Plastic Technologies*. Som en del af en blogserie om optimering af sprøjtestøbning af epoxyharpiks ved hjælp af differentiel scanningskalorimetri og reologi forklarer han i denne første artikel processen med hærdeplastsprøjtestøbning og dens anvendelse til indkapsling af bilelektronik. Desuden præsenteres betydningen af materialeanalyser, f.eks. DSC eller rotationsreometer, for design af komponenter, forme og processer.
E-mobilitet stiller høje krav til materialer: Hvorfor hærdeplast er bedre end termoplast til indkapsling af elektroniske komponenter.
Til mange anvendelser giver hærdeplastens egenskaber ideelle forudsætninger for effektivt komponentdesign og -fremstilling. På grund af deres fremragende termomekaniske opførsel, som - sammenlignet med termoplast - er næsten konstant op til et meget højt temperaturområde sammen med lige så overbevisende kemisk modstandsdygtighed og elektriske isoleringsegenskaber, er hærdeplastmaterialer prædestineret til mange komponentanvendelser under "barske" forhold. Duroplastiske materialer er i centrum i disse dage, især på grund af de krav, der stilles til applikationer inden for e-mobilitet. De er ideelle til såkaldte indkapslingsopgaver (figur 1).

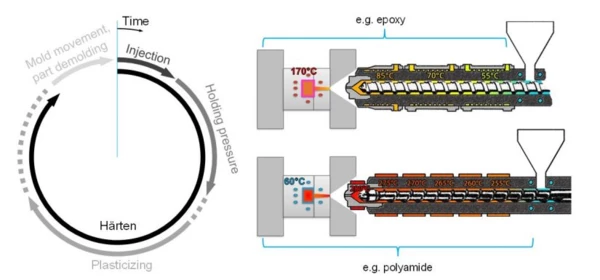
Selv om de tilsyneladende ikke er så forskellige, da de begge starter i pilleform (figur 2), adskiller termohærdende og termoplastiske støbemasser sig markant fra hinanden. Det gælder både deres materialeegenskaber og forarbejdning, f.eks. ved sprøjtestøbning. Hovedårsagen til dette er termohærdede materialers reaktive adfærd under (og i nogle tilfælde endda før) forarbejdningen. Det betyder, at der - ud over fysiske processer - også foregår kemiske processer (3-dimensionel tværbinding), som påvirker hinanden i processen. Disse og andre særlige forhold i forbindelse med termohærdede støbekomponenter skal altid tages i betragtning i maskin- og procesdesign.

Temperatur som den overordnede afgørende faktor
Det primære procesflow ved sprøjtestøbning af hærdeplast svarer til det, der gælder for termoplast.
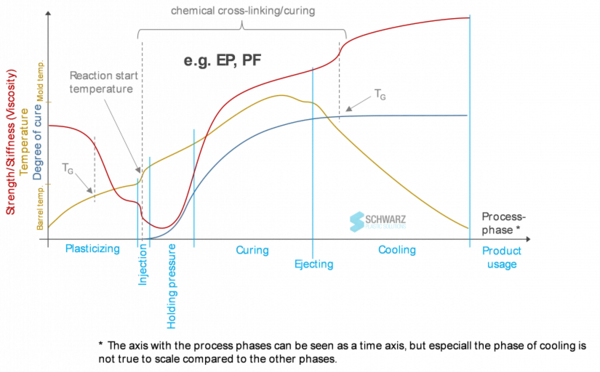
Procesfaserne plastificering, indsprøjtning, opretholdelse af holdetryk, størkning/Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning køres som en cyklus. De enkelte faser er dog forskellige med hensyn til de materialespecifikke maskin- og formkomponenter samt procesparametre (figur 3). Den umiddelbart mest åbenlyse forskel er den næsten "omvendte" temperaturstyring. Termohærdende støbemasser plastificeres så skånsomt som muligt i mediehærdede cylindre ved temperaturer op til maks. 90 °C (materialespecifikt) for at forhindre for tidlig start af tværbindingsreaktionen. Dette omfatter også moderate modtryk, sneglehastigheder og sneglerodskompressioner. Som højviskøse smelter sprøjtes de derefter ind i en for det meste elektrisk opvarmet form. Den kemiske krydsbinding/hærdningsreaktion finder sted, mens der holdes tryk på, og i løbet af en resthærdningstid (svarende til restafkølingstiden for termoplast). Formtemperaturer på op til ca. 180 °C fremskynder denne proces. I denne tilstand er materialet irreversibelt kemisk tværbundet og kan ikke længere smeltes med øget temperatur. Sammen med disse grundlæggende procesegenskaber er der en række vigtige materialespecifikke detaljer, der skal tages i betragtning, især med hensyn til form- og procesdesign.
