11.05.2022 by Prof. Dr. Ing. Sascha Englich
Turnare prin injecție termoset în E-Mobility
Analiza materialelor este de mare importanță pentru proiectarea componentelor, precum și a matrițelor și proceselor în industria auto. Citiți, în prima parte a acestei noi serii de bloguri, cum contribuie calorimetria cu scanare diferențială și reologia la optimizarea turnării prin injecție a rășinii epoxidice și aflați mai multe despre procesul de turnare prin injecție a termosistemelor și despre aplicarea acestuia în încapsularea produselor electronice.
Prof. Dr. Ing. Sascha Englich este profesor de ingineria materialelor plastice la Universitatea Steinbeis din Berlin și expert pentru materiale plastice și tehnologia proceselor la Schwarz Plastic Technologies*. Ca parte a unei serii de bloguri privind optimizarea turnării prin injecție a rășinii epoxidice utilizând calorimetria cu scanare diferențială și reologia, el explică în acest prim articol procesul de turnare prin injecție a termosistemelor și aplicarea sa în încapsularea electronicii auto. În plus, este prezentată importanța analizelor materialelor, de exemplu, DSC sau reometrul rotațional, pentru proiectarea componentelor, matrițelor și proceselor.
E-Mobilitatea impune cerințe ridicate asupra materialelor: De ce termoseturile sunt mai eficiente decât termoplasticele în încapsularea componentelor electronice.
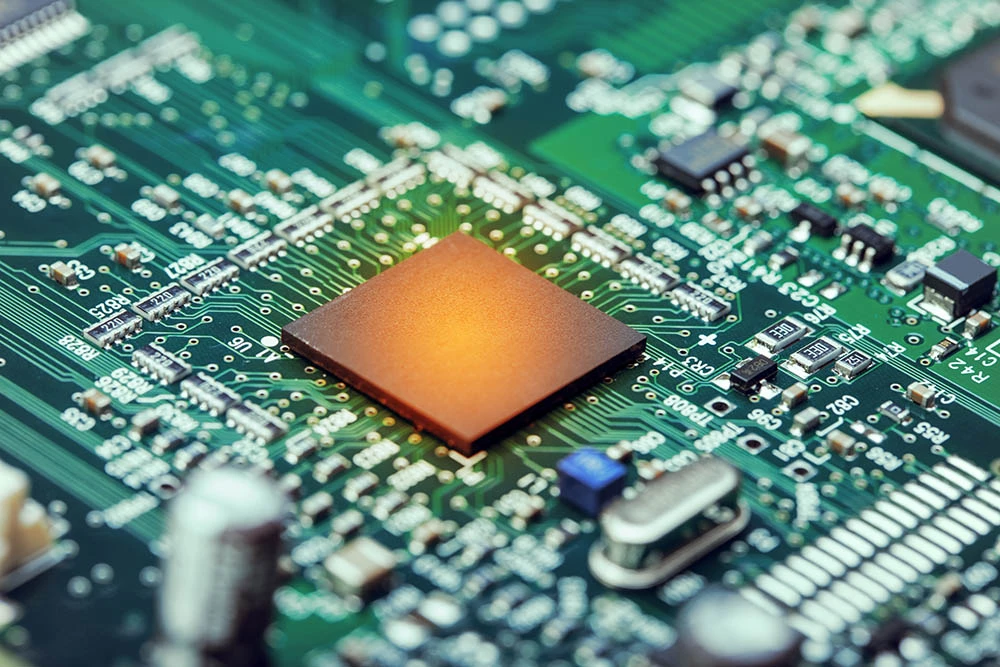
Pentru multe aplicații, proprietățile materialelor plastice termorezistente oferă premisele ideale pentru proiectarea și fabricarea eficientă a componentelor. Datorită comportamentului lor termomecanic excelent, care este - în comparație cu termoplasticele - aproape constant până la un interval de temperatură foarte ridicat, împreună cu o rezistență chimică și proprietăți de izolare electrică la fel de convingătoare, materialele termorigide sunt predestinate pentru multe aplicații de componente în condiții "dure". Materialele termorezistente ocupă un loc central în prezent, în special datorită cerințelor care decurg din aplicațiile în domeniul e-mobilității. Acestea sunt ideale pentru așa-numitele aplicații de încapsulare (figura 1).

