11.05.2022 by Prof. Dr. Ing. Sascha Englich
Термореактивно леене под налягане в електронната мобилност
Анализът на материалите е от голямо значение за проектирането на компонентите, формите и процесите в автомобилната индустрия. Прочетете как диференциалната сканираща калориметрия и реологията допринасят за оптимизирането на шприцването на епоксидна смола и научете повече за процеса на шприцване на термореактивни смоли и приложението му при капсулиране на електроника в първата част на тази нова поредица от блогове.
Проф. д-р инж. Саша Енглих е професор по инженерство на пластмасите в университета Щайнбайс в Берлин и експерт по материали и технологии за пластмаси в Schwarz Plastic Technologies*. Като част от поредица от блогове за оптимизиране на шприцването на епоксидни смоли с помощта на диференциална сканираща калориметрия и реология, в тази първа статия той обяснява процеса на шприцване на термореактивни смоли и приложението му при капсулиране на автомобилна електроника. Освен това е представено значението на анализите на материалите, например DSC или ротационен реометър, за проектирането на компонента, матрицата и процеса.
Електронната мобилност поставя високи изисквания към материалите: Защо термореактивните материали са по-добри от термопластите при капсулирането на електронни компоненти.
За много приложения свойствата на термореактивните пластмаси предлагат идеални предпоставки за ефективно проектиране и производство на компоненти. Благодарение на отличното им термомеханично поведение, което в сравнение с термопластите е почти постоянно до много висок температурен диапазон, както и на също толкова убедителните им химическа устойчивост и електроизолационни свойства, термореактивните материали са предопределени за много приложения на компоненти при "сурови" условия. Термореактивните материали заемат централно място в наши дни, особено поради изискванията, произтичащи от приложенията в областта на електронната мобилност. Те са идеални за така наречените приложения за капсулиране (фигура 1).

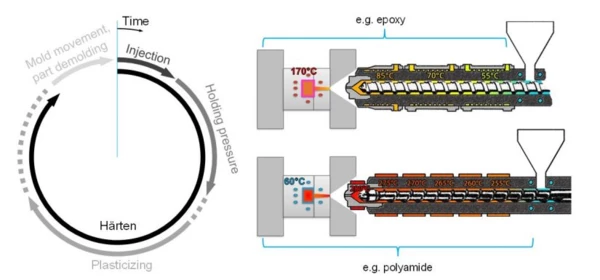
Въпреки че на пръв поглед не се различават толкова много, тъй като и двете започват под формата на гранули (фигура 2), термореактивните и термопластичните формовъчни смеси се различават значително една от друга. Това се отнася както за свойствата на материалите им, така и за обработката им, например чрез инжекционно формоване. Основната причина за това е реактивното поведение на термореактивните материали по време на обработката (а в някои случаи и преди нея). Това означава, че - освен физичните процеси - протичат и химични процеси (триизмерно омрежване), които взаимно си влияят в процеса. Тези и други особености във връзка с компонентите за формоване на термореактивни материали трябва винаги да се вземат предвид при проектирането на машината и процеса.

Температурата като цялостен решаващ фактор
Основният технологичен процес при инжекционното формоване на термореактивни формовъчни смеси съответства на този при термопластмасите.
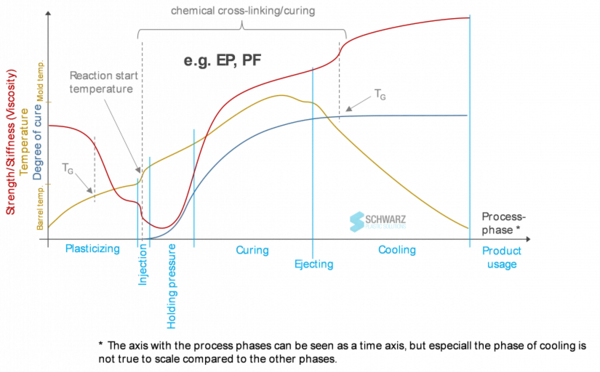
Фазите на процеса - пластифициране, инжектиране, поддържане на налягането на задържане, втвърдяване/твърдеене - протичат като цикъл. Отделните фази обаче се различават по отношение на специфичните за материала компоненти на машината и матрицата, както и по отношение на параметрите на процеса (фигура 3). Първоначално най-очевидната разлика е почти "обратното" управление на температурата. Термореактивните формовъчни смеси се пластифицират възможно най-щадящо в темперирани в среда цилиндри при температури до макс. 90°C (специфично за материала), за да се предотврати преждевременното започване на реакцията на омрежване. Това включва също така умерени обратни налягания, скорости на винтовете и компресии на корените на винтовете. След това като високовискозни стопилки те се инжектират в предимно електрически нагрята форма. Докато се прилага задържащо налягане и по време на остатъчното време за втвърдяване (аналогично на остатъчното време за охлаждане на термопластмасите), протича химическата реакция на омрежване/втвърдяване. Температура на формата до около 180 °C ускорява този процес. В това състояние материалът е необратимо химически омрежен и вече не може да се разтопи при повишена температура. Наред с тези основни характеристики на процеса има редица важни детайли, специфични за материала, които трябва да се вземат предвид, особено по отношение на проектирането на матрицата и процеса.