Lav viskositet - skånsom behandling
Det, der gør termohærdende plast, som f.eks. epoxybaserede støbemasser, så interessante til de førnævnte indkapslingsformål, er deres lave viskositet i plastificeret tilstand.
Der findes ganske vist også termoplast med lav smelteviskositet (PA, PBT, PPS osv.), men med hensyn til procesprincippet med indsprøjtning af en varm smelte i en afkølet form og deraf følgende frysning af materialet på formvæggen eller en indsats, nås grænserne dog hurtigt, især når det drejer sig om følsomme elektroniske indsatser og tynde vægtykkelser. Her har især epoxyharpiks-støbemasser fordele, da de - uden straks at fryse på formvæggen - kan behandles skånsomt, dvs. ved lave tryk og temperaturer (sammenlign massetemperaturen for tekniske hærdeplasttyper >240 °C, formtemperaturen for hærdeplasttyper <180 °C).
Hvorfor termisk analyse, reologi og reokinetisk simulering allerede hjælper under produktdesignet
For også at kunne udnytte denne fordel i økonomiske processer stilles der høje krav til materialet og formen. Den førnævnte lave viskositet, især når den er i kontakt med den varme formvæg, kræver en godt forseglet form for at holde flash på et minimum. Dette kræver et målrettet udluftningskoncept for at lade den indesluttede luft slippe ud og for at undgå f.eks. brændere. Fra et forarbejdningsteknisk synspunkt stilles der to hovedkrav til materialet. For det første skal viskositeten være så lav som muligt under hele indsprøjtningsprocessen, som i nogle tilfælde kan tage <10 s i indkapslingsprocesser. Den efterfølgende fase med holdetryk og Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning, der ledsages af en stigning i viskositeten, skal være så hurtig som muligt for at opnå korte økonomiske cyklusser.
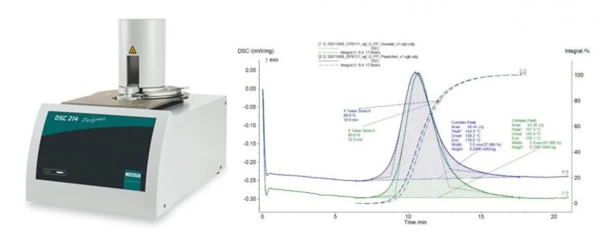
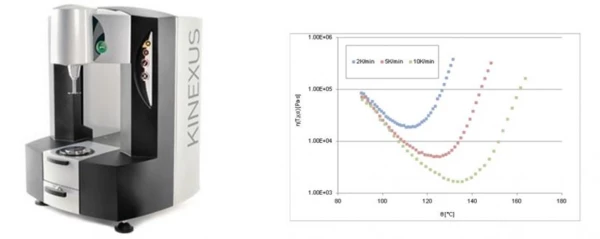
For at kunne opfylde disse krav med hensyn til formdesign og materialevalg uden en stor eksperimentel indsats, anbefales det at udføre processimuleringer for at optimere formen, materialet og processen på forhånd. Der findes en række softwareløsninger på markedet, som alle har det til fælles, at de kræver pålidelige materialedata vedrørende den respektive rheokinetiske (reaktionsafhængige reologiske adfærd) materialeadfærd for en realistisk simuleret repræsentation af flowhærdningsprocessen. Således kan den kemiske reaktivitet (tværbinding/hærdningsreaktion) analyseres (figur 5) og evalueres ved hjælp af DSC-analyse (Differential Scanning Calorimetry). Viskositetsanalyser kan udføres ved hjælp af et rotationsreometer (figur 6). De målte materialespecifikke data fra begge målemetoder kan derefter illustreres i matematiske modeller for at udføre simuleringer og optimeringer ved hjælp af forskellige softwarepakker. For eksempel kan softwaren NETZSCH Kinetics Neo bruges til at beregne effekten af forskellige temperaturscenarier (formtemperatur, Smeltetemperaturer og entalpierEt stofs fusionsenthalpi, også kendt som latent varme, er et mål for den energitilførsel, typisk varme, der er nødvendig for at omdanne et stof fra fast til flydende tilstand. Et stofs smeltepunkt er den temperatur, hvor det skifter tilstand fra fast (krystallinsk) til flydende (isotropisk smelte).smeltetemperatur) på hærdeadfærden for at opnå den optimale balance mellem problemfri lavtryksformfyldning og efterfølgende hurtig afkøling.
Hvis du vil vide mere om de DSC-målinger, der kræves til disse anvendelser, kan du læse det næste indlæg i denne serie.
Du kan få flere oplysninger på forhånd ved at gå til NETZSCH Analyzing & Testing.
*Schwarz Plastic Technologies er en konsulentvirksomhed for specifikke udfordringer i plastindustrien med fokus på ingeniørarbejde, procesteknologi og plastspecifik markedsføring.