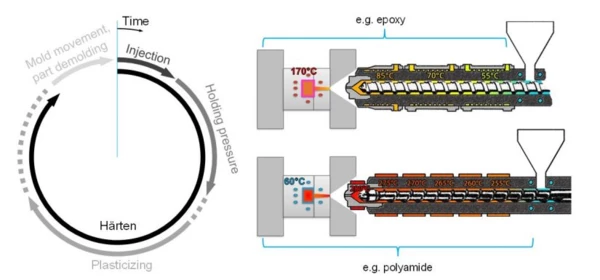
Deși aparent nu sunt atât de diferiți, deoarece ambii pornesc sub formă de granule (figura 2), compușii de turnare termorezistenți și termoplastici diferă semnificativ unul de celălalt. Acest lucru este valabil atât pentru proprietățile materialelor lor, cât și pentru prelucrare, de exemplu, prin turnare prin injecție. Principalul motiv pentru aceasta este comportamentul reactiv al materialelor termorezistente în timpul (și în unele cazuri chiar înainte) prelucrării. Aceasta înseamnă că - pe lângă procesele fizice - au loc și procese chimice (reticulare tridimensională), care se influențează reciproc în cadrul procesului. Acestea și alte caracteristici speciale în legătură cu componentele de turnare termorezistente trebuie să fie întotdeauna luate în considerare în proiectarea mașinii și a procesului.

Temperatura ca factor general decisiv
Principalul flux al procesului de turnare prin injecție a compușilor de turnare termorigizi corespunde cu cel al termoplasticelor.
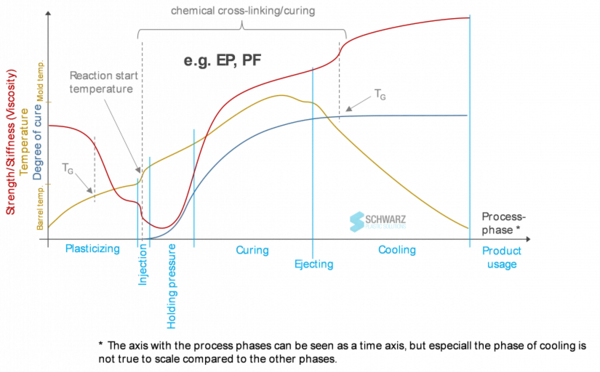
Fazele procesului de plasticizare, injectare, menținere a presiunii de menținere, solidificare/curățare sunt executate ca un ciclu. Cu toate acestea, fazele individuale diferă în ceea ce privește componentele mașinii și ale matriței specifice materialului, precum și parametrii procesului (figura 3). Cea mai evidentă diferență inițială este controlul temperaturii cvasi-"inversat". Compușii de turnare termorezistenți sunt plasticizați cât mai delicat posibil în cilindri temperați cu mediu la temperaturi de până la max. 90°C (în funcție de material) pentru a preveni inițierea prematură a reacției de reticulare. Acest lucru include, de asemenea, contrapresiuni moderate, viteze ale șurubului și compresii ale rădăcinii șurubului. Sub formă de topituri foarte vâscoase, acestea sunt apoi injectate într-o matriță încălzită în mare parte electric. Reacția chimică de reticulare/curățare are loc în timp ce se aplică o presiune de menținere și pe parcursul unui timp de întărire reziduală (analog cu timpul de răcire reziduală pentru termoplastice). Temperaturile matriței de până la aprox. 180°C accelerează acest proces. În această stare, materialul este reticulat chimic ireversibil și nu mai poate fi topit prin creșterea temperaturii. Alături de aceste caracteristici de bază ale procesului, există o serie de detalii importante specifice materialului care trebuie luate în considerare, în special în ceea ce privește proiectarea matriței și a procesului.
Vâscozitate redusă - Prelucrare delicată
Ceea ce face ca materialele plastice termorezistente, cum ar fi compușii de turnare pe bază de epoxid, să fie atât de interesante pentru aplicațiile de încapsulare menționate mai sus este vâscozitatea lor scăzută în stare plastifiată.
