11.05.2022 by Prof. Dr. Ing. Sascha Englich
Hőre lágyuló fröccsöntés az E-Mobilitásban
Az anyagelemzés nagy jelentőséggel bír az autóiparban az alkatrészek, valamint a szerszámok és folyamatok tervezése szempontjából. Olvassa el, hogyan járul hozzá a differenciál pásztázó kalorimetria és a reológia az epoxigyanta fröccsöntés optimalizálásához, és tudjon meg többet a hőre keményedő fröccsöntési folyamatról és annak alkalmazásáról az elektronikai tokozásban az új blogsorozat első részében.
Prof. Dr. Ing. Sascha Englich a berlini Steinbeis Egyetem műanyagmérnöki professzora és a Schwarz Plastic Technologies* műanyag anyag- és folyamattechnológiai szakértője. Az epoxigyanta fröccsöntés optimalizálásáról a differenciál pásztázó kalorimetria és a reológia segítségével szóló blogsorozat részeként ebben az első cikkben a hőre keményedő fröccsöntés folyamatát és annak alkalmazását az autóipari elektronikai tokozásban ismerteti. Emellett bemutatja az anyagvizsgálatok, pl. a DSC vagy a rotációs reométer fontosságát az alkatrész-, szerszám- és folyamattervezésben.
Az E-Mobilitás magas követelményeket támaszt az anyagokkal szemben: Miért teljesítenek jobban a hőre lágyuló műanyagok a hőre lágyuló műanyagokkal szemben az elektronikus alkatrészek tokozásában.
A hőre keményedő műanyagok tulajdonságai számos alkalmazás esetében ideális előfeltételeket biztosítanak a hatékony alkatrésztervezéshez és -gyártáshoz. Kiváló termomechanikai viselkedésüknek köszönhetően, amely - a hőre lágyuló műanyagokhoz képest - nagyon magas hőmérsékleti tartományig szinte állandó, valamint a hasonlóan meggyőző kémiai ellenálló és elektromos szigetelési tulajdonságaiknak köszönhetően a hőre keményedő anyagok számos "zord" körülmények között alkalmazott alkatrészalkalmazásra predesztináltak. A hőre keményedő anyagok manapság a középpontba kerülnek, különösen az e-mobilitás alkalmazásaiból eredő követelmények miatt. Ideálisak az úgynevezett kapszulázási alkalmazásokhoz (1. ábra).

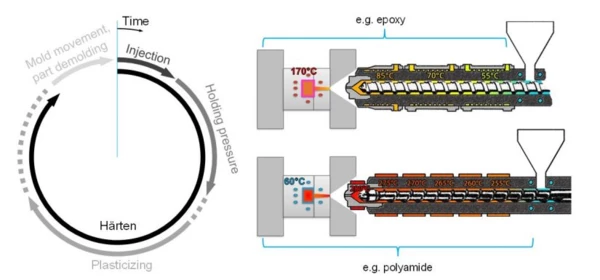
Bár látszólag nem sokban különböznek egymástól, mivel mindkettő granulátum formájában indul (2. ábra), a hőre keményedő és a hőre lágyuló öntvények jelentősen különböznek egymástól. Ez vonatkozik mind az anyagtulajdonságaikra, mind a feldolgozásukra, például a fröccsöntéssel történő feldolgozásra. Ennek fő oka a hőre keményedő anyagok reaktív viselkedése a feldolgozás során (és egyes esetekben még a feldolgozás előtt). Ez azt jelenti, hogy - a fizikai folyamatok mellett - kémiai folyamatok (3 dimenziós térhálósodás) is lejátszódnak, és befolyásolják egymást a folyamat során. Ezeket és más, a hőre keményedő öntött alkatrészekkel kapcsolatos sajátosságokat mindig figyelembe kell venni a gép- és folyamattervezés során.

A hőmérséklet mint az általános döntő tényező
A hőre keményedő öntvények fröccsöntése során a fő folyamatfolyamat megfelel a hőre lágyuló műanyagokéval.
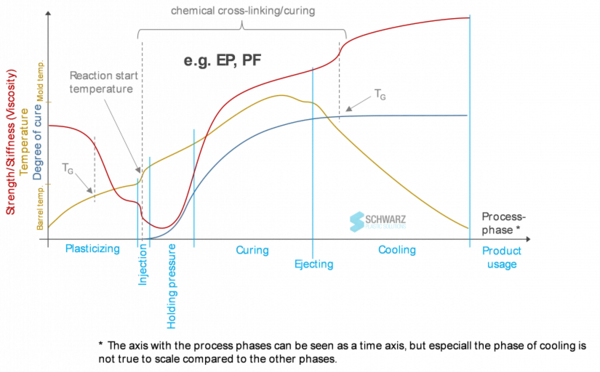
A lágyítás, a fröccsöntés, a tartási nyomás fenntartása, a megszilárdulás/keményedés folyamatfázisai egy ciklusban futnak. Az egyes fázisok azonban az anyagspecifikus gép- és szerszámkomponensek, valamint a folyamatparaméterek tekintetében különböznek (3. ábra). A kezdetben legnyilvánvalóbb különbség a kvázi "fordított" hőmérséklet-szabályozás. A hőre keményedő formázóanyagokat a lehető legkíméletesebben lágyítják a közegben temperált hengerekben, legfeljebb max. 90°C-on (anyagspecifikus), hogy megakadályozzák a térhálósodási reakció idő előtti beindulását. Ez magában foglalja a mérsékelt ellennyomást, csavarozási sebességet és csavargyökér-összenyomást is. Ezt követően nagy viszkozitású olvadékként egy többnyire elektromosan fűtött szerszámba fecskendezik. Tartási nyomás alkalmazása és a maradék kikeményedési idő alatt (a hőre lágyuló műanyagok maradék hűtési idejéhez hasonlóan) zajlik a kémiai térhálósítási/keményedési reakció. A kb. 180 °C-os szerszámhőmérséklet felgyorsítja ezt a folyamatot. Ebben az állapotban az anyag kémiailag visszafordíthatatlanul térhálósodik, és a hőmérséklet növelésével már nem olvasztható. Ezen alapvető folyamatjellemzők mellett számos fontos anyagspecifikus részletet kell figyelembe venni, különösen a szerszám- és folyamattervezés tekintetében.
