11.05.2022 by Prof. Dr. Ing. Sascha Englich
Eモビリティにおける熱硬化性射出成形
材料分析は、自動車産業における部品設計、金型設計、工程設計において非常に重要です。示差走査熱量測定とレオロジーがエポキシ樹脂射出成形の最適化にどのように貢献しているか、また、この新しいブログシリーズの最初のパートでは、熱硬化性樹脂射出成形プロセスとエレクトロニクス封止への応用についてさらに詳しくご紹介します。
Sascha Englich教授は、ベルリン・シュタインバイス 大学のプラスチック工学の教授であり、シュワルツ・プラスチック・テクノロジーズ*のプラスチック材料とプロセス技術の専門スタッフです。示差走査熱量測定とレオロジーを用いたエポキシ樹脂射出成形の最適化に関するブログシリーズの一環として、この最初の記事では、熱硬化性樹脂射出成形のプロセスと自動車用電子機器の封止への応用について説明しています。さらに、部品、金型、プロセス設計におけるDSCや回転型レオメーターなどの材料分析の重要性についても紹介しています。
E-モビリティは素材に高い要求を課す:電子部品の封止において、熱硬化性樹脂が熱可塑性樹脂よりも優れている理由。
多くの用途において、熱硬化性プラスチックの特性は、効率的な部品設計と製造のための理想的な前提条件を提供します。熱可塑性プラスチックと比較して、非常に高い温度範囲までほぼ一定の優れた熱機械的挙動と、同様に説得力のある耐薬品性と電気絶縁特性により、熱硬化性材料は「過酷な」条件下での多くの部品用途に適しています。熱硬化性材料は、特にe-モビリティの用途から生じる要求により、最近では中心的な役割を担っている。熱硬化性材料は、いわゆる封止用途に最適です(図1)。

どちらもペレット状(図2)から出発しているため、一見それほど違いはないように見えるが、熱硬化性樹脂成形材料と熱可塑性樹脂成形材料は互いに大きく異なる。これは材料特性と射出成形などの加工の両方に当てはまる。その主な理由は、熱硬化性材料の加工中(場合によっては加工前も)の反応性挙動にある。つまり、物理的なプロセスに加え、化学的なプロセス(3次元架橋)も行われ、プロセス内で互いに影響し合う。熱硬化性成形部品に関連するこれらやその他の特殊な特徴は、機械や工程の設計において常に考慮に入れなければなりません。

総合的な決定的要因としての温度
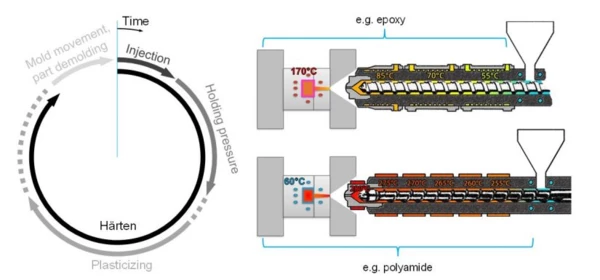
熱硬化性成形コンパウンドの射出成形における主要なプロセスフローは、熱可塑性プラスチックのそれに相当する。
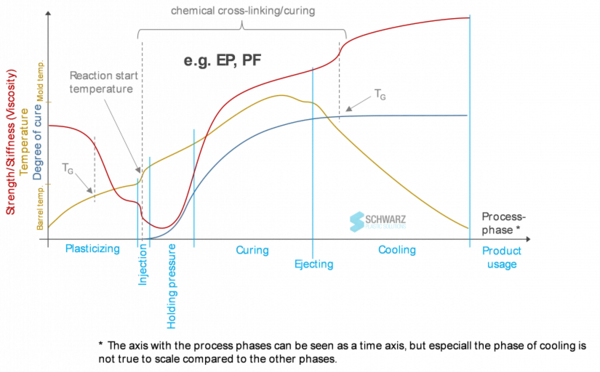
可塑化、射出、保圧維持、凝固・硬化の各段階はサイクルとして実行されるが、個々の段階は、材料固有の機械や金型部品、プロセス・パラメーターによって異なる(図3)。まず最も明らかな違いは、温度制御の「逆転」である。熱硬化性成形材料は、メディアテンパーシリンダー内で最高90℃(材料別)の温度でできるだけ穏やかに可塑化される。架橋反応の早期開始を防ぐため、最高温度は90℃(材料別)です。これには、適度な背圧、スクリュー速度、スクリュールート圧縮も含まれます。高粘度の溶融物として、主に電気加熱された金型に注入されます。保持圧力が加えられ、残留硬化時間(熱可塑性プラスチックの残留冷却時間に類似)の間に、化学的架橋/硬化反応が起こる。最高約180℃の金型温度は、このプロセスを促進する。この状態になると、材料は不可逆的に化学架橋され、温度を上げても溶融しなくなります。このような基本的なプロセスの特徴に加え、特に金型とプロセスの設計に関して考慮する必要がある、材料固有の重要な詳細が数多くあります。