Cu toate că există și termoplastice cu vâscozități de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire scăzute (PA, PBT, PPS etc.), în ceea ce privește principiul procesului de injectare a unui topitură fierbinte într-o matriță răcită și înghețarea rezultată a materialului pe peretele matriței sau pe o inserție, limitele sunt totuși atinse rapid, în special atunci când este vorba de inserții electronice sensibile și de grosimi de perete subțiri. Compușii de turnare din rășini epoxidice prezintă în special avantaje, deoarece - fără înghețarea imediată pe peretele matriței - este posibilă o prelucrare delicată, adică presiuni și temperaturi scăzute (comparați temperatura de masă a termosistemelor tehnice >240°C, temperatura de turnare a termosistemelor <180°C).
De ce analiza termică, reologia și simularea reo-cinetică sunt deja utile în timpul proiectării produselor
Pentru a beneficia, de asemenea, de acest avantaj în procesele economice, materialul și matrița sunt supuse unor cerințe ridicate. Vâscozitatea scăzută menționată anterior, în special atunci când intră în contact cu peretele fierbinte al matriței, necesită o matriță bine etanșată pentru a menține flacăra la un nivel minim. Acest lucru necesită un concept de aerisire direcționat pentru a permite aerului prins să iasă și pentru a evita arderea, de exemplu. Din punctul de vedere al ingineriei de prelucrare, materialul este supus la două cerințe principale. În primul rând, vâscozitatea trebuie să fie cât mai scăzută posibil în timpul întregului proces de injectare, care poate dura în unele cazuri <10 s în procesele de încapsulare. Faza ulterioară de menținere a presiunii și de întărire, însoțită de o creștere a vâscozității, trebuie să fie cât mai rapidă posibil pentru a obține cicluri economice scurte.
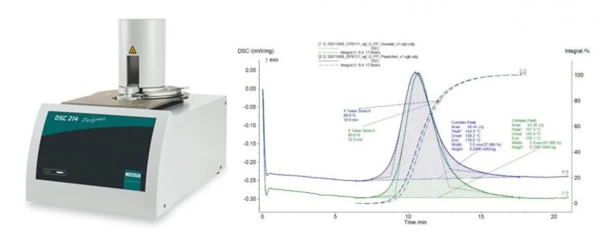
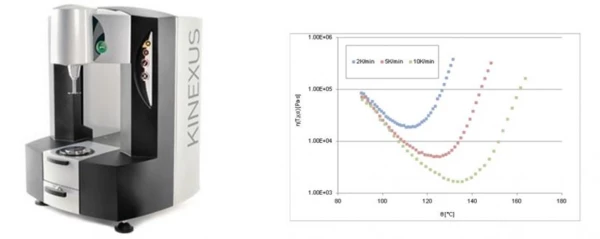
Pentru a putea îndeplini aceste cerințe în ceea ce privește proiectarea matriței și selectarea materialului fără un efort experimental uriaș, este recomandabil să se efectueze simulări de proces pentru optimizarea matriței, a materialului și a procesului în avans. Există o serie de soluții software disponibile pe piață, care au în comun faptul că necesită date fiabile privind comportamentul reokinetic (comportamentul reologic dependent de reacție) al materialului respectiv pentru o reprezentare realistă prin simulare a procesului de polimerizare prin curgere. Astfel, reactivitatea chimică (reacția de reticulare/curățare) poate fi analizată (figura 5) și evaluată prin intermediul analizei DSC (Calorimetrie diferențială de scanare). Analizele de vâscozitate pot fi efectuate cu ajutorul unui reometru rotațional (figura 6). Datele măsurate specifice materialului din ambele metode de măsurare pot fi apoi ilustrate în modele matematice pentru a efectua cicluri de optimizare prin simulare utilizând diverse pachete software. De exemplu, software-ulNETZSCH Kinetics Neo poate fi utilizat pentru a calcula efectul diferitelor scenarii de temperatură (temperatura matriței, temperatura topiturii) asupra comportamentului de întărire pentru a obține un echilibru optim între umplerea matriței fără probleme, cu presiune scăzută și răcirea rapidă ulterioară.
Pentru a afla mai multe despre măsurătorile DSC necesare pentru aceste aplicații, citiți următoarea postare din această serie.
Pentru mai multe informații în prealabil, accesați NETZSCH Analyzing & Testing.
*Schwarz Plastic Technologies este o companie de consultanță pentru provocări specifice din industria maselor plastice, cu accent pe inginerie, tehnologia proceselor și marketingul specific maselor plastice.