Alacsony viszkozitás - kíméletes feldolgozás
A hőre keményedő műanyagokat, például az epoxi alapú formázóanyagokat az teszi olyan érdekessé a fent említett kapszulázási alkalmazások számára, hogy lágyított állapotban alacsony viszkozitásúak.
Bár léteznek alacsony olvadási viszkozitású hőre lágyuló műanyagok is (PA, PBT, PPS stb.), az eljárás elve - forró olvadék befecskendezése egy lehűtött formába és az anyagnak a forma falán vagy a betéten való megfagyása - azonban gyorsan eléri a határokat, különösen, ha érzékeny elektronikus betétekről és vékony falvastagságokról van szó. Itt különösen az epoxigyanta-formázóanyagoknak vannak előnyei, mivel - anélkül, hogy a forma falán azonnal megfagynának - kíméletes feldolgozás, azaz alacsony nyomás és hőmérséklet (vö. műszaki hőre lágyuló műanyagok tömeghőmérséklete >240°C, hőre lágyuló műanyagok formahőmérséklete <180°C) lehetséges.
Miért segít a termikus analízis, a reológia és a reokinetikai szimuláció már a terméktervezés során?
Ahhoz, hogy ezt az előnyt a gazdaságos eljárásokban is ki lehessen használni, az anyaggal és a szerszámmal szemben magas követelményeket támasztanak. A fent említett alacsony viszkozitás, különösen a forró szerszámfallal érintkezve, jól záródó szerszámot igényel, hogy a kipattogzás minimálisra csökkenjen. Ehhez célzott szellőztetési koncepcióra van szükség, hogy a csapdába esett levegő távozni tudjon, és elkerülhető legyen például a kiégetés. Feldolgozástechnikai szempontból két fő követelményt támasztanak az anyaggal szemben. Először is, a viszkozitásnak a lehető legalacsonyabbnak kell lennie a teljes befecskendezési folyamat alatt, ami egyes esetekben <10 s is lehet a tokozási folyamatoknál. Az ezt követő, a viszkozitás növekedésével együtt járó nyomástartó és kikeményedési fázisnak a lehető leggyorsabbnak kell lennie a rövid gazdasági ciklusok elérése érdekében.
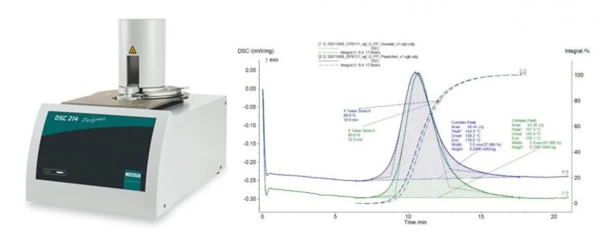
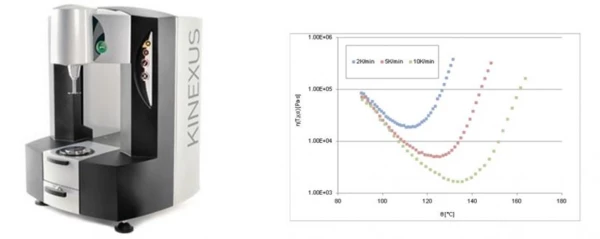
Annak érdekében, hogy ezeknek a követelményeknek a szerszámtervezés és az anyagválasztás tekintetében hatalmas kísérleti ráfordítás nélkül eleget tudjunk tenni, célszerű folyamatszimulációkat végezni a szerszám, az anyag és a folyamat előzetes optimalizálása érdekében. A piacon számos szoftvermegoldás áll rendelkezésre, amelyek közös jellemzője, hogy az áramlási-keményedési folyamat reális szimulatív ábrázolásához megbízható anyagadatokra van szükség a megfelelő reokinetikai (reakciófüggő reológiai viselkedés) anyagviselkedésre vonatkozóan. Így a kémiai reaktivitás (térhálósodási/keményedési reakció) elemezhető (5. ábra) és értékelhető DSC-elemzéssel (Differential Scanning Calorimetry). A viszkozitási elemzések rotációs reométerrel végezhetők (6. ábra). A két mérési módszerből származó mért anyagspecifikus adatokat ezután matematikai modellekben lehet ábrázolni, hogy különböző szoftvercsomagok segítségével szimulációs optimalizálási ciklusokat lehessen végrehajtani. Például a NETZSCH Kinetics Neo szoftver segítségével kiszámítható a különböző hőmérsékleti forgatókönyvek (szerszámhőmérséklet, olvadékhőmérséklet) hatása a keményedési viselkedésre, hogy optimális egyensúlyt lehessen elérni a problémamentes, alacsony nyomású szerszámtöltés és az azt követő gyors lehűlés között.
Ha többet szeretne megtudni az ilyen alkalmazásokhoz szükséges DSC-mérésekről, olvassa el a sorozat következő bejegyzését.
Előzetesen további információkért látogasson el a NETZSCH Analízis és tesztelés oldalra.
*Schwarz Plastic Technologies a műanyagipar speciális kihívásaihoz kapcsolódó tanácsadó cég, amely a mérnöki tevékenységre, a folyamattechnológiára és a műanyag-specifikus marketingre összpontosít.