11.05.2022 by Prof. Dr. Ing. Sascha Englich
Vstřikování termosetů v e-mobilitě
Analýza materiálů má v automobilovém průmyslu velký význam pro konstrukci součástí i forem a procesů. Přečtěte si, jak diferenciální skenovací kalorimetrie a reologie přispívají k optimalizaci vstřikování epoxidových pryskyřic, a v první části tohoto nového seriálu blogů se dozvíte více o procesu vstřikování termosetů a jeho využití při zapouzdřování elektroniky.
Prof. Dr. Ing. Sascha Englich je profesorem plastikářského inženýrství na Steinbeisově univerzitě v Berlíně a odborníkem na plastové materiály a procesní technologie ve společnosti Schwarz Plastic Technologies*. V rámci série blogů o optimalizaci vstřikování epoxidových pryskyřic pomocí diferenční skenovací kalorimetrie a reologie vysvětluje v tomto prvním článku proces vstřikování termosetů a jeho použití při zapouzdřování automobilové elektroniky. Dále je zde představen význam materiálových analýz, např. pomocí DSC nebo rotačního reometru, pro návrh součástek, forem a procesů.
E-mobilita klade vysoké nároky na materiály: Proč jsou termosety při zapouzdřování elektronických součástek lepší než termoplasty.
Vlastnosti termosetových plastů poskytují pro mnoho aplikací ideální předpoklady pro efektivní konstrukci a výrobu součástí. Díky svému vynikajícímu termomechanickému chování, které je - ve srovnání s termoplasty - téměř konstantní až do velmi vysokého rozsahu teplot, spolu se stejně přesvědčivou chemickou odolností a elektroizolačními vlastnostmi jsou termosetové materiály předurčeny pro mnoho aplikací součástí v "drsných" podmínkách. Termosetové materiály jsou v současné době v centru pozornosti, zejména kvůli požadavkům vyplývajícím z aplikací v oblasti e-mobility. Jsou ideální pro tzv. zapouzdření (obrázek 1).

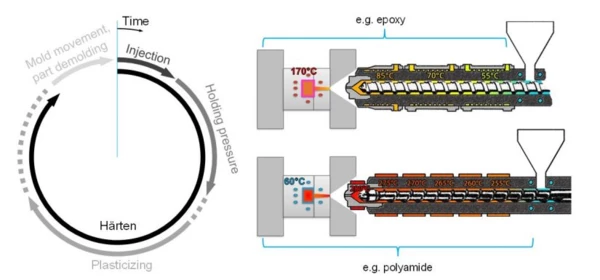
Ačkoli se zdánlivě neliší, protože oba materiály začínají ve formě pelet (obrázek 2), termosetové a termoplastické formovací směsi se od sebe výrazně liší. To se týká jak jejich materiálových vlastností, tak zpracování, například vstřikováním. Hlavním důvodem je reaktivní chování termosetových materiálů během zpracování (a v některých případech i před ním). To znamená, že - kromě fyzikálních procesů - probíhají také chemické procesy (trojrozměrné síťování), které se v procesu vzájemně ovlivňují. Tyto a další zvláštnosti v souvislosti s termosetovými lisovacími komponenty je třeba vždy zohlednit při návrhu strojů a procesů.

Teplota jako celkový rozhodující faktor
Hlavní procesní průběh vstřikování termosetových formovacích směsí odpovídá procesu vstřikování termoplastů.
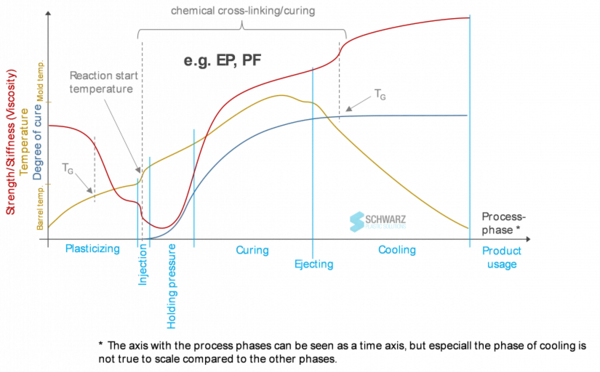
Procesní fáze plastifikace, vstřikování, udržování udržovacího tlaku, tuhnutí/vytvrzování probíhají jako cyklus. Jednotlivé fáze se však liší s ohledem na materiálově specifické součásti stroje a formy i procesní parametry (obr. 3). Zpočátku nejzřetelnějším rozdílem je kvazi "obrácená" regulace teploty. Termosetové formovací směsi se plastifikují co nejšetrněji ve válcích temperovaných médiem při teplotách do max. 90 °C (podle druhu materiálu), aby se zabránilo předčasnému zahájení Vytvrzování (síťovací reakce)V doslovném překladu termín "crosslinking" znamená "křížové propojení". V chemickém kontextu se používá pro reakce, při nichž se molekuly spojují kovalentními vazbami a vytvářejí trojrozměrné sítě.síťovací reakce. K tomu patří také mírné protitlaky, rychlosti šneku a stlačení kořene šneku. Jako vysoce viskózní taveniny se pak vstřikují do většinou elektricky vyhřívané formy. Během udržovacího tlaku a zbytkové doby vytvrzování (analogické zbytkové době chlazení termoplastů) probíhá chemická reakce síťování/vytvrzování. Teplota formy až do přibližně 180 °C tento proces urychluje. V tomto stavu je materiál nevratně chemicky zesíťován a při zvýšené teplotě již nemůže být roztaven. Vedle těchto základních vlastností procesu existuje řada důležitých detailů specifických pro materiál, které je třeba vzít v úvahu, zejména s ohledem na konstrukci formy a procesu.
