11.05.2022 by Prof. Dr. Ing. Sascha Englich
Lämpökovametallien ruiskupuristus sähköisen liikkuvuuden alalla
Materiaalianalyysillä on suuri merkitys autoteollisuuden komponenttien sekä muottien ja prosessien suunnittelussa. Lue tämän uuden blogisarjan ensimmäisestä osasta, miten differentiaalinen pyyhkäisykalorimetria ja reologia edistävät epoksihartsin ruiskuvalun optimointia, ja opi lisää lämpökovettuneesta ruiskuvaluprosessista ja sen soveltamisesta elektroniikan kapseloinnissa.
Prof. Dr. Ing. Sascha Englich on muovitekniikan professori Berliinin Steinbeis-yliopistossa ja muovimateriaalien ja prosessitekniikan asiantuntija Schwarz Plastic Technologiesissa*. Osana blogisarjaa, joka käsittelee epoksihartsin ruiskuvalun optimointia differentiaalisen pyyhkäisykalorimetrian ja reologian avulla, hän selittää tässä ensimmäisessä artikkelissa kestokovametallien ruiskuvaluprosessia ja sen soveltamista autoteollisuuden elektroniikan kapseloinnissa. Lisäksi esitellään materiaalianalyysien, esim. DSC- tai rotaatioreometrin, merkitys komponenttien, muottien ja prosessin suunnittelussa.
Sähköinen liikkuvuus asettaa suuria vaatimuksia materiaaleille: Miksi kestomuovit toimivat paremmin kuin kestomuovit elektroniikkakomponenttien kapseloinnissa.
Monissa sovelluksissa kestomuovien ominaisuudet tarjoavat ihanteelliset edellytykset komponenttien tehokkaalle suunnittelulle ja valmistukselle. Koska kestomuoveihin verrattuna lämpömekaaninen käyttäytyminen on erinomaista ja lähes tasaista erittäin korkeisiin lämpötiloihin asti, ja koska kestomuovit ovat yhtä vakuuttavia kemikaalien kestävyyden ja sähköeristävyyden suhteen, kestomuovit soveltuvat erinomaisesti moniin komponenttisovelluksiin, joissa käytetään "kovia" olosuhteita. Lämpökovettuneet materiaalit ovat nykyään keskeisessä asemassa erityisesti sähköisen liikkuvuuden sovellusten asettamien vaatimusten vuoksi. Ne soveltuvat erinomaisesti niin sanottuihin kapselointisovelluksiin (kuva 1).

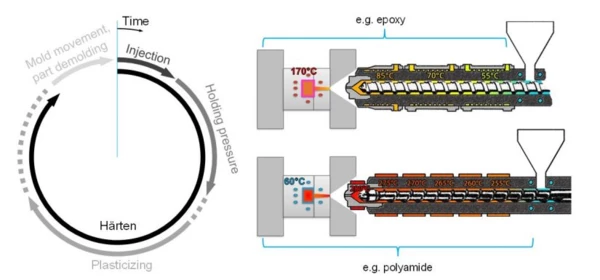
Vaikka ne eivät näennäisesti eroa toisistaan, koska molemmat ovat aluksi pellettejä (kuva 2), kestomuoviset ja kestomuoviset valumassat eroavat toisistaan merkittävästi. Tämä koskee sekä niiden materiaaliominaisuuksia että käsittelyä, esimerkiksi ruiskuvalua. Tärkein syy tähän on kestomuovimateriaalien reaktiivinen käyttäytyminen käsittelyn aikana (ja joissakin tapauksissa jopa ennen sitä). Tämä tarkoittaa, että fysikaalisten prosessien lisäksi tapahtuu myös kemiallisia prosesseja (kolmiulotteinen ristisilloittuminen), jotka vaikuttavat prosessissa toisiinsa. Nämä ja muut kestomuovivalukomponentteihin liittyvät erityispiirteet on aina otettava huomioon koneen ja prosessin suunnittelussa.

Lämpötila kaiken kaikkiaan ratkaiseva tekijä
Pääasiallinen prosessivirtaus kestomuovien ruiskuvalussa vastaa kestomuovien prosessivirtausta.