Нисък вискозитет - щадяща обработка
Това, което прави термореактивните пластмаси, като например формовъчните смеси на епоксидна основа, толкова интересни за гореспоменатите приложения за капсулиране, е техният нисък вискозитет в пластифицирано състояние.
Въпреки че съществуват и термопластични материали с нисък вискозитет на топене (PA, PBT, PPS и др.), по отношение на принципа на процеса на инжектиране на гореща стопилка в охладена форма и последващото замразяване на материала върху стената на формата или вложката, обаче, бързо се достигат граници, особено когато става въпрос за чувствителни електронни вложки и тънки дебелини на стените. Тук формовъчните смеси от епоксидна смола имат предимства, тъй като - без незабавно замръзване на стената на формата - е възможна щадяща обработка, т.е. ниски налягания и температури (сравни масовата температура на техническите термореактивни материали >240°C, температурата на формата на термореактивните материали <180°C).
Защо термичният анализ, реологията и реокинетичната симулация вече помагат при проектирането на продукти
За да се възползвате от това предимство и при икономичните процеси, към материала и формата се поставят високи изисквания. Гореспоменатият нисък вискозитет, особено при контакт с горещата стена на формата, изисква добре уплътнена форма, за да се сведе до минимум избликът. Това изисква целенасочена концепция за обезвъздушаване, за да се позволи на задържания въздух да излезе и да се избегне изгарянето, например. От гледна точка на технологията на обработка към материала се поставят две основни изисквания. Първо, вискозитетът трябва да бъде възможно най-нисък по време на целия процес на инжектиране, който в някои случаи може да отнеме <10 s при процесите на капсулиране. Последващата фаза на задържане на налягането и втвърдяване, съпроводена с повишаване на вискозитета, трябва да бъде възможно най-бърза, за да се постигнат кратки икономически цикли.
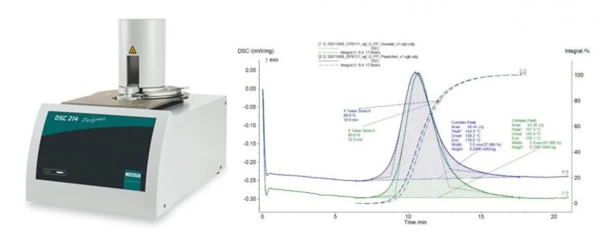
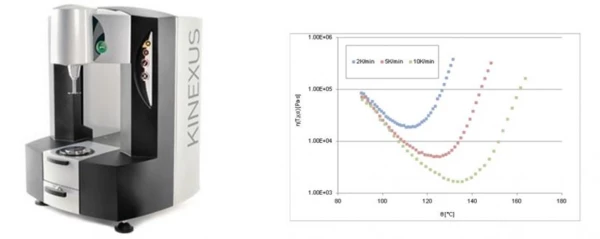
За да може да се изпълнят тези изисквания по отношение на конструкцията на матрицата и избора на материал без огромни експериментални усилия, е препоръчително предварително да се извършат симулации на процеса за оптимизиране на матрицата, материала и процеса. На пазара се предлагат редица софтуерни решения, като общото за всички тях е, че изискват надеждни данни за материала по отношение на съответното реокинетично (зависещо от реакцията реологично поведение) поведение на материала за реалистично симулационно представяне на процеса на втвърдяване с поток. По този начин може да се анализира химическата реактивност (реакция на омрежване/втвърдяване) (фигура 5) и да се оцени чрез DSC анализ (диференциална сканираща калориметрия). Анализът на вискозитета може да се извърши с помощта на ротационен реометър (фигура 6). Измерените специфични за материала данни от двата метода на измерване могат след това да бъдат илюстрирани в математически модели за извършване на симулативни цикли на оптимизация с помощта на различни софтуерни пакети. Например софтуерътNETZSCH Kinetics Neo може да се използва за изчисляване на ефекта на различни температурни сценарии (температура на формата, температура на стопилката) върху поведението на втвърдяването, за да се постигне оптимален баланс между безпроблемно запълване на формата с ниско налягане и последващо бързо охлаждане.
За да научите повече за DSC измерванията, необходими за тези приложения, прочетете следващата публикация от тази поредица.
За да получите предварително повече информация, посетете NETZSCH Analyzing & Testing (Анализ и изпитване).
*Schwarz Plastic Technologies е консултантска компания за специфични предизвикателства в пластмасовата индустрия с фокус върху инженеринга, технологията на процесите и специфичния за пластмасите маркетинг.