Nízká viskozita - šetrné zpracování
Termosetové plasty, jako jsou například epoxidové formovací směsi, jsou pro výše uvedené zapouzdřovací aplikace zajímavé svou nízkou viskozitou v plastifikovaném stavu.
Existují sice také termoplasty s nízkou viskozitou tání (PA, PBT, PPS atd.), ale s ohledem na princip procesu vstřikování horké taveniny do ochlazené formy a následné zmrznutí materiálu na stěně formy nebo vložky se rychle narazí na limity, zejména pokud jde o citlivé elektronické vložky a tenké tloušťky stěn. Zde mají výhodu zejména formovací směsi z epoxidových pryskyřic, protože - bez okamžitého zamrznutí na stěně formy - je možné šetrné zpracování, tj. nízké tlaky a teploty (srovnej hmotnostní teplotu technických termosetů >240 °C, teplotu formy termosetů <180 °C).
Proč termická analýza, reologie a reo-kinetická simulace pomáhají již při návrhu výrobku?
Aby bylo možné tuto výhodu využít i v ekonomických procesech, jsou na materiál a formu kladeny vysoké nároky. Výše zmíněná nízká viskozita, zejména při kontaktu s horkou stěnou formy, vyžaduje dobře utěsněnou formu, aby se minimalizovalo vzplanutí. To vyžaduje cílenou koncepci odvzdušnění, která umožní únik zachyceného vzduchu a zabrání například vzniku hořáku. Z hlediska zpracovatelského inženýrství jsou na materiál kladeny dva hlavní požadavky. Za prvé, viskozita by měla být co nejnižší během celého procesu vstřikování, který může v některých případech trvat <10 s v procesech zapouzdřování. Následná fáze udržování tlaku a vytvrzování, doprovázená nárůstem viskozity, by měla být co nejrychlejší, aby se dosáhlo krátkých ekonomických cyklů.
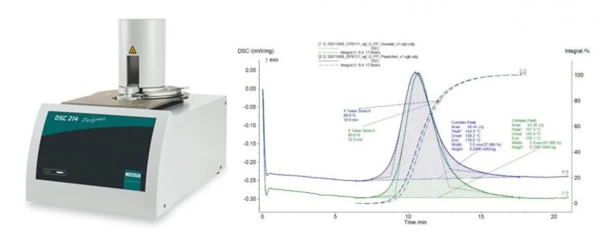
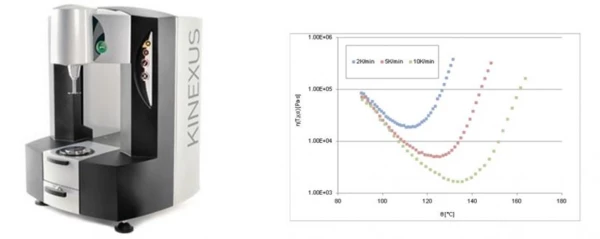
Aby bylo možné splnit tyto požadavky s ohledem na konstrukci formy a výběr materiálu bez velkého experimentálního úsilí, je vhodné předem provést simulace procesu pro optimalizaci formy, materiálu a procesu. Na trhu je k dispozici řada softwarových řešení, která mají společné to, že pro realistické simulační znázornění procesu vytvrzování prouděním vyžadují důvěryhodné údaje o materiálu týkající se příslušného reokinetického (reologického chování závislého na reakci) chování materiálu. Proto lze analyzovat chemickou reaktivitu (síťovací/tvrdnoucí reakce) (obrázek 5) a vyhodnotit ji pomocí DSC analýzy (diferenční skenovací kalorimetrie). Analýzu viskozity lze provádět pomocí rotačního reometru (obrázek 6). Naměřené údaje specifické pro daný materiál z obou měřicích metod lze poté znázornit v matematických modelech pro provedení simulačních optimalizačních smyček pomocí různých softwarových balíků. Například softwareNETZSCH Kinetics Neo lze použít k výpočtu vlivu různých teplotních scénářů (teplota formy, teplota taveniny) na chování vytvrzování s cílem dosáhnout optimální rovnováhy mezi bezproblémovým plněním formy při nízkém tlaku a následným rychlým chlazením.
Chcete-li se dozvědět více o měřeních DSC potřebných pro tyto aplikace, přečtěte si další příspěvek této série.
Další informace předem naleznete na adreseNETZSCH Analýza a testování.
*Schwarz Plastic Technologies je poradenská společnost pro specifické problémy v plastikářském průmyslu se zaměřením na inženýrství, procesní technologie a marketing specifický pro plasty.