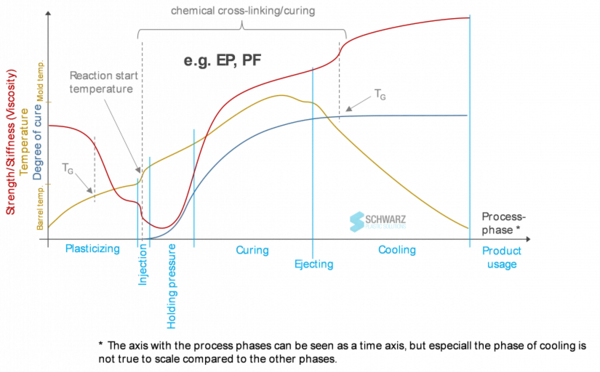
Prosessin vaiheet plastisointi, ruiskutus, säilytyspaineen ylläpitäminen, jähmettyminen/Kovettuminen (ristisilloitusreaktiot)Kirjaimellisesti käännettynä termi "crosslinking" tarkoittaa "ristiverkostoitumista". Kemiallisessa yhteydessä sitä käytetään reaktioista, joissa molekyylit yhdistetään toisiinsa kovalenttisilla sidoksilla ja muodostetaan kolmiulotteisia verkkoja.kovettuminen suoritetaan syklinä. Yksittäiset vaiheet eroavat kuitenkin toisistaan materiaalikohtaisten kone- ja muottikomponenttien sekä prosessiparametrien osalta (kuva 3). Aluksi ilmeisin ero on lähes "käänteinen" lämpötilan säätö. Lämpökovettuvat valumassat plastisoidaan mahdollisimman hellävaraisesti mediakarkaistussa sylinterissä lämpötiloissa, jotka ovat korkeintaan max. 90 °C (materiaalikohtaisesti), jotta estetään ristisilloitusreaktion ennenaikainen käynnistyminen. Tähän kuuluvat myös maltilliset vastapaineet, ruuvin nopeudet ja ruuvin juuren puristukset. Erittäin viskoosit sulat ruiskutetaan tämän jälkeen useimmiten sähköisesti lämmitettyyn muottiin. Kemiallinen ristisilloittumis-/kovettumisreaktio tapahtuu pitopaineen ja jäännöskovettumisajan aikana (joka vastaa termoplastien jäännösjäähdytysaikaa). Muotin lämpötila on jopa noin 180 °C, mikä nopeuttaa tätä prosessia. Tässä tilassa materiaali on peruuttamattomasti kemiallisesti ristisilloittunut, eikä sitä voida enää sulattaa korkeammassa lämpötilassa. Näiden prosessin perusominaisuuksien lisäksi on otettava huomioon useita tärkeitä materiaalikohtaisia yksityiskohtia erityisesti muotin ja prosessin suunnittelussa.
Alhainen viskositeetti - hellävarainen käsittely
Lämpökovettuvat muovit, kuten epoksipohjaiset valumassat, ovat niin kiinnostavia edellä mainituissa kapselointisovelluksissa, koska niiden viskositeetti on alhainen pehmitetyssä tilassa.
Vaikka on olemassa myös kestomuoveja, joiden sulamisviskositeetti on alhainen (PA, PBT, PPS jne.), prosessiperiaatteessa, jossa kuuma sula ruiskutetaan jäähdytettyyn muottiin ja materiaali jäätyy muotin seinämään tai inserttiin, saavutetaan kuitenkin nopeasti rajat, erityisesti kun kyseessä ovat herkät elektroniset insertit ja ohuet seinämäpaksuudet. Erityisesti epoksihartsivalumassoilla on tässä suhteessa etunsa, sillä ilman, että ne jäätyvät välittömästi muotin seinämään, on mahdollista suorittaa hellävarainen käsittely eli käyttää alhaisia paineita ja lämpötiloja (vrt. teknisten kestomuovien massan lämpötila >240 °C, kestomuovien muotin lämpötila <180 °C).