低粘度 - 穏やかな処理
エポキシ系成形コンパウンドのような熱硬化性プラスチックが前述の封止用途で興味深いのは、可塑化状態での粘度が低いことだ。
溶融粘度の低い熱可塑性プラスチック(PA、PBT、PPSなど)もありますが、冷却された金型に高温の溶融物を注入し、その結果、金型壁やインサートで材料が凍結するというプロセス原理に関しては、特に繊細な電子インサートや薄肉になると、すぐに限界に達してしまいます。ここで、エポキシ樹脂成形コンパウンドは特に、金型壁で直ちに凍結することなく、穏やかな加工、すなわち低い圧力と温度(技術的な熱硬化性樹脂の質量温度は240℃以上、熱硬化性樹脂の金型温度は180℃未満である。
熱分析、レオロジー、レオキネティックシミュレーションが製品設計に役立つ理由
この利点を経済的な工程でも享受するためには、材料と金型に高い要求が課される。前述のように粘度が低いため、特に高温の金型壁と接触する場合、引火を最小限に抑えるために密閉性の高い金型が必要となる。そのためには、閉じ込められた空気を逃がし、例えばバーナーを避けるために、的を絞ったベントコンセプトが必要となる。加工工学の観点から、材料には主に2つの要件が課される。第一に、注入プロセス全体において粘度を可能な限り低くすることである。粘度の上昇を伴うその後の保持圧力と硬化段階は、短い経済サイクルを達成するために可能な限り速くなければならない。
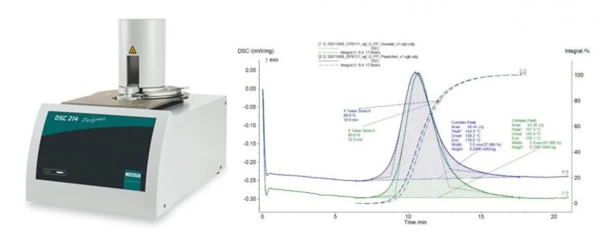
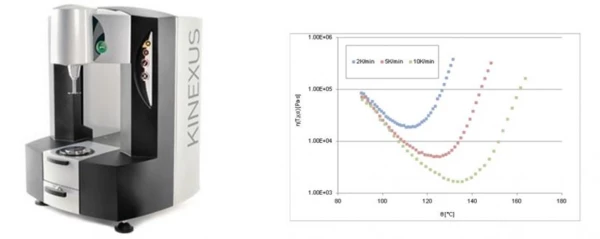
金型設計と材料選択に関して、膨大な実験的労力をかけずにこれらの要求を満たすためには、金型、材料、プロセスを最適化するためのプロセス・シミュレーションを事前に実施することが望ましい。市販されているソフトウェアソリューションは数多くありますが、そのすべてに共通しているのは、流動硬化プロセスを現実的にシミュレーションで表現するためには、それぞれのレオキネティック(反応に依存したレオロジー挙動)材料挙動に関する信頼できる材料データが必要であるということです。したがって、化学反応性(架橋反応)を分析し(図5)、DSC分析(示差走査熱量測定)によって評価することができます。粘度分析は、回転型レオメータによって実施できます(図6)。両方の測定方法から得られた材料固有の測定データは、数学的モデルで図示し、さまざまなソフトウェアパッケージを使用して最適化ループのシミュレーションを実行することができます。たとえば、NETZSCH Kinetics Neo ソフトウェアを使用して、トラブルのない低圧鋳型充填とその後の高速冷却の最適なバランスを達成するために、さまざまな温度シナリオ(鋳型温度、溶融温度)が硬化挙動に及ぼす影響を計算することができます。
これらの用途に必要なDSC測定についてさらに詳しく知りたい方は、このシリーズの次の記事をお読みください。
事前情報については、NETZSCH Analyzing & Testingをご覧ください。
*シュワルツ・プラスチック・テクノロジーズは、エンジニアリング、プロセス技術、プラスチックに特化したマーケティングに焦点を当てた、プラスチック産業における特定の課題に対するコンサルティング会社です。