Miksi lämpöanalyysi, reologia ja reokineettinen simulointi auttavat jo tuotesuunnittelussa
Jotta tätä etua voitaisiin hyödyntää myös taloudellisissa prosesseissa, materiaalille ja muotille asetetaan korkeat vaatimukset. Edellä mainittu alhainen viskositeetti, erityisesti kun se on kosketuksissa kuuman muotin seinämän kanssa, edellyttää hyvin suljettua muotia, jotta leimahdus olisi mahdollisimman pieni. Tämä edellyttää kohdennettua tuuletuskonseptia, jotta loukkuun jäänyt ilma pääsee poistumaan ja jotta esimerkiksi poltin voidaan välttää. Jalostustekniikan näkökulmasta materiaalille asetetaan kaksi päävaatimusta. Ensinnäkin viskositeetin on oltava mahdollisimman alhainen koko ruiskutusprosessin ajan, joka voi joissakin tapauksissa kestää <10 s kapselointiprosesseissa. Seuraavan pitopaine- ja kovettumisvaiheen, johon liittyy viskositeetin nousu, olisi oltava mahdollisimman nopea, jotta saavutetaan lyhyet taloudelliset syklit.
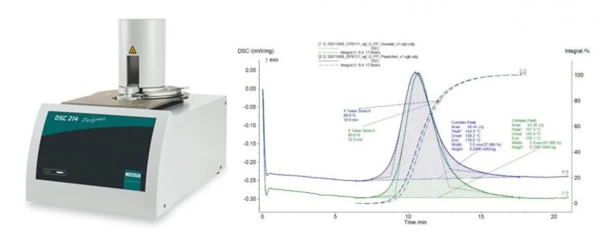
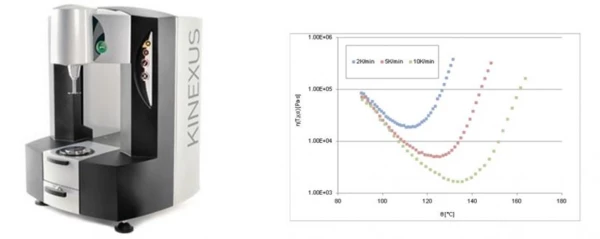
Jotta nämä vaatimukset voidaan täyttää muotin suunnittelun ja materiaalin valinnan osalta ilman valtavia kokeellisia ponnistuksia, on suositeltavaa tehdä prosessisimulaatioita muotin, materiaalin ja prosessin optimoimiseksi etukäteen. Markkinoilla on saatavilla useita ohjelmistoratkaisuja, joille kaikille on yhteistä se, että ne edellyttävät luotettavia materiaalitietoja, jotka koskevat materiaalin reokineettistä (reaktiosta riippuvainen reologinen käyttäytyminen) käyttäytymistä, jotta virtauskovettumisprosessi voidaan esittää realistisesti simulatiivisesti. Näin ollen kemiallinen reaktiivisuus (ristisilloittumis-/kovettumisreaktio) voidaan analysoida (kuva 5) ja arvioida DSC-analyysin (Differential Scanning Calorimetry) avulla. Viskositeettianalyysit voidaan tehdä rotaatioreometrin avulla (kuva 6). Molemmista mittausmenetelmistä mitatut materiaalikohtaiset tiedot voidaan sitten havainnollistaa matemaattisissa malleissa simulatiivisten optimointisilmukoiden suorittamiseksi eri ohjelmistopaketteja käyttäen. Esimerkiksi NETZSCH Kinetics Neo -ohjelmistoa voidaan käyttää laskemaan eri lämpötilaskenaarioiden (muotin lämpötila, sulan lämpötila) vaikutusta kovettumiskäyttäytymiseen, jotta saavutetaan optimaalinen tasapaino häiriöttömän matalapaineisen muotin täytön ja sen jälkeisen nopean jäähdytyksen välillä.
Jos haluat lisätietoja näissä sovelluksissa tarvittavista DSC-mittauksista, lue tämän sarjan seuraava artikkeli.
Saat lisätietoja etukäteen osoitteesta NETZSCH Analyzing & Testing.
*Schwarz Plastic Technologies on konsultointiyritys muoviteollisuuden erityishaasteisiin keskittyen suunnitteluun, prosessitekniikkaan ja muovikohtaiseen markkinointiin.